Potrebbero piacerti anche
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Why File A Ucc1Documento10 pagineWhy File A Ucc1kbarn389100% (4)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- LicencesDocumento5 pagineLicencesstopnaggingmeNessuna valutazione finora
- Alpha Sexual Power Vol 1Documento95 pagineAlpha Sexual Power Vol 1Joel Lopez100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- ATADU2002 DatasheetDocumento3 pagineATADU2002 DatasheethindNessuna valutazione finora
- Conveyor Control Using Programmable Logic ControllerDocumento7 pagineConveyor Control Using Programmable Logic ControllerWann RexroNessuna valutazione finora
- LG Sigma+EscalatorDocumento4 pagineLG Sigma+Escalator강민호Nessuna valutazione finora
- Electric Vehicles PresentationDocumento10 pagineElectric Vehicles PresentationVIBHU CHANDRANSH BHANOT100% (1)
- Stainless Steel BrochureDocumento2 pagineStainless Steel BrochureEvi KusumaningrumNessuna valutazione finora
- OB-60-Ch06-The Nature of Work MotivationDocumento22 pagineOB-60-Ch06-The Nature of Work MotivationEvi KusumaningrumNessuna valutazione finora
- OB 60 Ch02 Individual DifferencesDocumento25 pagineOB 60 Ch02 Individual DifferencesEvi Kusumaningrum100% (1)
- Fluidized Bed CombustionDocumento5 pagineFluidized Bed CombustionEvi KusumaningrumNessuna valutazione finora
- Fluidized Bed CombustionDocumento5 pagineFluidized Bed CombustionEvi KusumaningrumNessuna valutazione finora
- Progress Report 1Documento3 pagineProgress Report 1api-302815786Nessuna valutazione finora
- Meriam Mfc4150 ManDocumento40 pagineMeriam Mfc4150 Manwajahatrafiq6607Nessuna valutazione finora
- Acampamento 2010Documento47 pagineAcampamento 2010Salete MendezNessuna valutazione finora
- CSEC SocStud CoverSheetForESBA Fillable Dec2019Documento1 paginaCSEC SocStud CoverSheetForESBA Fillable Dec2019chrissaineNessuna valutazione finora
- Ae - Centuries Before 1400 Are Listed As Browsable DirectoriesDocumento3 pagineAe - Centuries Before 1400 Are Listed As Browsable DirectoriesPolNeimanNessuna valutazione finora
- Ebops PDFDocumento2 pagineEbops PDFtuan nguyen duyNessuna valutazione finora
- Jurnal Ekologi TerestrialDocumento6 pagineJurnal Ekologi TerestrialFARIS VERLIANSYAHNessuna valutazione finora
- Morse Potential CurveDocumento9 pagineMorse Potential Curvejagabandhu_patraNessuna valutazione finora
- Chap9 PDFDocumento144 pagineChap9 PDFSwe Zin Zaw MyintNessuna valutazione finora
- Research On Export Trade in BangladeshDocumento7 pagineResearch On Export Trade in BangladeshFarjana AnwarNessuna valutazione finora
- Feds Subpoena W-B Area Info: He Imes EaderDocumento42 pagineFeds Subpoena W-B Area Info: He Imes EaderThe Times LeaderNessuna valutazione finora
- Optimal Dispatch of Generation: Prepared To Dr. Emaad SedeekDocumento7 pagineOptimal Dispatch of Generation: Prepared To Dr. Emaad SedeekAhmedRaafatNessuna valutazione finora
- Course Projects PDFDocumento1 paginaCourse Projects PDFsanjog kshetriNessuna valutazione finora
- 01 - A Note On Introduction To E-Commerce - 9march2011Documento12 pagine01 - A Note On Introduction To E-Commerce - 9march2011engr_amirNessuna valutazione finora
- De DusterDocumento6 pagineDe DusterArstNessuna valutazione finora
- Japanese GardensDocumento22 pagineJapanese GardensAnmol ChughNessuna valutazione finora
- Sistine Chapel Ceiling Lesson PlanDocumento28 pagineSistine Chapel Ceiling Lesson PlannivamNessuna valutazione finora
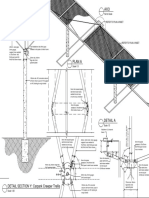
- TrellisDocumento1 paginaTrellisCayenne LightenNessuna valutazione finora
- Monitor Stryker 26 PLGDocumento28 pagineMonitor Stryker 26 PLGBrandon MendozaNessuna valutazione finora
- Asuhan Keperawatan Pada Klien Dengan Proses Penyembuhan Luka. Pengkajian Diagnosa Perencanaan Implementasi EvaluasiDocumento43 pagineAsuhan Keperawatan Pada Klien Dengan Proses Penyembuhan Luka. Pengkajian Diagnosa Perencanaan Implementasi EvaluasiCak FirmanNessuna valutazione finora
- Chem Resist ChartDocumento13 pagineChem Resist ChartRC LandaNessuna valutazione finora
- Linear Dynamic Analysis of Free-Piston Stirling Engines OnDocumento21 pagineLinear Dynamic Analysis of Free-Piston Stirling Engines OnCh Sameer AhmedNessuna valutazione finora