Potrebbero piacerti anche
- CNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingDa EverandCNC Machining Certification Exam Guide: Setup, Operation, and ProgrammingNessuna valutazione finora
- 688 (I) Hunter-Killer - User ManualDocumento115 pagine688 (I) Hunter-Killer - User ManualAndrea Rossi Patria100% (2)
- Easy Probing RenishawDocumento29 pagineEasy Probing RenishawNicolae TabircaNessuna valutazione finora
- CNC Trade Secrets: A Guide to CNC Machine Shop PracticesDa EverandCNC Trade Secrets: A Guide to CNC Machine Shop PracticesNessuna valutazione finora
- CNC Macros PDFDocumento91 pagineCNC Macros PDF27b7m2100% (6)
- MF640 MPro Alarm List H736SA0024EDocumento98 pagineMF640 MPro Alarm List H736SA0024Erain21cn163.comNessuna valutazione finora
- Free Fanuc Macro B Programming ManualDocumento47 pagineFree Fanuc Macro B Programming ManualSyed Qadir88% (33)
- Mazatrol Basic EIA, IsO G Code Programming Class For Mazak Machining Centers OutlineDocumento3 pagineMazatrol Basic EIA, IsO G Code Programming Class For Mazak Machining Centers OutlineAlberto SabasNessuna valutazione finora
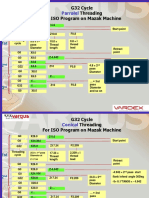
- G32 Cycle Threading For ISO Program On Mazak Machine: ParralelDocumento4 pagineG32 Cycle Threading For ISO Program On Mazak Machine: Parralelenamicul50Nessuna valutazione finora
- Custom MacroDocumento31 pagineCustom Macroshiva d100% (1)
- All Macro QBBDocumento114 pagineAll Macro QBBTL PNessuna valutazione finora
- NTX 10006600 Post Manual 20120601Documento197 pagineNTX 10006600 Post Manual 20120601Cristian VegaNessuna valutazione finora
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Da EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Valutazione: 5 su 5 stelle5/5 (1)
- CNC Turning Center Programming ManualDocumento198 pagineCNC Turning Center Programming Manualpagnic50% (2)
- Fanuc CNC Custom Macros - Programming Resources For Fanuc Custom Macro B Users - Peter Smid (Seduction28)Documento336 pagineFanuc CNC Custom Macros - Programming Resources For Fanuc Custom Macro B Users - Peter Smid (Seduction28)bruno86% (21)
- B-63530en 02Documento550 pagineB-63530en 02ยุทธพงศ์ สืบตระกูล100% (3)
- Doosan Puma-ADVANCED 30 Series TC PROGRAMMING Rev4 With 31i AddendumDocumento114 pagineDoosan Puma-ADVANCED 30 Series TC PROGRAMMING Rev4 With 31i AddendumCasey GroomsNessuna valutazione finora
- Custom Macro Quick ReferenceDocumento2 pagineCustom Macro Quick ReferenceNickolas Gibbs100% (3)
- FANUC MANUAL GUIDE I - OPERATOR'S MANUAL - InglêsDocumento336 pagineFANUC MANUAL GUIDE I - OPERATOR'S MANUAL - InglêsSandro Alfradigne50% (2)
- Custom Macro Variable Peck Drilling Cycle MacroDocumento2 pagineCustom Macro Variable Peck Drilling Cycle MacroRelu ChiruNessuna valutazione finora
- Subroutines and MacrosDocumento14 pagineSubroutines and MacrosShiva Krishna BhagavatulaNessuna valutazione finora
- Mazak Matrixmillturn Eia Progmanual PDFDocumento618 pagineMazak Matrixmillturn Eia Progmanual PDFCorey YoungNessuna valutazione finora
- Doosan Puma MX Series PDFDocumento68 pagineDoosan Puma MX Series PDFGuillermo RamirezNessuna valutazione finora
- FANUC Macro Compiler - Macro ExecutorDocumento358 pagineFANUC Macro Compiler - Macro Executormt703878% (9)
- Custom Macro B (Fanuc)Documento42 pagineCustom Macro B (Fanuc)JohnPaulSmith1100% (1)
- FANUC Macro Program ProgrammingDocumento9 pagineFANUC Macro Program Programming83n14m1nNessuna valutazione finora
- Most Fanuc 9000 ParamDocumento122 pagineMost Fanuc 9000 ParamBrent Maimone100% (1)
- Fanuc BasicDocumento0 pagineFanuc BasicMarco A. Miranda RamírezNessuna valutazione finora
- Mori Seiki GM CodeDocumento10 pagineMori Seiki GM CodevusvusNessuna valutazione finora
- Mori Seiki G Codes and M CodesDocumento9 pagineMori Seiki G Codes and M CodesAsh BetchumNessuna valutazione finora
- Fanuc MacroDocumento3 pagineFanuc MacroGopi Nath0% (1)
- FANUC Macro Program ProgrammingDocumento16 pagineFANUC Macro Program ProgrammingVinsensius Herdani Agung Nugroho50% (4)
- GE Fanuc 18i Installation ManualDocumento81 pagineGE Fanuc 18i Installation Manualapi-3771584Nessuna valutazione finora
- Awb 4914934813Documento1 paginaAwb 4914934813Juandondr100% (1)
- FanucDocumento177 pagineFanucmadalina_geo75% (8)
- Macro ProgramDocumento2 pagineMacro Programdvt0% (1)
- Storage Tank Design Calculation - Api 650: Close Floating RoofDocumento32 pagineStorage Tank Design Calculation - Api 650: Close Floating RoofhgagNessuna valutazione finora
- Doosan-Fanuc High Speed ModeDocumento2 pagineDoosan-Fanuc High Speed Modemarkoskitp100% (1)
- DD 129283005 CDocumento79 pagineDD 129283005 CTensaigaNessuna valutazione finora
- B-61803E-1 - 10 0i, 16,18,20,22 Macro Compiler MacroExecutor Programming Manual PDFDocumento612 pagineB-61803E-1 - 10 0i, 16,18,20,22 Macro Compiler MacroExecutor Programming Manual PDFAleXandR0% (1)
- Heidenhein ITNC530 enDocumento1.228 pagineHeidenhein ITNC530 enwadimNessuna valutazione finora
- G & M Codes (All CNC)Documento24 pagineG & M Codes (All CNC)Fanuc21T100% (4)
- Macro Training BookDocumento26 pagineMacro Training BookCasey Grooms100% (1)
- CNC Mitsubishi Serie700-70 HandbookDocumento368 pagineCNC Mitsubishi Serie700-70 Handbooklcbohlke0% (1)
- Macro " B " Programming: Makino Asia Pte LTD Application DepartmentDocumento71 pagineMacro " B " Programming: Makino Asia Pte LTD Application DepartmentS.Dharanipathy85% (13)
- CNC Programming WorkshopDocumento150 pagineCNC Programming WorkshopThanh BaronNessuna valutazione finora
- Manua Guide I For Milling - Training ManualDocumento126 pagineManua Guide I For Milling - Training Manualjean rojasNessuna valutazione finora
- Fanuc Macro B Programming Manual PDFDocumento47 pagineFanuc Macro B Programming Manual PDFMachado JoãoNessuna valutazione finora
- Swan SoftDocumento90 pagineSwan Softandreeaoana45Nessuna valutazione finora
- 5 - G-CodeDocumento55 pagine5 - G-CodefamilyumaNessuna valutazione finora
- LV SWBDQualityInspectionGuideDocumento72 pagineLV SWBDQualityInspectionGuiderajap2737Nessuna valutazione finora
- 430 Ope 08-07pagechangedDocumento11 pagine430 Ope 08-07pagechangedNéstor CastilloNessuna valutazione finora
- Chapter 2 Part ProgrammingDocumento33 pagineChapter 2 Part ProgrammingKarnal 0388Nessuna valutazione finora
- TC-32B G-Code Programming Manual - System VarialblesDocumento6 pagineTC-32B G-Code Programming Manual - System VarialblesSandm MhNessuna valutazione finora
- C57.12.29 Pad-Mounted Equipment-Enclosure Integrity For Coastal EnvironmentsDocumento26 pagineC57.12.29 Pad-Mounted Equipment-Enclosure Integrity For Coastal EnvironmentsSureshKumarNessuna valutazione finora
- ACFrOgDVly789-6Z8jIbi7pBoLupubEgMyOp7PczEvUguHoW3uj oR2PKzDvuhRzzkIhacYjxXRrU6iA7sHt t6MhtpZFq0t uZL2pF5Ra NNZ kmcl5w7BCQeUegKhjRhNuou88XxLodzWwbsrDocumento14 pagineACFrOgDVly789-6Z8jIbi7pBoLupubEgMyOp7PczEvUguHoW3uj oR2PKzDvuhRzzkIhacYjxXRrU6iA7sHt t6MhtpZFq0t uZL2pF5Ra NNZ kmcl5w7BCQeUegKhjRhNuou88XxLodzWwbsrJohn Steven LlorcaNessuna valutazione finora
- Heat Power Lab ManualDocumento68 pagineHeat Power Lab ManualRaghu KrishnanNessuna valutazione finora
- How To Get Jobs in Neom Saudi Arabia 1703510678Documento6 pagineHow To Get Jobs in Neom Saudi Arabia 1703510678Ajith PayyanurNessuna valutazione finora
- FC Exercises3Documento16 pagineFC Exercises3Supertj666Nessuna valutazione finora
- Sistema A-101 LVSDocumento4 pagineSistema A-101 LVSAdministrador AngloNessuna valutazione finora
- Problems 1Documento2 pagineProblems 1Andoy Don M.Nessuna valutazione finora
- Makenna Resort: by Drucker ArchitectsDocumento12 pagineMakenna Resort: by Drucker ArchitectsArvinth muthuNessuna valutazione finora
- Metascope An/Pas-6 (5855-790-6197) : Technical ManualDocumento38 pagineMetascope An/Pas-6 (5855-790-6197) : Technical ManualDens VillaNessuna valutazione finora
- Embargoed: Embargoed Until April 24, 2019 at 12:01 A.M. (Eastern Time)Documento167 pagineEmbargoed: Embargoed Until April 24, 2019 at 12:01 A.M. (Eastern Time)Las Vegas Review-JournalNessuna valutazione finora
- SRM OverviewDocumento37 pagineSRM Overviewbravichandra24Nessuna valutazione finora
- Lesson 2 - Reflection PaperDocumento2 pagineLesson 2 - Reflection PaperkristhelynNessuna valutazione finora
- CS221 - Artificial Intelligence - Search - 4 Dynamic ProgrammingDocumento23 pagineCS221 - Artificial Intelligence - Search - 4 Dynamic ProgrammingArdiansyah Mochamad NugrahaNessuna valutazione finora
- Dyn ST 70 Ser 2Documento12 pagineDyn ST 70 Ser 2alexgirard11735100% (1)
- Executive Shirt CompanyDocumento6 pagineExecutive Shirt CompanyPramod kNessuna valutazione finora
- L5CoachMentorReflectiveLog TemplateDocumento9 pagineL5CoachMentorReflectiveLog TemplateHadusssNessuna valutazione finora
- Employment Under Dubai Electricity & Water AuthorityDocumento6 pagineEmployment Under Dubai Electricity & Water AuthorityMominur Rahman ShohagNessuna valutazione finora
- 1 - Unit 3 MCQDocumento11 pagine1 - Unit 3 MCQRAMESH KUMAR MAURYANessuna valutazione finora
- Translated Copy of Jurnal B.inggris 41117110162 Aditya NurfajriDocumento16 pagineTranslated Copy of Jurnal B.inggris 41117110162 Aditya Nurfajriaditya estimatorNessuna valutazione finora
- Amanuel MekonnenDocumento125 pagineAmanuel Mekonnenabata yohannesNessuna valutazione finora
- Guide For H Nmr-60 MHZ Anasazi Analysis: Preparation of SampleDocumento7 pagineGuide For H Nmr-60 MHZ Anasazi Analysis: Preparation of Sampleconker4Nessuna valutazione finora
- Lab Science of Materis ReportDocumento22 pagineLab Science of Materis ReportKarl ToddNessuna valutazione finora
- Student Material CN Version - 2017.11.10Documento25 pagineStudent Material CN Version - 2017.11.10Jagaddeesha BRNessuna valutazione finora
- Unit 8 - A Closer Look 2Documento3 pagineUnit 8 - A Closer Look 2Trần Linh TâmNessuna valutazione finora
- COCapplication08rev Working SampleDocumento34 pagineCOCapplication08rev Working SampleTanya HerreraNessuna valutazione finora
- Literature 101 Assignment: Step 1: Graphic OrganizerDocumento2 pagineLiterature 101 Assignment: Step 1: Graphic OrganizercatarinaNessuna valutazione finora