Potrebbero piacerti anche
- Critical Review of Concrete Scaling CausesDocumento41 pagineCritical Review of Concrete Scaling CausessatpalNessuna valutazione finora
- Increasing the Durability of Paint and Varnish Coatings in Building Products and ConstructionDa EverandIncreasing the Durability of Paint and Varnish Coatings in Building Products and ConstructionNessuna valutazione finora
- Paint Technology Diploma Course AssignmentDocumento11 paginePaint Technology Diploma Course AssignmentAnonymous UdYX3bNessuna valutazione finora
- Failure Analysis of Paints and CoatingDocumento8 pagineFailure Analysis of Paints and CoatingdhruviNessuna valutazione finora
- Fundamentals of Waterborne Resin TechnologyDocumento4 pagineFundamentals of Waterborne Resin TechnologyvaducNessuna valutazione finora
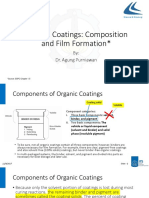
- Material & Metalurgy: Organic Coatings Composition and Film FormationDocumento24 pagineMaterial & Metalurgy: Organic Coatings Composition and Film Formationkevin100% (1)
- Carboline Techy GuideDocumento31 pagineCarboline Techy GuideAnnmNessuna valutazione finora
- Metal Carboxylates For Coatings - Driers / Siccatives: Carboxylate Acid TypesDocumento10 pagineMetal Carboxylates For Coatings - Driers / Siccatives: Carboxylate Acid TypesRICHARD ODINDONessuna valutazione finora
- Jotun DeveloperDocumento7 pagineJotun DeveloperAlex Kuvoric100% (1)
- Barriers of Protections BrochureDocumento8 pagineBarriers of Protections BrochureJaime Rousseau TNessuna valutazione finora
- New Wet Grinding Process Improves Calcium Carbonate PerformanceDocumento6 pagineNew Wet Grinding Process Improves Calcium Carbonate Performancekensley oliveira100% (1)
- Paint ReportDocumento31 paginePaint ReportMark Vincent Esmeralda MamigoNessuna valutazione finora
- What Is Paint? Composition of Paint Binder Pigment Extenders Solvents Application of PaintDocumento13 pagineWhat Is Paint? Composition of Paint Binder Pigment Extenders Solvents Application of PaintmhnmndrkNessuna valutazione finora
- Formula 150 Primer (MILDTL-24441)Documento4 pagineFormula 150 Primer (MILDTL-24441)Trịnh Minh KhoaNessuna valutazione finora
- January - 2021 - FinalDocumento13 pagineJanuary - 2021 - FinalMohammed FasilNessuna valutazione finora
- BCT Assignment 2Documento26 pagineBCT Assignment 2Sanskriti SrivastavaNessuna valutazione finora
- Cement, Concrete & Mortar: Product Characteristics Brand NameDocumento2 pagineCement, Concrete & Mortar: Product Characteristics Brand NameAliaksandr PrybauNessuna valutazione finora
- Product Presentation: Technical Service Department Pacific Paint (BOYSEN) Philippines, IncDocumento62 pagineProduct Presentation: Technical Service Department Pacific Paint (BOYSEN) Philippines, Incmark manalangNessuna valutazione finora
- Profit in The Paint Shop Series (1 of 4) - Anticipate The BlendDocumento5 pagineProfit in The Paint Shop Series (1 of 4) - Anticipate The BlendTillPaintNessuna valutazione finora
- Aminecuringofepoxyresins PCI June06Documento7 pagineAminecuringofepoxyresins PCI June06Uber Notty100% (1)
- Advantages of Dual Cure Technology in Automotive Interior FinishesDocumento24 pagineAdvantages of Dual Cure Technology in Automotive Interior FinishesCristian GaborNessuna valutazione finora
- Reaction Paper - Davies PaintsDocumento1 paginaReaction Paper - Davies PaintsIan DalisayNessuna valutazione finora
- Effect PigmentsDocumento10 pagineEffect PigmentsGwen WalkerNessuna valutazione finora
- Steel Surface Defects Diagnosis and CureDocumento19 pagineSteel Surface Defects Diagnosis and Cureahmerkhateeb100% (1)
- Studies On Thermosetting Resins - DR Akinsiku PDFDocumento12 pagineStudies On Thermosetting Resins - DR Akinsiku PDFGlory Usoro100% (1)
- Explaining Product Data Sheet InformationDocumento0 pagineExplaining Product Data Sheet InformationeraswastaNessuna valutazione finora
- Huber's Alumina Trihydrate (ATH) A Versatile Pigment For Coatings, Inks, Adhesives, Caulks and Sealants ApplicationsDocumento5 pagineHuber's Alumina Trihydrate (ATH) A Versatile Pigment For Coatings, Inks, Adhesives, Caulks and Sealants ApplicationsdewanibipinNessuna valutazione finora
- 4th Year-PaintsDocumento60 pagine4th Year-PaintsMd Mehrab Alam Shayikh100% (1)
- Water Repellent Cement Paint ProjectDocumento9 pagineWater Repellent Cement Paint ProjectSwaroop MnNessuna valutazione finora
- Paint: Paint Is Any Liquid, Liquifiable, or Mastic Composition Which AfterDocumento8 paginePaint: Paint Is Any Liquid, Liquifiable, or Mastic Composition Which Aftersanthoshmarch9920Nessuna valutazione finora
- Intergard 343 - Marine CoatingsDocumento9 pagineIntergard 343 - Marine CoatingsSerggie TabanaoNessuna valutazione finora
- Material & Metalurgy: Organic Coatings Composition and Film FormationDocumento24 pagineMaterial & Metalurgy: Organic Coatings Composition and Film FormationYulia Puspa Dewi100% (1)
- D4209Documento2 pagineD4209uocmogiandi_aNessuna valutazione finora
- 15.1.1h PaintDocumento31 pagine15.1.1h PaintvickyNessuna valutazione finora
- 5 Chemical ResistanceDocumento8 pagine5 Chemical ResistanceMohamed NouzerNessuna valutazione finora
- Waterborne Technology: Its Greatest Limitation Is Your ImaginationDocumento13 pagineWaterborne Technology: Its Greatest Limitation Is Your Imaginationpakde jongko50% (2)
- DIF-The Importance of Particel Sizing To The Coating IndustryDocumento12 pagineDIF-The Importance of Particel Sizing To The Coating IndustrykarameltobshyNessuna valutazione finora
- Talc For Wall Paint - WallpaintDocumento9 pagineTalc For Wall Paint - Wallpaintboyo17meiNessuna valutazione finora
- Epoxy Coating Comparison Chart - Sherwin-Williams Protective & Marine CoatingsDocumento6 pagineEpoxy Coating Comparison Chart - Sherwin-Williams Protective & Marine Coatingsmuhammadzulkifli100% (1)
- Duroftal VPE 7186 Coil - e PDFDocumento24 pagineDuroftal VPE 7186 Coil - e PDFPratik MehtaNessuna valutazione finora
- EXPANDIT 10 Mortar Comparison TestDocumento1 paginaEXPANDIT 10 Mortar Comparison TestLaura GarcíaNessuna valutazione finora
- JOTUN Paints: .Welcome You To Jotun Paint SchoolDocumento6 pagineJOTUN Paints: .Welcome You To Jotun Paint SchoolsaviraenricoNessuna valutazione finora
- Pull-Off Adhesion Testing ExplainedDocumento5 paginePull-Off Adhesion Testing Explainedzavisa2Nessuna valutazione finora
- Paints & Coatings Guide: Constituents, Types & ManufacturingDocumento5 paginePaints & Coatings Guide: Constituents, Types & ManufacturingSheena GagarinNessuna valutazione finora
- Raghucarbolinepresentations22122011 PDFDocumento101 pagineRaghucarbolinepresentations22122011 PDFTanmay GorNessuna valutazione finora
- Steelguard: The Superior Cellulosic Fire Protection SolutionDocumento8 pagineSteelguard: The Superior Cellulosic Fire Protection Solutionengindmec100% (1)
- Weight Per Litre: Paint of Cup of WT - Paint With Cup of WT Liter Per WeightDocumento17 pagineWeight Per Litre: Paint of Cup of WT - Paint With Cup of WT Liter Per WeightStudent Chinmay Ashwin KhatriNessuna valutazione finora
- Chemtech GM Clear - English (Uk) - Issued.06.12.2007Documento3 pagineChemtech GM Clear - English (Uk) - Issued.06.12.2007Mohamed Farag50% (2)
- 730AL 221 Allnex Crosslinkers Amino SpreadsDocumento13 pagine730AL 221 Allnex Crosslinkers Amino SpreadssidneidecarvalhoNessuna valutazione finora
- Glossary of Paint Defect TermsDocumento7 pagineGlossary of Paint Defect Terms4romi89Nessuna valutazione finora
- Jotun Topcoats Superior Finish BrochureDocumento16 pagineJotun Topcoats Superior Finish Brochurericky kurniawanNessuna valutazione finora
- 0671 DULUX PaintingDocumento32 pagine0671 DULUX PaintingSyed SyafiqNessuna valutazione finora
- Guide For High Performance CoatingsDocumento34 pagineGuide For High Performance Coatingsro snNessuna valutazione finora
- Rheological Characterization of Paints and Coatings - 2Documento2 pagineRheological Characterization of Paints and Coatings - 2German Gilli100% (1)
- 521 Mio Coatings-What Are TheyDocumento3 pagine521 Mio Coatings-What Are TheypardissNessuna valutazione finora
- UC-1226 UCAR Waterborne Vinyl Resin Dispersion AW-875 For Inks Coatings and Adhesives PDFDocumento24 pagineUC-1226 UCAR Waterborne Vinyl Resin Dispersion AW-875 For Inks Coatings and Adhesives PDFchayanunNessuna valutazione finora
- Ydf-170,175 TDS 4Documento2 pagineYdf-170,175 TDS 4uzzy2Nessuna valutazione finora
- Concrete Moisture Testing Guide 1-15Documento2 pagineConcrete Moisture Testing Guide 1-15soutrick BaruiNessuna valutazione finora
- Understanding Paint SystemDocumento37 pagineUnderstanding Paint SystemMayank KumarNessuna valutazione finora
- Southwest Type 5Gp™: Simplified Yield Chart - InjectedDocumento2 pagineSouthwest Type 5Gp™: Simplified Yield Chart - InjectedTanmay GorNessuna valutazione finora
- Southwest Type 5GP Technical Specification GuideDocumento2 pagineSouthwest Type 5GP Technical Specification GuideTanmay GorNessuna valutazione finora
- 100919-SW-C Application Manual - Field (December 2020)Documento40 pagine100919-SW-C Application Manual - Field (December 2020)Tanmay GorNessuna valutazione finora
- SW Estimating ManualDocumento141 pagineSW Estimating ManualTanmay GorNessuna valutazione finora
- INT SFRM A Spray TechniquesDocumento4 pagineINT SFRM A Spray TechniquesTanmay GorNessuna valutazione finora
- Hempafire Optima 500 120-Minute Fire Protection CoatingDocumento3 pagineHempafire Optima 500 120-Minute Fire Protection CoatingTanmay GorNessuna valutazione finora
- ICC Updates Require Higher Bond Strength FireproofingDocumento2 pagineICC Updates Require Higher Bond Strength FireproofingTanmay GorNessuna valutazione finora
- AD Type TC-55 SealerDocumento2 pagineAD Type TC-55 SealerTanmay GorNessuna valutazione finora
- INT SFRM A Spray TechniquesDocumento4 pagineINT SFRM A Spray TechniquesTanmay GorNessuna valutazione finora
- Hempafire Optima 500 Test Certficate BS 476Documento97 pagineHempafire Optima 500 Test Certficate BS 476Tanmay GorNessuna valutazione finora
- Hempafire Optima 500 Test Certficate BS 476Documento97 pagineHempafire Optima 500 Test Certficate BS 476Tanmay GorNessuna valutazione finora
- AD Type TC-55 SealerDocumento2 pagineAD Type TC-55 SealerTanmay GorNessuna valutazione finora
- Steemaster 1200 CF5276 Jotun - 413464Documento50 pagineSteemaster 1200 CF5276 Jotun - 413464Tanmay GorNessuna valutazione finora
- PDS Hempafire Optima 500Documento3 paginePDS Hempafire Optima 500Tanmay GorNessuna valutazione finora
- Porosil XR PDSDocumento3 paginePorosil XR PDSTanmay GorNessuna valutazione finora
- ENGINEERS CONTRACTORS & TRADERS SECURE FIREPROOFING ORDERDocumento5 pagineENGINEERS CONTRACTORS & TRADERS SECURE FIREPROOFING ORDERTanmay GorNessuna valutazione finora
- Alsiflex®-1260 Blankets - Technical Data Sheet - English PDFDocumento2 pagineAlsiflex®-1260 Blankets - Technical Data Sheet - English PDFTanmay GorNessuna valutazione finora
- OSHA Exposure To Respirable Crystalline Silica Technical Bulletin 080717Documento2 pagineOSHA Exposure To Respirable Crystalline Silica Technical Bulletin 080717Tanmay GorNessuna valutazione finora
- Alsiflex®-1260 Blankets - Technical Data Sheet - English PDFDocumento2 pagineAlsiflex®-1260 Blankets - Technical Data Sheet - English PDFTanmay GorNessuna valutazione finora
- Brochure - Saita Screens & Filters PDFDocumento1 paginaBrochure - Saita Screens & Filters PDFTanmay GorNessuna valutazione finora
- Surface Preparation and Coating Failures PDFDocumento39 pagineSurface Preparation and Coating Failures PDFTanmay GorNessuna valutazione finora
- Steemaster 1200 CF5276 Jotun - 413464Documento50 pagineSteemaster 1200 CF5276 Jotun - 413464Tanmay GorNessuna valutazione finora
- Pyrolite 15 Technical Specification Guide PDFDocumento3 paginePyrolite 15 Technical Specification Guide PDFTanmay Gor100% (1)
- Pyrolite 15 Technical Specification Guide PDFDocumento3 paginePyrolite 15 Technical Specification Guide PDFTanmay Gor100% (1)
- Product Flier - HICOTE ETDocumento1 paginaProduct Flier - HICOTE ETTanmay GorNessuna valutazione finora
- Product Flier - HICOTE SPDocumento1 paginaProduct Flier - HICOTE SPTanmay GorNessuna valutazione finora
- Non-Reactive Fire Protective Coating: PROMASPRAY®-P300 Product Data SheetDocumento3 pagineNon-Reactive Fire Protective Coating: PROMASPRAY®-P300 Product Data SheetTanmay GorNessuna valutazione finora
- Arrival Air Side: Refer Separate Roof Detail Refer Separate Roof DetailDocumento1 paginaArrival Air Side: Refer Separate Roof Detail Refer Separate Roof DetailTanmay GorNessuna valutazione finora
- Cafco 300 UL N800 - BeamDocumento3 pagineCafco 300 UL N800 - BeamTanmay GorNessuna valutazione finora
- 04 Roof Section - ArrivalDocumento1 pagina04 Roof Section - ArrivalTanmay GorNessuna valutazione finora