Potrebbero piacerti anche
- Performance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallDa EverandPerformance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallValutazione: 4 su 5 stelle4/5 (8)
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreDa EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreValutazione: 4.5 su 5 stelle4.5/5 (11)
- Weld Like a Pro: Beginning to Advanced TechniquesDa EverandWeld Like a Pro: Beginning to Advanced TechniquesValutazione: 4.5 su 5 stelle4.5/5 (6)
- Bolt EqualentsDocumento1 paginaBolt EqualentsvkturkiNessuna valutazione finora
- Mechanical Face Seals enDocumento20 pagineMechanical Face Seals endafy1986Nessuna valutazione finora
- While We Sleep - A Story of Government Without Law by Alan R. AdaschikDocumento165 pagineWhile We Sleep - A Story of Government Without Law by Alan R. Adaschikwbradleyjr18739100% (2)
- Design of Flanges - Loose Type 2010Documento53 pagineDesign of Flanges - Loose Type 2010bakellyNessuna valutazione finora
- Stamping Design GuidelineDocumento13 pagineStamping Design GuidelineVikram Borkhediya100% (1)
- Rapid Sheet Metal Design GuideDocumento17 pagineRapid Sheet Metal Design GuideNageswar ReddyNessuna valutazione finora
- Ks Si 0010 en WebDocumento0 pagineKs Si 0010 en WebMoaed KanbarNessuna valutazione finora
- SKF Ball Bearing DimensionsDocumento44 pagineSKF Ball Bearing Dimensionsmobax1Nessuna valutazione finora
- Dies Inserts Catalog Low ResolutionDocumento48 pagineDies Inserts Catalog Low ResolutionAlvin Garcia Palanca100% (1)
- Bell Desk-2Documento96 pagineBell Desk-2Arrow PrasadNessuna valutazione finora
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Da EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Nessuna valutazione finora
- Journal Bearings Practice PDFDocumento20 pagineJournal Bearings Practice PDFPrabhath KumaraNessuna valutazione finora
- Bolting Information Pertaining To ASTM A193Documento25 pagineBolting Information Pertaining To ASTM A193dirtylsu100% (2)
- Steering Gear TestingDocumento9 pagineSteering Gear TestingArun GK100% (1)
- Trident Rotary Drill BitsDocumento6 pagineTrident Rotary Drill BitsLGT LLCNessuna valutazione finora
- Heat ExchangersDocumento25 pagineHeat ExchangersMohammed Kabiruddin100% (7)
- Ortlinghaus PlatesDocumento19 pagineOrtlinghaus PlatesErsin KamburoğluNessuna valutazione finora
- Metal Forming TechnologyDocumento42 pagineMetal Forming TechnologydedybarokahNessuna valutazione finora
- Process Control in SpinningDocumento31 pagineProcess Control in Spinningapi-2649455553% (15)
- Velocloud OverviewDocumento29 pagineVelocloud OverviewFebri RawlinsNessuna valutazione finora
- Oil and Wildlife Conservation in UgandaDocumento40 pagineOil and Wildlife Conservation in UgandaAfrican Centre for Media ExcellenceNessuna valutazione finora
- MECH HIGH SPEED MACHINING HSM Report PDFDocumento16 pagineMECH HIGH SPEED MACHINING HSM Report PDFGRACY75% (4)
- Gk23a Umb Manual eDocumento16 pagineGk23a Umb Manual ejultur4oNessuna valutazione finora
- The Most Economical Solution For Drilling!: Indexable DrillDocumento20 pagineThe Most Economical Solution For Drilling!: Indexable DrillapulavartyNessuna valutazione finora
- Brosura FrankenDocumento28 pagineBrosura FrankenTraian-Vasile MaximNessuna valutazione finora
- A Report On: Abrasive Jet Machining: BY:-Akshay Gupta 10BME0345 G1 SlotDocumento11 pagineA Report On: Abrasive Jet Machining: BY:-Akshay Gupta 10BME0345 G1 SlotAkshay GuptaNessuna valutazione finora
- Tooling For Composites and Aerospace Materials: Guhring Coating and Reconditioning Services The Tool CompanyDocumento4 pagineTooling For Composites and Aerospace Materials: Guhring Coating and Reconditioning Services The Tool Companyjavier_mor69Nessuna valutazione finora
- ECDocumento44 pagineECAnonymous D5QForitcNessuna valutazione finora
- Alberg Cutting Tool 2002 PDFDocumento28 pagineAlberg Cutting Tool 2002 PDFApichat1967Nessuna valutazione finora
- GB TP0500 LRDocumento20 pagineGB TP0500 LRGristarNessuna valutazione finora
- Cycolac Process GuideDocumento25 pagineCycolac Process GuideTorcuato Gonzalez100% (1)
- N XD 3 2 1 XD XD XD: TurningDocumento3 pagineN XD 3 2 1 XD XD XD: TurningAlejandro Alvarez AlvaradoNessuna valutazione finora
- Beam Design Summary: Material and Design DataDocumento2 pagineBeam Design Summary: Material and Design DatamalsrinivasanNessuna valutazione finora
- 25 Rebar CouplerDocumento4 pagine25 Rebar CouplerNivedhan GandhiNessuna valutazione finora
- Hilti Hit Hy 150 Max Con Barra CorrugadaDocumento20 pagineHilti Hit Hy 150 Max Con Barra Corrugadalandsv01Nessuna valutazione finora
- Me440 - hw2Documento6 pagineMe440 - hw2Enis DönmezNessuna valutazione finora
- Clip LockDocumento16 pagineClip LockctaciutNessuna valutazione finora
- Indian Railways Presented by Y.K.Jha Sse/Nc/AiiwDocumento9 pagineIndian Railways Presented by Y.K.Jha Sse/Nc/Aiiwdhanalakshmi k sNessuna valutazione finora
- Indian Railways Presented by Y.K.Jha Sse/Nc/AiiwDocumento9 pagineIndian Railways Presented by Y.K.Jha Sse/Nc/Aiiwdhanalakshmi k sNessuna valutazione finora
- Pro Dec PlateDocumento9 paginePro Dec PlateAbe VoigNessuna valutazione finora
- Hilti - Hit Hy 150 Max Cu Hit TZ - 1Documento12 pagineHilti - Hit Hy 150 Max Cu Hit TZ - 1Mihnea-Bogdan NicolaescuNessuna valutazione finora
- 3M Metalworking Catalog - 61-5002-8280-3Documento120 pagine3M Metalworking Catalog - 61-5002-8280-3jplondonNessuna valutazione finora
- FL6003 PDFDocumento4 pagineFL6003 PDFMauricio Barrios CastellanosNessuna valutazione finora
- Power Stream Couplings-Specn SheetsDocumento6 paginePower Stream Couplings-Specn SheetsAmol PatkiNessuna valutazione finora
- IADC Dull Bit GradingDocumento9 pagineIADC Dull Bit Gradingzerocool2kNessuna valutazione finora
- Sae Spec For Steel Shot & GritDocumento3 pagineSae Spec For Steel Shot & Gritsanoopvk100% (1)
- Hilti HIT HY 150 MAX With RebarDocumento14 pagineHilti HIT HY 150 MAX With RebarNelly BuquironNessuna valutazione finora
- Project Outline Gasket Cutter: General Objective Specific ObjectiveDocumento21 pagineProject Outline Gasket Cutter: General Objective Specific ObjectiveNahom FolaNessuna valutazione finora
- Slides - Design Guideline For HDI (MULTEK)Documento11 pagineSlides - Design Guideline For HDI (MULTEK)great602Nessuna valutazione finora
- Getting The Most From Your Cutting Punches - Part II - The FabricatorDocumento6 pagineGetting The Most From Your Cutting Punches - Part II - The FabricatorSIMONENessuna valutazione finora
- Gosa Adrian Vasile TCM 141Documento6 pagineGosa Adrian Vasile TCM 141Purdea BogdanNessuna valutazione finora
- Onsrud Catalog - Milling and Drilling ToolsDocumento40 pagineOnsrud Catalog - Milling and Drilling ToolsDaniel AustinNessuna valutazione finora
- Design of Liner Puller PresentationDocumento29 pagineDesign of Liner Puller PresentationKirubel MogesNessuna valutazione finora
- Industrial Training Report Diesel Locomotive Works Varanasi: Mechanical Engineering DepartmentDocumento19 pagineIndustrial Training Report Diesel Locomotive Works Varanasi: Mechanical Engineering DepartmentVeer PatelNessuna valutazione finora
- Gears Cutting and GrindingDocumento8 pagineGears Cutting and GrindingАлександар ВујаковићNessuna valutazione finora
- 2012 LFDDocumento943 pagine2012 LFDsergioNessuna valutazione finora
- SunstarDocumento189 pagineSunstarSarvesh Chandra SaxenaNessuna valutazione finora
- Seismic Design & Installation Guide: Suspended Ceiling SystemDocumento28 pagineSeismic Design & Installation Guide: Suspended Ceiling SystemhersonNessuna valutazione finora
- Eps Atc 0017 PDFDocumento3 pagineEps Atc 0017 PDFSdreamworksNessuna valutazione finora
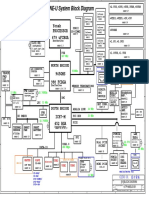
- Clevo M620ne-UDocumento34 pagineClevo M620ne-UHh woo't hoofNessuna valutazione finora
- YcivDocumento68 pagineYcivBelhassen Saddadi100% (2)
- Mandat 040310062548 21Documento379 pagineMandat 040310062548 21Sujeet BiradarNessuna valutazione finora
- Design Procedure For Journal BearingsDocumento4 pagineDesign Procedure For Journal BearingsSwaminathan100% (1)
- Suzuki B-King Indicator Mod CompleteDocumento9 pagineSuzuki B-King Indicator Mod Completehookuspookus1Nessuna valutazione finora
- Wrights Mushroom ColumnDocumento33 pagineWrights Mushroom ColumnKeithy GandhiNessuna valutazione finora
- Technical Data For Elevator Buckets - Bucket ElevatorDocumento1 paginaTechnical Data For Elevator Buckets - Bucket ElevatorFitra VertikalNessuna valutazione finora
- LM6 AluminiumDocumento4 pagineLM6 AluminiumRajaSekarsajjaNessuna valutazione finora
- Ilovepdf Merged MergedDocumento209 pagineIlovepdf Merged MergedDeepak AgrawalNessuna valutazione finora
- Wireshark Protocol Help Product PreviewDocumento6 pagineWireshark Protocol Help Product Previewsunil1978Nessuna valutazione finora
- Cinegy User ManualDocumento253 pagineCinegy User ManualNizamuddin KaziNessuna valutazione finora
- 1.5SMC Series-1864824 PDFDocumento8 pagine1.5SMC Series-1864824 PDFRizwan RanaNessuna valutazione finora
- Viewnet Diy PricelistDocumento2 pagineViewnet Diy PricelistKhay SaadNessuna valutazione finora
- Activation and Deactivation of CatalystsDocumento16 pagineActivation and Deactivation of Catalystsshan0214Nessuna valutazione finora
- Experiment SCDocumento5 pagineExperiment SCnitinmgNessuna valutazione finora
- PSP Error CodesDocumento5 paginePSP Error CodesAd AzNessuna valutazione finora
- F4 Search Help To Select More Than One Column ValueDocumento4 pagineF4 Search Help To Select More Than One Column ValueRicky DasNessuna valutazione finora
- Reading Material CH 14 Other Artificial Lift MethodsDocumento18 pagineReading Material CH 14 Other Artificial Lift MethodsSagar DadhichNessuna valutazione finora
- Compressed Air Treatment EquipmentDocumento12 pagineCompressed Air Treatment EquipmentSAUL OSPINONessuna valutazione finora