Potrebbero piacerti anche
- Tabla Agentes Quimicos 2016Documento7 pagineTabla Agentes Quimicos 2016CM WillNessuna valutazione finora
- Catalogo2019-2020 InteractivoDocumento72 pagineCatalogo2019-2020 Interactivojcamilo200Nessuna valutazione finora
- NegociosdelFondoEmprender 2Documento16 pagineNegociosdelFondoEmprender 2ipro iproNessuna valutazione finora
- Decreto CUARENTENA POR LA VIDA (Versión 19-03-2020)Documento8 pagineDecreto CUARENTENA POR LA VIDA (Versión 19-03-2020)Rogelio AcostaNessuna valutazione finora
- Tabla Agentes Quimicos 2016Documento7 pagineTabla Agentes Quimicos 2016CM WillNessuna valutazione finora
- Sacha Por Lo AltoDocumento144 pagineSacha Por Lo AltoHernan Dario Corcho SuarezNessuna valutazione finora
- VITRO Soluciones R&D 2019 Versión PDFDocumento45 pagineVITRO Soluciones R&D 2019 Versión PDFjcamilo200Nessuna valutazione finora
- Catalogo StockDocumento117 pagineCatalogo StockHans HornaNessuna valutazione finora
- Presentacion IDUDocumento18 paginePresentacion IDUjcamilo200Nessuna valutazione finora
- Clasificación CIIU Revisión 4acDocumento497 pagineClasificación CIIU Revisión 4acCandy MokkaNessuna valutazione finora
- 561771Documento76 pagine561771Andres Florentin Pizarro LazarteNessuna valutazione finora
- Tolerancias DimensionalesDocumento17 pagineTolerancias DimensionalesMiguel Angel Lopez VazquezNessuna valutazione finora
- Anlisisdeunproducto 101127162215 Phpapp02Documento21 pagineAnlisisdeunproducto 101127162215 Phpapp02Mati RomeroNessuna valutazione finora
- La Correcta Especificacion de Los EnvasesDocumento36 pagineLa Correcta Especificacion de Los EnvasesCarmen TorresNessuna valutazione finora
- HTTP WWW - NissanusaDocumento3 pagineHTTP WWW - Nissanusajcamilo200Nessuna valutazione finora
- Metrologia, Tolerancias y DimensionesDocumento44 pagineMetrologia, Tolerancias y Dimensionesjcamilo200Nessuna valutazione finora
- Tolerancias DimensionalesDocumento17 pagineTolerancias DimensionalesMiguel Angel Lopez VazquezNessuna valutazione finora
- Taller Electric Id AdDocumento9 pagineTaller Electric Id Adjcamilo200Nessuna valutazione finora
- Series Verbales y Término Excluido para Sexto Grado de PrimariaDocumento7 pagineSeries Verbales y Término Excluido para Sexto Grado de PrimariaFlor NoleNessuna valutazione finora
- Tema 1 Viscosidad y Mecanismo Del Transporte de Cantidad de Movimiento Ley de Newton de La Viscosidad Fluidos No NewtonianosDocumento19 pagineTema 1 Viscosidad y Mecanismo Del Transporte de Cantidad de Movimiento Ley de Newton de La Viscosidad Fluidos No NewtonianosJose Luis EscobarNessuna valutazione finora
- Transferencia de Calor Por SolidworkDocumento10 pagineTransferencia de Calor Por SolidworkGabriel Isla HuamanNessuna valutazione finora
- Aditivos Retardadores de Lechada (Exposición)Documento10 pagineAditivos Retardadores de Lechada (Exposición)BRANDONNessuna valutazione finora
- Ladrillos Power PointDocumento41 pagineLadrillos Power PointRosario Salluca Valero100% (2)
- Ejer Resueltos PDFDocumento186 pagineEjer Resueltos PDFAlejandra Carrillo OzunaNessuna valutazione finora
- 5-Int. Estereoquímica y Anal 2Documento14 pagine5-Int. Estereoquímica y Anal 2Briseida RuizNessuna valutazione finora
- Silabo QUIMICA ANALITICADocumento9 pagineSilabo QUIMICA ANALITICADavid AlexanderNessuna valutazione finora
- TORMENTASDocumento15 pagineTORMENTAScapricornio1813Nessuna valutazione finora
- Evaluación de Parametros de Laboratorio (Rev1)Documento10 pagineEvaluación de Parametros de Laboratorio (Rev1)Maria Fernanda Galarza GilNessuna valutazione finora
- Chocolate Yield Stres - En.esDocumento8 pagineChocolate Yield Stres - En.esAleykerPuertasMipNessuna valutazione finora
- HOSCLIMA S02 Material Montaje y AislamientoDocumento74 pagineHOSCLIMA S02 Material Montaje y AislamientoaceitepcbNessuna valutazione finora
- Clas Enriqueta GarciaDocumento11 pagineClas Enriqueta GarciaIram BonfilNessuna valutazione finora
- Propiedades Mecánicas de Los MaterialesDocumento26 paginePropiedades Mecánicas de Los MaterialesPEP VILARRASANessuna valutazione finora
- Laboratorio 3-Hernan AstudilloDocumento5 pagineLaboratorio 3-Hernan AstudilloHeyder EduardoNessuna valutazione finora
- Miselanea de FisicaDocumento7 pagineMiselanea de Fisica'Efrain GrajedaNessuna valutazione finora
- Fisiologia y Metabolismo Microbiano - Elio Espinoza FarfanDocumento62 pagineFisiologia y Metabolismo Microbiano - Elio Espinoza FarfanDante Esteban Malpartida CapchaNessuna valutazione finora
- Test SterilizacionDocumento2 pagineTest SterilizacionCarmenNessuna valutazione finora
- Acero Sae 1020Documento4 pagineAcero Sae 1020Anonymous lSEnEklZ7Nessuna valutazione finora
- Control de Contaminacion de Aire en Mina SubterraneaDocumento12 pagineControl de Contaminacion de Aire en Mina SubterraneaPablo R Cruz CNessuna valutazione finora
- Informe Final de Quimica General LAB 5Documento15 pagineInforme Final de Quimica General LAB 5Lucho Payano0% (1)
- Guia de Laboratorio 3 QUIMICA DARIODocumento18 pagineGuia de Laboratorio 3 QUIMICA DARIODarioNessuna valutazione finora
- PETS-CM-CVC-001 Trabajos en CalienteDocumento6 paginePETS-CM-CVC-001 Trabajos en CalienteJorge LujanNessuna valutazione finora
- La AgrariaDocumento75 pagineLa AgrariasaulNessuna valutazione finora
- Guia de Laboratorio (Informe)Documento4 pagineGuia de Laboratorio (Informe)Luis José López DelgadoNessuna valutazione finora
- P.S 26-10-2021Documento5 pagineP.S 26-10-2021yaneth salvatierra de la cruzNessuna valutazione finora
- Tarea 2 Unidad II Grupo1 De3a5Documento17 pagineTarea 2 Unidad II Grupo1 De3a5AndresNessuna valutazione finora
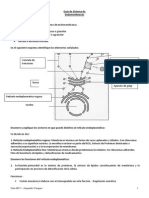
- Taller EndomembranasDocumento9 pagineTaller EndomembranasPatty Lopez0% (1)
- Tablas de DiseñoDocumento5 pagineTablas de DiseñoBrian EscobarNessuna valutazione finora
- Tesis Diseño de Mezclas Con Los Diferentes Agregados Utilizados en La Ciudad Del Cusco PDFDocumento275 pagineTesis Diseño de Mezclas Con Los Diferentes Agregados Utilizados en La Ciudad Del Cusco PDFbryan5a100% (2)