Potrebbero piacerti anche
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsDa EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNessuna valutazione finora
- Mud Gas Separator Sizing and EvaluationDocumento3 pagineMud Gas Separator Sizing and EvaluationIvan Cerda0% (1)
- Mud Gas Separator Sizing and Evaluation PaperDocumento6 pagineMud Gas Separator Sizing and Evaluation PaperzapspazNessuna valutazione finora
- Mud Gas SeparatorDocumento3 pagineMud Gas SeparatorDuong DuongNessuna valutazione finora
- Mud Gas Separator (Poor Boy Degasser) Plays A Vital Role in Well Control SituationDocumento5 pagineMud Gas Separator (Poor Boy Degasser) Plays A Vital Role in Well Control Situationshoaib KhalilNessuna valutazione finora
- Poor Boy DegasserDocumento4 paginePoor Boy DegasserhibaNessuna valutazione finora
- Manual Operativo - Tijeras Wenzel Ø 6 1-2 - InglesDocumento11 pagineManual Operativo - Tijeras Wenzel Ø 6 1-2 - InglesChristian Matteo100% (1)
- Hampco H125 MGS ManualDocumento8 pagineHampco H125 MGS ManualLes OakesNessuna valutazione finora
- Mud Gas Separator CalculationDocumento16 pagineMud Gas Separator CalculationErwin Gomop-asNessuna valutazione finora
- Mud Gas Separator SizingDocumento2 pagineMud Gas Separator Sizingmadonnite3781100% (2)
- Ram BOP Manual BookDocumento28 pagineRam BOP Manual BookIgor Ungur100% (2)
- Tc1350 Drilling ChokeDocumento26 pagineTc1350 Drilling ChokeazeazeazeNessuna valutazione finora
- Diverter SystemDocumento46 pagineDiverter Systemjairaso2950100% (1)
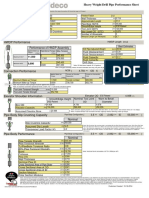
- HeavyWeight 3.5 25.58lbs NC-38Documento3 pagineHeavyWeight 3.5 25.58lbs NC-38Инженер Луис А. ГарсиаNessuna valutazione finora
- Mud Gas Separator CalculationDocumento16 pagineMud Gas Separator CalculationErwin Gomop-as100% (2)
- 9 Mud Gas Separator PDFDocumento1 pagina9 Mud Gas Separator PDFRahmat Reza maulanaNessuna valutazione finora
- Cameron - DL-Annular BopDocumento1 paginaCameron - DL-Annular BopAnonymous 48jYxR1C100% (1)
- Trip TankDocumento23 pagineTrip TankNaser KhanNessuna valutazione finora
- BOP Dimensions 13stackDocumento3 pagineBOP Dimensions 13stackSasan AbbasiNessuna valutazione finora
- Mud PumpsDocumento16 pagineMud PumpsNigin Parambath100% (1)
- Strata RCDDocumento2 pagineStrata RCDDavid VilchesNessuna valutazione finora
- MSP Drillex BOP AnularDocumento21 pagineMSP Drillex BOP AnularDavid GonzalezNessuna valutazione finora
- Double Acting Hydraulic Drilling JarDocumento10 pagineDouble Acting Hydraulic Drilling JarDanciulescu Mircea GabrielNessuna valutazione finora
- Data Input Sheet: A Worksheet From Well Control TOOLKIT - .Documento4 pagineData Input Sheet: A Worksheet From Well Control TOOLKIT - .Abdul Hameed OmarNessuna valutazione finora
- 39 Drilling JarsDocumento26 pagine39 Drilling JarsnjileoNessuna valutazione finora
- DDZ Series Elevator Wear Data RutongDocumento2 pagineDDZ Series Elevator Wear Data RutongIsrael AyllonNessuna valutazione finora
- COMPACT DEGASSER Pages 1 Thru 72 (9090200 - )Documento72 pagineCOMPACT DEGASSER Pages 1 Thru 72 (9090200 - )waleed100% (1)
- Brandt - Desander and Desilter ManualDocumento50 pagineBrandt - Desander and Desilter ManualSisca Amalia100% (2)
- Drilling Source Book - Jim ShortDocumento588 pagineDrilling Source Book - Jim Shortprem_1975Nessuna valutazione finora
- (Equip (Accumulator)Documento34 pagine(Equip (Accumulator)Nagendra Singh Ranawat100% (4)
- (Highly Deviated and Horizontal Wells) : Pre-Recorded Sheet Keep This Data Sheet Current at All TimesDocumento7 pagine(Highly Deviated and Horizontal Wells) : Pre-Recorded Sheet Keep This Data Sheet Current at All TimesSasan AbbasiNessuna valutazione finora
- DrillPipe, 80%, 3.500 OD, 0.449 Wall, EU, G-105.. XT39 (4.938 X 2.563) PDFDocumento3 pagineDrillPipe, 80%, 3.500 OD, 0.449 Wall, EU, G-105.. XT39 (4.938 X 2.563) PDFGarcia C L Alberto100% (1)
- Accumulator Draw Down TestDocumento8 pagineAccumulator Draw Down Testadeelsn100% (4)
- Tom Mile Calculation PDFDocumento6 pagineTom Mile Calculation PDFBeni N SoloNessuna valutazione finora
- Drilling Formulas Calculation Sheet Verson 1.5Documento199 pagineDrilling Formulas Calculation Sheet Verson 1.5Vidit GuptaNessuna valutazione finora
- Under Balanced OperationsDocumento104 pagineUnder Balanced OperationsJavier Ignacio Meriles100% (1)
- Kick Tolerance2Documento4 pagineKick Tolerance2fisco4rilNessuna valutazione finora
- Preventive Maintenance Program For Spherical Blowout PreventerDocumento19 paginePreventive Maintenance Program For Spherical Blowout Preventernjava1978100% (1)
- A t3 Super Choke Operational Manual PDFDocumento64 pagineA t3 Super Choke Operational Manual PDFMonica Caicedo100% (1)
- H&P ARG Rig 335 Equipment List From Final WoDocumento12 pagineH&P ARG Rig 335 Equipment List From Final WoJuan Miguel Robledo100% (1)
- Hydrill 13'' - 5000 PsiDocumento42 pagineHydrill 13'' - 5000 PsiAli Ali75% (4)
- Maintenance Steps of Mud Gas SeparatorDocumento1 paginaMaintenance Steps of Mud Gas SeparatorNumbWong100% (1)
- M5329-R0 Dead Line AnchorDocumento26 pagineM5329-R0 Dead Line Anchorandrei20041100% (2)
- Lubricate and Bleed ProcedureDocumento1 paginaLubricate and Bleed ProcedurestevebeardsleyNessuna valutazione finora
- Crti® & Crte® Casing Running ToolsDocumento62 pagineCrti® & Crte® Casing Running ToolsLuis Arreaza BelisarioNessuna valutazione finora
- Mud-Gas Separator Sizing Worksheet: Prerecorded InformationDocumento3 pagineMud-Gas Separator Sizing Worksheet: Prerecorded InformationAbdul Hameed OmarNessuna valutazione finora
- Barco BJ PDFDocumento9 pagineBarco BJ PDFJose CamachoNessuna valutazione finora
- Rig 602 - Trinidad Drilling LTDDocumento4 pagineRig 602 - Trinidad Drilling LTDTim ClarkeNessuna valutazione finora
- API Flange Slide RuleDocumento3 pagineAPI Flange Slide RuleMohamed_saad_123100% (1)
- Tool Joint Data Assembly Data: Drill Pipe Data TablesDocumento5 pagineTool Joint Data Assembly Data: Drill Pipe Data TablesSefa AslanhanNessuna valutazione finora
- RP 10.0 Drawworks Brake Load Path Components VFinal (March 2016)Documento15 pagineRP 10.0 Drawworks Brake Load Path Components VFinal (March 2016)NataliyaLukovskaNessuna valutazione finora
- Griffith JarDocumento21 pagineGriffith Jarsaeed65Nessuna valutazione finora
- DL Annular Blowout Preventer 21-1/4" 3000 Psi WPDocumento27 pagineDL Annular Blowout Preventer 21-1/4" 3000 Psi WPJeneesh Shanmughan100% (1)
- Hydril 533Documento4 pagineHydril 533Fernando OlaveoNessuna valutazione finora
- Drilling Supervisor: Passbooks Study GuideDa EverandDrilling Supervisor: Passbooks Study GuideNessuna valutazione finora
- Air and Gas Drilling Manual: Applications for Oil, Gas, Geothermal Fluid Recovery Wells, Specialized Construction Boreholes, and the History and Advent of the Directional DTHDa EverandAir and Gas Drilling Manual: Applications for Oil, Gas, Geothermal Fluid Recovery Wells, Specialized Construction Boreholes, and the History and Advent of the Directional DTHNessuna valutazione finora
- Formulas and Calculations for Drilling OperationsDa EverandFormulas and Calculations for Drilling OperationsNessuna valutazione finora
- 1B - Drilling Cost and Drilling RateDocumento37 pagine1B - Drilling Cost and Drilling RateTu Dang TrongNessuna valutazione finora
- Presented By: Dr. Peter Hany Sobhy Riad Prof. Dr. Ahmed Ali HassanDocumento48 paginePresented By: Dr. Peter Hany Sobhy Riad Prof. Dr. Ahmed Ali Hassanph4318Nessuna valutazione finora
- WBM Important Testing ProceduresDocumento84 pagineWBM Important Testing ProceduresLazharNessuna valutazione finora
- Rig Acceptance Check ListDocumento2 pagineRig Acceptance Check ListAhmedNessuna valutazione finora
- Summary WritingDocumento10 pagineSummary WritingAyanNessuna valutazione finora
- AADE-05-NTCE-29 Hole Cleaning: The Achilles' Heel of Drilling Performance?Documento9 pagineAADE-05-NTCE-29 Hole Cleaning: The Achilles' Heel of Drilling Performance?Waleed Barakat MariaNessuna valutazione finora
- Drill in Fluids 1.0Documento29 pagineDrill in Fluids 1.0Long Nhật PhanNessuna valutazione finora
- Squeeze ProcedureDocumento4 pagineSqueeze Proceduresaa6383Nessuna valutazione finora
- Tds Premium GelDocumento1 paginaTds Premium Gelمحمد سعيدNessuna valutazione finora
- Cougar DLLG Solutions FaqDocumento5 pagineCougar DLLG Solutions FaqLenis CeronNessuna valutazione finora
- Sand ContentDocumento5 pagineSand ContentMohammed Ali AlnooriNessuna valutazione finora
- 2-A-GNLW363CD Standard Decanter CentrifugeDocumento6 pagine2-A-GNLW363CD Standard Decanter CentrifugeGeorgeNessuna valutazione finora
- Rotary DrillingDocumento74 pagineRotary DrillingadrianalexeiNessuna valutazione finora
- EP - 2000-9073 - Shell - Casing - and - Tubing - Design - Guide - Vol - 1 Rev Jan 2008 PDFDocumento165 pagineEP - 2000-9073 - Shell - Casing - and - Tubing - Design - Guide - Vol - 1 Rev Jan 2008 PDFmahdiscribd100% (2)
- Basic Mud LoggingDocumento196 pagineBasic Mud LoggingAnonymous 0OU1iqXHNessuna valutazione finora
- Balac Srdan MSC 2019Documento80 pagineBalac Srdan MSC 2019Naufal SatiNessuna valutazione finora
- 3 RPM and 6 RPMDocumento4 pagine3 RPM and 6 RPMAnonymous T32l1RNessuna valutazione finora
- 1pile Construction Issues and Quality Control of PIT TestDocumento129 pagine1pile Construction Issues and Quality Control of PIT TestShiva Raj AdhikariNessuna valutazione finora
- 2 Rotary Drilling Rig ComponentsDocumento18 pagine2 Rotary Drilling Rig ComponentsĐại Trần100% (1)
- 01 Bentonite PDFDocumento35 pagine01 Bentonite PDFIván Serrano100% (1)
- IPIMS Background Learning - Drillstring, Drill Bits and Drilling FluidDocumento14 pagineIPIMS Background Learning - Drillstring, Drill Bits and Drilling Fluidfebry_rfNessuna valutazione finora
- Well DesignDocumento55 pagineWell DesignTheezz100% (2)
- @@@@API Technical Data Book Tanques Bombas y Tuberías PDFDocumento78 pagine@@@@API Technical Data Book Tanques Bombas y Tuberías PDFjorge pajonNessuna valutazione finora
- Petrophysicist (Geologist)Documento42 paginePetrophysicist (Geologist)56962645Nessuna valutazione finora
- DW BrochureDocumento52 pagineDW BrochureMaxim Efimov100% (1)
- Virtual HydraulicsDocumento8 pagineVirtual HydraulicsLok Bahadur RanaNessuna valutazione finora
- Dynamic Linear Swellmeter 150-80Documento28 pagineDynamic Linear Swellmeter 150-80Ragha RagNessuna valutazione finora
- Drilling Rig Inspection ManualDocumento35 pagineDrilling Rig Inspection ManualSrikanth Bammidi100% (2)
- Frigaard2017 Article BinghamSModelInTheOilAndGasIndDocumento24 pagineFrigaard2017 Article BinghamSModelInTheOilAndGasIndCoolProphetNessuna valutazione finora
- Drilling Calculation SheetDocumento5 pagineDrilling Calculation SheetDewy CoxNessuna valutazione finora