Potrebbero piacerti anche
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Nursing Practice Skills: Adult Intensive Care Unit PatientsDocumento10 pagineNursing Practice Skills: Adult Intensive Care Unit PatientsMona Doria67% (3)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- S934 - Instruction ManualDocumento36 pagineS934 - Instruction ManualTony MarascaNessuna valutazione finora
- Essentials of o Ste 00 DaveDocumento112 pagineEssentials of o Ste 00 DaveGeki Iovan100% (1)
- Street Design Manual NYCDocumento312 pagineStreet Design Manual NYCgonleoNessuna valutazione finora
- 2004 - Quality of Life in Romania I MargineanDocumento206 pagine2004 - Quality of Life in Romania I Margineandale_titiNessuna valutazione finora
- Unit 21Documento22 pagineUnit 21Yuni IndahNessuna valutazione finora
- CEPF640/CEBF640 CEFF640: N-Channel Enhancement Mode Field Effect Transistor FeaturesDocumento4 pagineCEPF640/CEBF640 CEFF640: N-Channel Enhancement Mode Field Effect Transistor FeaturesAngel FaneitezNessuna valutazione finora
- KIN-CN-STU-NW-0001 Puerto Real Towing Study of Kincardine 04Documento44 pagineKIN-CN-STU-NW-0001 Puerto Real Towing Study of Kincardine 04RUBEN BARTOLOME GARCIA100% (1)
- Philippine Airlines Reservation New Timings Dep - 230314 - 193643Documento7 paginePhilippine Airlines Reservation New Timings Dep - 230314 - 193643sophia buiserNessuna valutazione finora
- Thermal Analysis of Polymers - 2008 - Menczel - FrontmatterDocumento8 pagineThermal Analysis of Polymers - 2008 - Menczel - FrontmatterBABLI GUPTANessuna valutazione finora
- Us 5596162Documento9 pagineUs 5596162Stanley PinesNessuna valutazione finora
- Unit II Construction PracticesDocumento61 pagineUnit II Construction PracticesiploguNessuna valutazione finora
- Approved Reading List Editions 2019ff As of 01 19 2023 2Documento9 pagineApproved Reading List Editions 2019ff As of 01 19 2023 2nikolNessuna valutazione finora
- B-701 Boysen Permacoat Flat Latex2Documento7 pagineB-701 Boysen Permacoat Flat Latex2ircvpandoNessuna valutazione finora
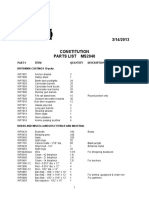
- MS2040 Constitution Parts ListDocumento6 pagineMS2040 Constitution Parts ListTemptationNessuna valutazione finora
- Antenatally Diagnosed Kidney AnomaliesDocumento17 pagineAntenatally Diagnosed Kidney AnomalieslauraNessuna valutazione finora
- Angle of Elevation and Depression For Video LessonDocumento35 pagineAngle of Elevation and Depression For Video LessonAlma Delos ReyesNessuna valutazione finora
- Power and Propulsion PDFDocumento13 paginePower and Propulsion PDFahmedalgaloNessuna valutazione finora
- People at Virology: Dmitri Iosifovich Ivanovsky - Founders of VirologyDocumento2 paginePeople at Virology: Dmitri Iosifovich Ivanovsky - Founders of VirologyFae BladeNessuna valutazione finora
- Tugas Topic 4 Devi PermatasariDocumento8 pagineTugas Topic 4 Devi PermatasariMartinaNessuna valutazione finora
- Assay - Alumina and Magnesia Oral SuspensionDocumento3 pagineAssay - Alumina and Magnesia Oral SuspensionmaimaiNessuna valutazione finora
- SUNANDA Hack Aid Plast SPL PDFDocumento2 pagineSUNANDA Hack Aid Plast SPL PDFSheezan KhanNessuna valutazione finora
- 9trffi&hpr.! Ni-: Use E EDocumento2 pagine9trffi&hpr.! Ni-: Use E ERafi ZulfiNessuna valutazione finora
- SCSM 2022 Runners Information GuideDocumento36 pagineSCSM 2022 Runners Information GuideDollar SurvivorNessuna valutazione finora
- VisakhapatnamDocumento27 pagineVisakhapatnamCherukupalli Gopala KrishnaNessuna valutazione finora
- Taiwan API Manufacturer ListDocumento4 pagineTaiwan API Manufacturer Listkalyani dynamicsNessuna valutazione finora
- 18.1 Outline The Mechanisms Which: Chemotherapy Target Dividing CellsDocumento8 pagine18.1 Outline The Mechanisms Which: Chemotherapy Target Dividing CellsSenthereng MoaisiNessuna valutazione finora
- Las Mapeh 9 q2 w6 HealthDocumento8 pagineLas Mapeh 9 q2 w6 HealthJemalyn Hibaya Lasaca100% (1)
- Carpentry 7&8 Quarter 4-Module 1.2Documento8 pagineCarpentry 7&8 Quarter 4-Module 1.2Mark Laurence EchaluceNessuna valutazione finora
- Accesorios Del Lamborghini VenenoDocumento31 pagineAccesorios Del Lamborghini VenenoVicente Gil PalopNessuna valutazione finora