Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Structural CommentsDocumento3 pagineStructural CommentsMusherib KhanNessuna valutazione finora
- Road Construction NotesDocumento19 pagineRoad Construction NotesVanessa Apolinario100% (7)
- Article PDFDocumento12 pagineArticle PDFeidelsayedNessuna valutazione finora
- 128 Syrias Mutating ConflictDocumento46 pagine128 Syrias Mutating ConflictBob JohnsonNessuna valutazione finora
- Al-Mg - Paper (X-Ray) PDFDocumento9 pagineAl-Mg - Paper (X-Ray) PDFeidelsayedNessuna valutazione finora
- 1747 PDFDocumento6 pagine1747 PDFeidelsayedNessuna valutazione finora
- 1 s2.0 S0307904X03001215 Main PDFDocumento13 pagine1 s2.0 S0307904X03001215 Main PDFeidelsayedNessuna valutazione finora
- 28 3267am0612 239 252 PDFDocumento14 pagine28 3267am0612 239 252 PDFeidelsayedNessuna valutazione finora
- 10 0000@www Doiserbia NB rs@generic-9B9F376580BE PDFDocumento8 pagine10 0000@www Doiserbia NB rs@generic-9B9F376580BE PDFeidelsayedNessuna valutazione finora
- 7 - Characterization and Transport Properties PDFDocumento10 pagine7 - Characterization and Transport Properties PDFeidelsayedNessuna valutazione finora
- 04lgomidzelovic PDFDocumento8 pagine04lgomidzelovic PDFeidelsayedNessuna valutazione finora
- 9 - Phase DiagramsDocumento25 pagine9 - Phase Diagramswawawa1Nessuna valutazione finora
- Surface Effects of Ordering in Binary Alloys: Topical ReviewDocumento34 pagineSurface Effects of Ordering in Binary Alloys: Topical RevieweidelsayedNessuna valutazione finora
- 19 Al-Si - Dendritik PDFDocumento10 pagine19 Al-Si - Dendritik PDFeidelsayedNessuna valutazione finora
- Film Boiling Heat Transfer of Droplet Streams and SpraysDocumento15 pagineFilm Boiling Heat Transfer of Droplet Streams and SprayseidelsayedNessuna valutazione finora
- 1200 PDFDocumento9 pagine1200 PDFeidelsayedNessuna valutazione finora
- LIU Wsu 0251E 10640 PDFDocumento119 pagineLIU Wsu 0251E 10640 PDFeidelsayedNessuna valutazione finora
- Lee2011a PDFDocumento18 pagineLee2011a PDFeidelsayedNessuna valutazione finora
- Msea 38171 79 PDFDocumento9 pagineMsea 38171 79 PDFeidelsayedNessuna valutazione finora
- Evaluation of The Heat Transfer Coefficient at The Metal-Mould Interface During FlowDocumento4 pagineEvaluation of The Heat Transfer Coefficient at The Metal-Mould Interface During FloweidelsayedNessuna valutazione finora
- Marcus Kupfer PDFDocumento73 pagineMarcus Kupfer PDFeidelsayedNessuna valutazione finora
- 1757-899X 63 1 012109 PDFDocumento13 pagine1757-899X 63 1 012109 PDFeidelsayedNessuna valutazione finora
- Lecture 5-2 PDFDocumento13 pagineLecture 5-2 PDFzooruNessuna valutazione finora
- Lead Free Solder Reflow For Semiconductor Power DevicesDocumento3 pagineLead Free Solder Reflow For Semiconductor Power DevicesJennifer StanleyNessuna valutazione finora
- 1747 PDFDocumento6 pagine1747 PDFeidelsayedNessuna valutazione finora
- 1044 99 PDFDocumento11 pagine1044 99 PDFeidelsayedNessuna valutazione finora
- Lead Free PDFDocumento12 pagineLead Free PDFeidelsayedNessuna valutazione finora
- 1210 PDFDocumento4 pagine1210 PDFeidelsayedNessuna valutazione finora
- Plastic DeformationDocumento29 paginePlastic Deformationmadhumitha_chetas100% (1)
- Anand ModelDocumento7 pagineAnand ModelmerxzNessuna valutazione finora
- 331 PDFDocumento7 pagine331 PDFeidelsayedNessuna valutazione finora
- Telescope Equations: Useful Formulas For Exploring The Night Sky Randy CulpDocumento97 pagineTelescope Equations: Useful Formulas For Exploring The Night Sky Randy CulparitmeticsNessuna valutazione finora
- Electronique - Audio - Microphone Valve PreampDocumento7 pagineElectronique - Audio - Microphone Valve PreampkoukihamedNessuna valutazione finora
- Enter Your Response (As An Integer) Using The Virtual Keyboard in The Box Provided BelowDocumento102 pagineEnter Your Response (As An Integer) Using The Virtual Keyboard in The Box Provided BelowCharlie GoyalNessuna valutazione finora
- 2008 Bruce VandermeerDocumento11 pagine2008 Bruce Vandermeermadhumster1240Nessuna valutazione finora
- Nuclear and Particle Physics - Unit 8 - Week 6: Particle Detectors and Elementary ParticlesDocumento1 paginaNuclear and Particle Physics - Unit 8 - Week 6: Particle Detectors and Elementary ParticlesSamarjeet Kumar SinghNessuna valutazione finora
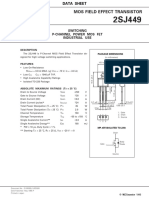
- 2SJ 449 - NecDocumento9 pagine2SJ 449 - NecStevenNessuna valutazione finora
- 2SK2847Documento6 pagine2SK2847jsalinas78Nessuna valutazione finora
- Photodegradation and Photostabilization of PSDocumento32 paginePhotodegradation and Photostabilization of PSMinhAnhNessuna valutazione finora
- Biomechanical Analisys of Military BootsDocumento42 pagineBiomechanical Analisys of Military Bootsbungureanu_6100% (1)
- Rohit Kumar XII B PHYSICSDocumento14 pagineRohit Kumar XII B PHYSICSRKNessuna valutazione finora
- Batch-13 ReportDocumento84 pagineBatch-13 ReportBindhu ShreeNessuna valutazione finora
- Worksheet 1 131 2021W2 HydrostaticsDocumento8 pagineWorksheet 1 131 2021W2 HydrostaticseNessuna valutazione finora
- Spwla 2014 HHHDocumento12 pagineSpwla 2014 HHHclimaco20Nessuna valutazione finora
- CHE317 Intro LectureDocumento32 pagineCHE317 Intro LectureKevin MulkernNessuna valutazione finora
- 2 Torsion of ThinWalled StructuresDocumento12 pagine2 Torsion of ThinWalled StructuresJ.p. ZhuNessuna valutazione finora
- Modelling of Li-Ion Batteries Using Equivalent Circuit DiagramsDocumento5 pagineModelling of Li-Ion Batteries Using Equivalent Circuit DiagramsCarlos Morales ZamoraNessuna valutazione finora
- Whole Numbers and Basic OperationsDocumento6 pagineWhole Numbers and Basic Operationsapi-389461198Nessuna valutazione finora
- Charge Induced On Two Styrofoam BallsDocumento15 pagineCharge Induced On Two Styrofoam Ballsmrvedant660Nessuna valutazione finora
- Incorporating Surface Roughness Into DEM Models of Crushable SoilsDocumento5 pagineIncorporating Surface Roughness Into DEM Models of Crushable SoilsLivaniel Viveros RoseroNessuna valutazione finora
- Paper 2 2001Documento20 paginePaper 2 2001DisturbedPotatoNessuna valutazione finora
- InggrissinkholeDocumento2 pagineInggrissinkholeRika Rika SilvianaNessuna valutazione finora
- La Teoria SintergiaDocumento17 pagineLa Teoria SintergiaCarlos CárdenasNessuna valutazione finora
- ANSYS Mechanical APDL Fluids Analysis Guide PDFDocumento46 pagineANSYS Mechanical APDL Fluids Analysis Guide PDFda_pinon100% (1)
- 2017 Specimen Markscheme 1Documento14 pagine2017 Specimen Markscheme 1Bassem Khalid YasseenNessuna valutazione finora
- Apendice B - Transport Phenomena - Bird 2edDocumento9 pagineApendice B - Transport Phenomena - Bird 2edarur007Nessuna valutazione finora
- 2 Manual de Proteccin Catdica Cathodic Protection HandbooDocumento59 pagine2 Manual de Proteccin Catdica Cathodic Protection Handboogoyote100% (1)
- Power Cable StandardsDocumento3 paginePower Cable StandardsJamie 'Bear' ReaderNessuna valutazione finora
- Adore Noir 028Documento110 pagineAdore Noir 028Alex Scribd-Bernardin100% (3)