Potrebbero piacerti anche
- Tabela de Tempo de Reparo Trator Valtra Série SDocumento433 pagineTabela de Tempo de Reparo Trator Valtra Série SVDFNessuna valutazione finora
- 2 Tabela Ventilnorte Protecao Incendio 2019Documento12 pagine2 Tabela Ventilnorte Protecao Incendio 2019Sérgio AmorimNessuna valutazione finora
- De Combustão Interna: Jorge MartinsDocumento44 pagineDe Combustão Interna: Jorge MartinsJoão Leonardo da Silva Nascimento75% (4)
- Transmissão PowrQuad™-Teoria de Operação Das Mudanças de Quatro Velocidades - tm805054 - Service ADVISOR™Documento6 pagineTransmissão PowrQuad™-Teoria de Operação Das Mudanças de Quatro Velocidades - tm805054 - Service ADVISOR™viniciusNessuna valutazione finora
- Catálogo 2017 Cummins PDFDocumento8 pagineCatálogo 2017 Cummins PDFxxxxxxxxxxxxxxxxxxx100% (2)
- Agricultura Geral e Maquinas Agricolas I - Motor A Dois TemposDocumento15 pagineAgricultura Geral e Maquinas Agricolas I - Motor A Dois TemposDavid QuintinoNessuna valutazione finora
- Comandos Elétricos Industriais AulaDocumento70 pagineComandos Elétricos Industriais AulaEvandro MaranhãoNessuna valutazione finora
- Catálogo de Peças Colheitadeiras Autopropelida John Deere s680 StsDocumento1.332 pagineCatálogo de Peças Colheitadeiras Autopropelida John Deere s680 StsTESTE TOLEDO100% (5)
- Catalogo Surcador SAN FRANCISCO 2 Linhas HidraulicoDocumento7 pagineCatalogo Surcador SAN FRANCISCO 2 Linhas HidraulicoBrahian Mijael Garrado GonzalesNessuna valutazione finora
- Planilha RiggingDocumento35 paginePlanilha RiggingFernandoRocha100% (2)
- Catálogo Chaves de Partida SIRIUS 3RE PDFDocumento8 pagineCatálogo Chaves de Partida SIRIUS 3RE PDFLuiz Mauro XavierNessuna valutazione finora
- Ebook - Partida Estrela TrianguloDocumento40 pagineEbook - Partida Estrela TrianguloJoão Carlos Cabral100% (1)
- 3 1 24320Documento2 pagine3 1 24320Edson Farias100% (2)
- Motor D7E - Cabecote - Cabecote, RecondicionamentoDocumento9 pagineMotor D7E - Cabecote - Cabecote, RecondicionamentoAparecidaMarquesNessuna valutazione finora
- Modelo de Ordem de Serviço - Clia NovembroDocumento7 pagineModelo de Ordem de Serviço - Clia NovembroPCM PortengeNessuna valutazione finora
- Ca 1450 1550 03out03Documento817 pagineCa 1450 1550 03out03Adao FerreiraNessuna valutazione finora
- Lista de PeçasDocumento1 paginaLista de PeçasLauro FerreiraNessuna valutazione finora
- Manual de Servico Lead 110 2009Documento424 pagineManual de Servico Lead 110 2009Alto Giro75% (8)
- Sistema Eléctrico FerroviárioDocumento24 pagineSistema Eléctrico FerroviárioJoao Franco100% (2)
- Projeto TornoDocumento8 pagineProjeto TornopapaiursoNessuna valutazione finora
- Catalogo Denso BuscoarDocumento18 pagineCatalogo Denso BuscoarMARCELO STURZA DE PAULANessuna valutazione finora
- CP F140 6040432401 PDFDocumento512 pagineCP F140 6040432401 PDFYohao Durand Durand100% (1)
- Regulagem de Valv. c6.6Documento5 pagineRegulagem de Valv. c6.6Rafael Alonso88% (17)
- 28 Lamina de PotenciaDocumento2 pagine28 Lamina de PotenciaLuis Carlos BrandtNessuna valutazione finora
- Trabalho de Instrumentação-Motor de PassoDocumento10 pagineTrabalho de Instrumentação-Motor de PassorafaelfbbNessuna valutazione finora
- m790 Estacionario Gerador e Motobomba 13 Edicao 2003 A 2019 040001002 27658 PDFDocumento75 paginem790 Estacionario Gerador e Motobomba 13 Edicao 2003 A 2019 040001002 27658 PDFmasimalNessuna valutazione finora
- Caixa ZF 5 S 420 (5 Marchas) Padrão MANDocumento66 pagineCaixa ZF 5 S 420 (5 Marchas) Padrão MANDiego ManicaNessuna valutazione finora
- Máquina Singer Doméstica Facilita 2868Documento41 pagineMáquina Singer Doméstica Facilita 2868Edenia JolvinoNessuna valutazione finora
- Relatorio-Laudo-Vistoria - MecânicaDocumento3 pagineRelatorio-Laudo-Vistoria - MecânicaDaniel Lucas100% (1)
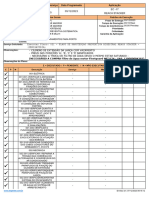
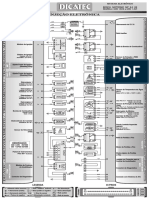
- VW Gol 1.0 Ecu de 45 BoschDocumento1 paginaVW Gol 1.0 Ecu de 45 BoschGuillermo Jiménez100% (8)