Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- FC 81F C 1Documento109 pagineFC 81F C 1Stephanie Rasmussen100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- 120H and 135H Motor GraderDocumento2 pagine120H and 135H Motor GraderMarvin Melendez Vanegas100% (4)
- D 7264 - D 7264M - 15Documento10 pagineD 7264 - D 7264M - 15AMAR SAI PRABHUNessuna valutazione finora
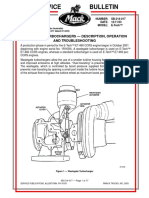
- Wastegate Turbochargers - Description, OperationDocumento17 pagineWastegate Turbochargers - Description, OperationHamilton Miranda100% (1)
- Corrosion BasicsDocumento208 pagineCorrosion BasicsVINOTHINI R B.Ed100% (2)
- Electrical BOQ FinalDocumento45 pagineElectrical BOQ FinalmahasubbuNessuna valutazione finora
- ASTM B580 - Anodic Oxide Coating For AluminumDocumento3 pagineASTM B580 - Anodic Oxide Coating For AluminumEduardo Javier Granados Sanchez100% (2)
- Moldmaking With 3D Printing Formlabs White PaperDocumento13 pagineMoldmaking With 3D Printing Formlabs White PaperVincenz LachnerNessuna valutazione finora
- Cooling Towers: Design of Tall Structures Me Structural Engineering DrspdalalDocumento21 pagineCooling Towers: Design of Tall Structures Me Structural Engineering DrspdalalMegha LakhaniNessuna valutazione finora
- Stinger BrochureDocumento22 pagineStinger BrochurediegoilNessuna valutazione finora
- Manufacturing of Soda Ash Via Solvay Process 1Documento12 pagineManufacturing of Soda Ash Via Solvay Process 1John Pan100% (1)
- Size ReductionDocumento28 pagineSize Reductionchurvalooo100% (1)
- Beginners Guide To 3d PrintingDocumento31 pagineBeginners Guide To 3d PrintingPrasanthChunduri0% (1)
- Beginners Guide To 3d PrintingDocumento31 pagineBeginners Guide To 3d PrintingPrasanthChunduri0% (1)
- Top Engineering Colleges in GhaziabadDocumento14 pagineTop Engineering Colleges in GhaziabadDr-Saurabh K GuptaNessuna valutazione finora
- Manual Masina Spalat Rufe Incarcare Verticala WhirlpoolDocumento2 pagineManual Masina Spalat Rufe Incarcare Verticala WhirlpoolReviewuri100% (1)
- Quiz Test Section ADocumento1 paginaQuiz Test Section ADr-Saurabh K GuptaNessuna valutazione finora
- Ordinances For Doctoral ProgrammeDocumento52 pagineOrdinances For Doctoral ProgrammedhirendraNessuna valutazione finora
- NCPDM 2015 For Web Final - 01.7.2015Documento7 pagineNCPDM 2015 For Web Final - 01.7.2015Dr-Saurabh K GuptaNessuna valutazione finora
- Chapter 4 - S10Documento82 pagineChapter 4 - S10Dr-Saurabh K GuptaNessuna valutazione finora
- Sci IndiaDocumento1 paginaSci IndiaDr-Saurabh K GuptaNessuna valutazione finora
- BrochureDocumento4 pagineBrochureDr-Saurabh K GuptaNessuna valutazione finora
- Fatigue ANSYSDocumento22 pagineFatigue ANSYSHooman GhasemiNessuna valutazione finora
- IntroductiontosmaDocumento2 pagineIntroductiontosmaJulian JayNessuna valutazione finora
- Friction Stir Welding Equipment - NC For Motilal Nehru N-I-TechDocumento4 pagineFriction Stir Welding Equipment - NC For Motilal Nehru N-I-TechDr-Saurabh K GuptaNessuna valutazione finora
- SLlist of Journals LatestDocumento1 paginaSLlist of Journals LatestDr-Saurabh K GuptaNessuna valutazione finora
- 143 13 English Catalogue 2014Documento319 pagine143 13 English Catalogue 2014Ionut FloricaNessuna valutazione finora
- Triboelectric Series 1Documento2 pagineTriboelectric Series 1Rajendra BisoiNessuna valutazione finora
- Rising Type Sluice Valve With Hand Wheel Operated: Upto 150Mm SizeDocumento1 paginaRising Type Sluice Valve With Hand Wheel Operated: Upto 150Mm SizeTanmoy DuttaNessuna valutazione finora
- Gas Detector ManualDocumento2 pagineGas Detector ManualLwin PhyoNessuna valutazione finora
- Sublimation Heat Press Settings - Quick Reference GuideDocumento1 paginaSublimation Heat Press Settings - Quick Reference GuidecherNessuna valutazione finora
- OGA - Chemical Series - EPDM Rubber Market Outlook 2019-2025Documento22 pagineOGA - Chemical Series - EPDM Rubber Market Outlook 2019-2025ambarish ramNessuna valutazione finora
- Rocket Lab ReportDocumento4 pagineRocket Lab Reportbishopclark98Nessuna valutazione finora
- Tarea 3 CalorDocumento3 pagineTarea 3 CalorLuis AngelNessuna valutazione finora
- Huckbolt CatalogoDocumento8 pagineHuckbolt CatalogoAlejandro VillarroelNessuna valutazione finora
- Zinc Chromate PaintDocumento2 pagineZinc Chromate PaintBash MatNessuna valutazione finora
- Listino Sea RecoveryDocumento117 pagineListino Sea RecoveryEduardo Harold ChapuzNessuna valutazione finora
- PHYS101L Report 3 Tables GraphsDocumento1 paginaPHYS101L Report 3 Tables GraphsKarylle AquinoNessuna valutazione finora
- FDMDocumento9 pagineFDMjanaNessuna valutazione finora
- Daikin VRV IV Co BrochureDocumento52 pagineDaikin VRV IV Co Brochuredokundot100% (1)
- Crodamide ER Z 000040 Technical Data SheetDocumento2 pagineCrodamide ER Z 000040 Technical Data Sheetkarishma2Nessuna valutazione finora
- UK P3 VEN 0153 201409 02 Vent Silencer CatalogueDocumento9 pagineUK P3 VEN 0153 201409 02 Vent Silencer Cataloguetiffanyyy00Nessuna valutazione finora
- CAM Question Paper AktuDocumento2 pagineCAM Question Paper AktuAshutosh KumarNessuna valutazione finora