Potrebbero piacerti anche
- Solutions Manual to accompany Engineering Materials ScienceDa EverandSolutions Manual to accompany Engineering Materials ScienceValutazione: 4 su 5 stelle4/5 (1)
- Project 2 Analysis of Florida WaterDocumento8 pagineProject 2 Analysis of Florida WaterBeau Beauchamp100% (1)
- A Guide to Ship Repair Estimates in Man-hoursDa EverandA Guide to Ship Repair Estimates in Man-hoursValutazione: 4.5 su 5 stelle4.5/5 (5)
- Weather Prediction Using Machine Learning TechniquessDocumento53 pagineWeather Prediction Using Machine Learning Techniquessbakiz89Nessuna valutazione finora
- Leonard Nadler' ModelDocumento3 pagineLeonard Nadler' ModelPiet Gabz67% (3)
- Rate AnalysisDocumento75 pagineRate AnalysisRamesh100% (5)
- Case ReichardDocumento23 pagineCase ReichardDesiSelviaNessuna valutazione finora
- Sugar Plant Design CalculationDocumento78 pagineSugar Plant Design Calculationtsrinivasan508386% (22)
- Full Download Bontragers Textbook of Radiographic Positioning and Related Anatomy 9th Edition Lampignano Test BankDocumento36 pagineFull Download Bontragers Textbook of Radiographic Positioning and Related Anatomy 9th Edition Lampignano Test Bankjohn5kwillis100% (22)
- The Economics of Hardfacing: Home PageDocumento10 pagineThe Economics of Hardfacing: Home PageJR ZookNessuna valutazione finora
- Cost Estimation - MachiningDocumento12 pagineCost Estimation - MachiningAbu Zahid100% (2)
- Elementary Economics AnalysisDocumento6 pagineElementary Economics AnalysisSrinivas ChaithanyaNessuna valutazione finora
- Data Rates-CD Works-Part 2Documento21 pagineData Rates-CD Works-Part 2vpmohammedNessuna valutazione finora
- UNIT V PRESENT ECONOMY EditedDocumento14 pagineUNIT V PRESENT ECONOMY EditedDarvid Wycoco IINessuna valutazione finora
- A) Process Description and Potential MaterialsDocumento10 pagineA) Process Description and Potential MaterialsSaddy DipoNessuna valutazione finora
- Rate AnalysisDocumento125 pagineRate Analysiskvm2020100% (1)
- Cost Analysis and Cost Reduction of ForgingsDocumento16 pagineCost Analysis and Cost Reduction of ForgingsHans wilsonNessuna valutazione finora
- Es I 2017 Cost EventDocumento8 pagineEs I 2017 Cost EventvaibhavNessuna valutazione finora
- Ecc AssignmentDocumento7 pagineEcc AssignmentBgmi TacticianNessuna valutazione finora
- S13 Additional Works CostDocumento11 pagineS13 Additional Works CostTuntun TatNessuna valutazione finora
- Weld Cost CalculationDocumento30 pagineWeld Cost CalculationDenial BasanovicNessuna valutazione finora
- Chromium Plating On Abs PlasticDocumento11 pagineChromium Plating On Abs PlasticMohammed Shafi AhmedNessuna valutazione finora
- L9. Economics of Metal Cutting1Documento40 pagineL9. Economics of Metal Cutting1Fasil Getachew100% (1)
- Total Drilling CostDocumento23 pagineTotal Drilling CostDavid SantoNessuna valutazione finora
- Hacksaw BladeDocumento12 pagineHacksaw BladeShankar GNessuna valutazione finora
- Casting Technology: DC School Text BookDocumento22 pagineCasting Technology: DC School Text BookTrang Anh ToànNessuna valutazione finora
- Engineering EconomyDocumento4 pagineEngineering EconomyShaw LynNessuna valutazione finora
- Practice Problems Eco 2017Documento144 paginePractice Problems Eco 2017Easy Write50% (2)
- Reprocessing of Aluminum Chips by Hot Backward Extrusion Seminar Report 2016Documento15 pagineReprocessing of Aluminum Chips by Hot Backward Extrusion Seminar Report 2016HARI KRISHNAN GNessuna valutazione finora
- Data Rates Gate Works 6Documento21 pagineData Rates Gate Works 6vpmohammedNessuna valutazione finora
- TDC (Compatibility Mode)Documento23 pagineTDC (Compatibility Mode)gianmarcoNessuna valutazione finora
- Data Rates-CD Works Part 1Documento20 pagineData Rates-CD Works Part 1vpmohammedNessuna valutazione finora
- Reichard Maschinen, GMBHDocumento23 pagineReichard Maschinen, GMBHSasisomWilaiwanNessuna valutazione finora
- MC FCD500Documento6 pagineMC FCD500Ashok KhannaNessuna valutazione finora
- PPCE May-June 2007Documento4 paginePPCE May-June 2007Mohan MKNessuna valutazione finora
- Tutorial 1 EME 3056 Industrial ManagementDocumento4 pagineTutorial 1 EME 3056 Industrial ManagementSivanesh KumarNessuna valutazione finora
- Cement Grinding OPtimizationDocumento13 pagineCement Grinding OPtimizationTgemunuNessuna valutazione finora
- Written Analysis of The Case - CMIDocumento4 pagineWritten Analysis of The Case - CMIritam chakrabortyNessuna valutazione finora
- Final Year ProjectnewDocumento42 pagineFinal Year ProjectnewkowshikdhevNessuna valutazione finora
- Cost SequenceDocumento6 pagineCost SequenceCharanjeet SinghNessuna valutazione finora
- Total Drilling Cost: AC BHMT's Value PropositionDocumento23 pagineTotal Drilling Cost: AC BHMT's Value PropositionJannela yernaiduNessuna valutazione finora
- Chapter 2 Lesson 2Documento6 pagineChapter 2 Lesson 2JEAN KATHLEEN SORIANONessuna valutazione finora
- Weld Cost Calc XL1.3.2mmDocumento3 pagineWeld Cost Calc XL1.3.2mmAdrian DavidNessuna valutazione finora
- BUR Build Up RateDocumento66 pagineBUR Build Up RateIzzul HaqeemiNessuna valutazione finora
- Sugar Plant Design CalculationDocumento78 pagineSugar Plant Design CalculationBarlo Yñigo AlcantaraNessuna valutazione finora
- New Developments in Gear HobbingDocumento8 pagineNew Developments in Gear HobbingpongerkeNessuna valutazione finora
- Engineering Economy and AccountingDocumento143 pagineEngineering Economy and AccountingDan Mitchelle CanoNessuna valutazione finora
- 04 MillingDocumento21 pagine04 MillingMKPashaPasha100% (1)
- Guia de Espesor de Pared para Diferentes PlasticosDocumento9 pagineGuia de Espesor de Pared para Diferentes PlasticosSoopNessuna valutazione finora
- Adv - Design of Weldments Seme1 2004Documento4 pagineAdv - Design of Weldments Seme1 2004mukesh3021Nessuna valutazione finora
- NTN TR72 en P002Documento4 pagineNTN TR72 en P002murali036Nessuna valutazione finora
- Selection in Present Economy (Extra Problems)Documento4 pagineSelection in Present Economy (Extra Problems)Lawrence BelloNessuna valutazione finora
- Cost Comparision ChartDocumento3 pagineCost Comparision ChartKiran KumarNessuna valutazione finora
- Econ 6Documento7 pagineEcon 6ceejay RedondiezNessuna valutazione finora
- Project Profile ON Chromum Plating On Abs PlasticDocumento11 pagineProject Profile ON Chromum Plating On Abs PlasticrameshNessuna valutazione finora
- ME6005-PPCE Model Exam Q BankDocumento4 pagineME6005-PPCE Model Exam Q BankSoorya NarayananNessuna valutazione finora
- Quietly Boosting Your Productivity: Silent ToolsDocumento12 pagineQuietly Boosting Your Productivity: Silent ToolsJuan CarvajalNessuna valutazione finora
- Rotary Blast Hole DrillsDocumento4 pagineRotary Blast Hole DrillsRodolfoNessuna valutazione finora
- Southern Marine Engineering Desk Reference: Second Edition Volume IDa EverandSouthern Marine Engineering Desk Reference: Second Edition Volume INessuna valutazione finora
- Advances in Ceramic Armor XIDa EverandAdvances in Ceramic Armor XIJerry C. LaSalviaNessuna valutazione finora
- Energy Efficient Manufacturing: Theory and ApplicationsDa EverandEnergy Efficient Manufacturing: Theory and ApplicationsNessuna valutazione finora
- Time-Temperature Charge Function of A High Dynamic Thermal Heat Storage With Phase Change MaterialDocumento15 pagineTime-Temperature Charge Function of A High Dynamic Thermal Heat Storage With Phase Change Materialgassoumi walidNessuna valutazione finora
- Water Works RTADocumento15 pagineWater Works RTAalfaza3Nessuna valutazione finora
- Introduction To Cobit Framework - Week 3Documento75 pagineIntroduction To Cobit Framework - Week 3Teddy HaryadiNessuna valutazione finora
- TVL-SMAW 12 - Week 4 - Lesson 1 - Concept of Welding Codes and StandardsDocumento9 pagineTVL-SMAW 12 - Week 4 - Lesson 1 - Concept of Welding Codes and StandardsNelPalalonNessuna valutazione finora
- Math 10 Week 3-4Documento2 pagineMath 10 Week 3-4Rustom Torio QuilloyNessuna valutazione finora
- Hasan Bin Ekram: Career ObjectiveDocumento3 pagineHasan Bin Ekram: Career ObjectiveHasan SarikNessuna valutazione finora
- On The Margins - A Study of The Experiences of Transgender College StudentsDocumento14 pagineOn The Margins - A Study of The Experiences of Transgender College StudentsRory J. BlankNessuna valutazione finora
- Abbott 2021 ApJL 915 L5Documento24 pagineAbbott 2021 ApJL 915 L5Manju SanthakumariNessuna valutazione finora
- IJREAMV06I0969019Documento5 pagineIJREAMV06I0969019UNITED CADDNessuna valutazione finora
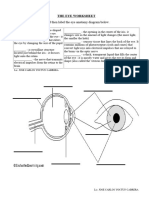
- The Eye WorksheetDocumento3 pagineThe Eye WorksheetCally ChewNessuna valutazione finora
- Benefits and Drawbacks of Thermal Pre-Hydrolysis For Operational Performance of Wastewater Treatment PlantsDocumento7 pagineBenefits and Drawbacks of Thermal Pre-Hydrolysis For Operational Performance of Wastewater Treatment PlantsmartafhNessuna valutazione finora
- 525 2383 2 PBDocumento5 pagine525 2383 2 PBiwang saudjiNessuna valutazione finora
- Install NoteDocumento1 paginaInstall NoteJose Ramon RozasNessuna valutazione finora
- The Origin, Nature, and Challenges of Area Studies in The United StatesDocumento22 pagineThe Origin, Nature, and Challenges of Area Studies in The United StatesannsaralondeNessuna valutazione finora
- Tablet Time - Student GuideDocumento5 pagineTablet Time - Student GuideAyesha BaigNessuna valutazione finora
- QFW Series SteamDocumento8 pagineQFW Series Steamnikon_fa50% (2)
- Important Instructions For Winter-2020 MCQ Based Online ExaminationDocumento1 paginaImportant Instructions For Winter-2020 MCQ Based Online Examinationdenoh32751Nessuna valutazione finora
- ActivityDocumento2 pagineActivityShaira May SalvadorNessuna valutazione finora
- Centric WhitepaperDocumento25 pagineCentric WhitepaperFadhil ArsadNessuna valutazione finora
- The Hot Aishwarya Rai Wedding and Her Life.20130105.040216Documento2 pagineThe Hot Aishwarya Rai Wedding and Her Life.20130105.040216anon_501746111100% (1)
- Part TOEFLDocumento7 paginePart TOEFLFrisca Rahma DwinantiNessuna valutazione finora
- Major Chnage at Tata TeaDocumento36 pagineMajor Chnage at Tata Teasheetaltandon100% (1)
- Limited Alembic: Employee Related DataDocumento4 pagineLimited Alembic: Employee Related DataTp EarningsNessuna valutazione finora
- Rizal Noli Me TangereDocumento35 pagineRizal Noli Me TangereKristine Cantilero100% (2)
- Mge - Ex11rt - Installation and User Manual PDFDocumento38 pagineMge - Ex11rt - Installation and User Manual PDFRafa TejedaNessuna valutazione finora
- Norm ANSI PDFDocumento1 paginaNorm ANSI PDFAbdul Quddus Mat IsaNessuna valutazione finora