Potrebbero piacerti anche
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Acer Computers Aspire 9300 Aspire 9300 Aspire 7000 Service Guide Ae6e07aDocumento143 pagineAcer Computers Aspire 9300 Aspire 9300 Aspire 7000 Service Guide Ae6e07acvotechnicalsNessuna valutazione finora
- TD Operation MaintenanceDocumento51 pagineTD Operation MaintenanceHassam Ahmad100% (1)
- 8bit Microprocessor Using VHDLDocumento16 pagine8bit Microprocessor Using VHDLTanu Newar0% (2)
- Sap BarcodesDocumento59 pagineSap BarcodesDarmin MemiševićNessuna valutazione finora
- HILTI Typical Plumbing ApplicationsDocumento140 pagineHILTI Typical Plumbing ApplicationskuraimundNessuna valutazione finora
- Pre Joining Formalities Campus Medical FormDocumento18 paginePre Joining Formalities Campus Medical Formrafii_babu1988Nessuna valutazione finora
- Power GenerationDocumento34 paginePower GenerationTaufiq AkbarNessuna valutazione finora
- Technology Architecture For NginX, postgreSQL, postgRESTDocumento5 pagineTechnology Architecture For NginX, postgreSQL, postgRESTkarelvdwalt9366Nessuna valutazione finora
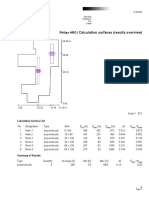
- Calculation Surfaces (Results Overview) : Philips HRODocumento4 pagineCalculation Surfaces (Results Overview) : Philips HROsanaNessuna valutazione finora
- Drilling Data Handbook 9th EditionDocumento4 pagineDrilling Data Handbook 9th Editiondedete50% (2)
- Fireplace ManualDocumento40 pagineFireplace Manualresistancebeta6Nessuna valutazione finora
- Session 2A JonkerDocumento15 pagineSession 2A JonkerD_D_ANessuna valutazione finora
- Tata MotorsDocumento9 pagineTata MotorsNaim Ahmed SisirNessuna valutazione finora
- ASH ReportDocumento3 pagineASH ReportChandra SekharNessuna valutazione finora
- CHAPTER 2 Eff Comm ModelsDocumento9 pagineCHAPTER 2 Eff Comm ModelsSubhash SoniNessuna valutazione finora
- Generic TWS600S Service ManualDocumento113 pagineGeneric TWS600S Service ManualWise So100% (2)
- Composition Code ExampleDocumento3 pagineComposition Code ExampleREBEL USMANNessuna valutazione finora
- Notes On Foam From SFPE HandbookDocumento10 pagineNotes On Foam From SFPE HandbookkdsessionsNessuna valutazione finora
- S2N Gyro Interface ManualDocumento20 pagineS2N Gyro Interface ManualAfrizal Setiawan100% (1)
- SB658Documento3 pagineSB658ricardo novoa saraviaNessuna valutazione finora
- Automatic Transmission: Models FA and FB With Allison AT542Documento22 pagineAutomatic Transmission: Models FA and FB With Allison AT542nguyenxuanvinhv3Nessuna valutazione finora
- Feedwater Heating SystemsDocumento82 pagineFeedwater Heating SystemsJitendra ChaudhariNessuna valutazione finora
- Toyota 5L Terminales de EcmDocumento9 pagineToyota 5L Terminales de EcmAlfred Nayb Cañoli Ildefonso0% (1)
- Pressure Sensors - Nautilus: For Control Circuits, Type XML-F PresentationDocumento11 paginePressure Sensors - Nautilus: For Control Circuits, Type XML-F PresentationxzxNessuna valutazione finora
- Chpt6 Taylor Made HONDocumento23 pagineChpt6 Taylor Made HONManju MudakaviNessuna valutazione finora
- Colorado Brand GuidelinesDocumento63 pagineColorado Brand GuidelineszpweeksNessuna valutazione finora
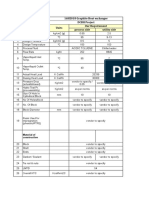
- 16HE018 Graphite Heat Exchanger DCBH Project Sr. No. Particulars Units Our Requirement Process Side Utility SideDocumento2 pagine16HE018 Graphite Heat Exchanger DCBH Project Sr. No. Particulars Units Our Requirement Process Side Utility SideBhaumik BhuvaNessuna valutazione finora
- Chapter 3 Hydro Thermal SchedulingDocumento65 pagineChapter 3 Hydro Thermal Schedulingbik_mesiloveNessuna valutazione finora
- Comparative Analysis of Wear Rate of Coated Hss Tool and Non-Coated Hss Tool by Using Cr-Zn-NiDocumento21 pagineComparative Analysis of Wear Rate of Coated Hss Tool and Non-Coated Hss Tool by Using Cr-Zn-Nithai avvaiNessuna valutazione finora
- BSBPMG531 - Assessment Task 3 v2Documento19 pagineBSBPMG531 - Assessment Task 3 v2Felipe ParadaNessuna valutazione finora