Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Business PlanDocumento18 pagineBusiness Planmuzair265100% (2)
- Chilled Water Pipe SizingDocumento2 pagineChilled Water Pipe SizingLarry Bea77% (13)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Nimble 5e RulesDocumento5 pagineNimble 5e Ruleswarpticus4100% (1)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Ductile Iron Pipe Installation Guide 05 2015Documento134 pagineDuctile Iron Pipe Installation Guide 05 2015Anonymous R7EKGEDNessuna valutazione finora
- Sesión 14 Grupo Caso Familia Fundamentos de MercadeoDocumento10 pagineSesión 14 Grupo Caso Familia Fundamentos de MercadeoJoe BalenciagaNessuna valutazione finora
- FIrst Discoveries Workbook Unit 2Documento6 pagineFIrst Discoveries Workbook Unit 2Felipe Herrera ZentenoNessuna valutazione finora
- The Standard Book of SpellsDocumento9 pagineThe Standard Book of SpellsOlgaPrangachiNessuna valutazione finora
- Kaup 2015Documento128 pagineKaup 2015crash2804Nessuna valutazione finora
- Upon Going To Sleep: Daily DuasDocumento7 pagineUpon Going To Sleep: Daily Duasalkaf08Nessuna valutazione finora
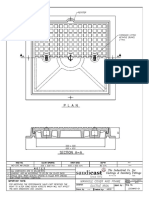
- GPM DetailsDocumento1 paginaGPM Detailsalkaf08Nessuna valutazione finora
- Test Certificate: Customer Saleh Zaid Ai Quralshi&Parteners TradDocumento5 pagineTest Certificate: Customer Saleh Zaid Ai Quralshi&Parteners Tradalkaf08Nessuna valutazione finora
- Take OffDocumento1 paginaTake Offalkaf08Nessuna valutazione finora
- Ielts ScheduleDocumento2 pagineIelts Schedulealkaf08Nessuna valutazione finora
- Arrival Registration A29446845Documento1 paginaArrival Registration A29446845mokhtarNessuna valutazione finora
- Marriage Hall Jeddah 2nd Nov-FFDocumento1 paginaMarriage Hall Jeddah 2nd Nov-FFalkaf08Nessuna valutazione finora
- Combine Schedule Zone 1Documento4 pagineCombine Schedule Zone 1alkaf08Nessuna valutazione finora
- Air System Sizing Summary For PLAY AREA-FAHUDocumento3 pagineAir System Sizing Summary For PLAY AREA-FAHUalkaf08Nessuna valutazione finora
- SE - Jawharat Jeddah FOR PRINT GROUND UNITDocumento1 paginaSE - Jawharat Jeddah FOR PRINT GROUND UNITalkaf08Nessuna valutazione finora
- Catalogo de Producto Oddysey PDFDocumento148 pagineCatalogo de Producto Oddysey PDFhector martinez100% (1)
- MC 220AMHD DI DrawingDocumento1 paginaMC 220AMHD DI Drawingalkaf08Nessuna valutazione finora
- Zone Sizing Summary For CHEMO ROOM FAHU-01 (1) : Air System InformationDocumento3 pagineZone Sizing Summary For CHEMO ROOM FAHU-01 (1) : Air System Informationalkaf08Nessuna valutazione finora
- Duct SQMDocumento1 paginaDuct SQMalkaf08Nessuna valutazione finora
- Star Rated HighwallDocumento32 pagineStar Rated Highwallalkaf08Nessuna valutazione finora
- SECTION 15070 Mechanical, Sound, Vibration and Seismic Control Rev 0Documento27 pagineSECTION 15070 Mechanical, Sound, Vibration and Seismic Control Rev 0mohamad damerlyNessuna valutazione finora
- Technical Specifications For Mega Split Airconditioners: Model No. MHW301RC MHW361RCDocumento4 pagineTechnical Specifications For Mega Split Airconditioners: Model No. MHW301RC MHW361RCalkaf08Nessuna valutazione finora
- Air Cooled Screw Chiller R134aDocumento12 pagineAir Cooled Screw Chiller R134aalkaf08Nessuna valutazione finora
- Powerful Cooling and Easy Installation For Really Large SpacesDocumento4 paginePowerful Cooling and Easy Installation For Really Large Spacesalkaf08Nessuna valutazione finora
- Carrier Catalogue All in 1Documento32 pagineCarrier Catalogue All in 1alkaf08Nessuna valutazione finora
- Air Handler/ Electric Furnace Heaters: NomenclatureDocumento27 pagineAir Handler/ Electric Furnace Heaters: Nomenclaturealkaf08Nessuna valutazione finora
- Linear Slot Diffuser Plenums: 5000 SeriesDocumento4 pagineLinear Slot Diffuser Plenums: 5000 Seriesalkaf08Nessuna valutazione finora
- Vertical DSAHUDocumento2 pagineVertical DSAHUalkaf08Nessuna valutazione finora
- Blue Cassette PDFDocumento4 pagineBlue Cassette PDFrahul anandNessuna valutazione finora
- Square To RoundDocumento8 pagineSquare To Roundalkaf08Nessuna valutazione finora
- JAN 2020 Job Progress ReportDocumento92 pagineJAN 2020 Job Progress Reportalkaf08Nessuna valutazione finora
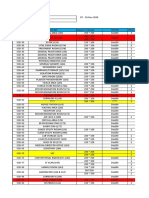
- NG New Staff - Material LOG NewDocumento2 pagineNG New Staff - Material LOG Newalkaf08Nessuna valutazione finora
- Schedule For Sewage ManholeDocumento1 paginaSchedule For Sewage Manholealkaf08Nessuna valutazione finora
- Summary of Music Time Periods: BAROQUE PERIOD 1600 - 1750Documento4 pagineSummary of Music Time Periods: BAROQUE PERIOD 1600 - 1750Isobel WilliamsNessuna valutazione finora
- The Impact of Youth Athletics On A Regional EconomyDocumento35 pagineThe Impact of Youth Athletics On A Regional EconomyAnn Wilton TisdaleNessuna valutazione finora
- Kin Shi Hai DoDocumento11 pagineKin Shi Hai DoAnonymous VJYMo8l89YNessuna valutazione finora
- Body Work University Malaysia Sarawak Dr. Mastika Bin Lamat Lmastika@unimas - MyDocumento1 paginaBody Work University Malaysia Sarawak Dr. Mastika Bin Lamat Lmastika@unimas - MyharwezelNessuna valutazione finora
- 493 - Reported Speech Test b1 Grammar ExercisesDocumento3 pagine493 - Reported Speech Test b1 Grammar ExercisesmariNessuna valutazione finora
- Social DanceDocumento24 pagineSocial DanceAldrin LeddaNessuna valutazione finora
- Superior Group Acquires 888 Tiger CasinoDocumento3 pagineSuperior Group Acquires 888 Tiger CasinoPR.comNessuna valutazione finora
- Scales - Chromatic ScalesDocumento3 pagineScales - Chromatic ScalesmarkuskojakNessuna valutazione finora
- Hedwig OwlDocumento5 pagineHedwig Owlanetamajkut173Nessuna valutazione finora
- 1classic Greek SaladDocumento6 pagine1classic Greek SaladEzekiel GumayagayNessuna valutazione finora
- Robert Gravis - Stravinsky and Pynchon's VDocumento14 pagineRobert Gravis - Stravinsky and Pynchon's VMira JamesonNessuna valutazione finora
- Daddy Yankee On Apple MusicDocumento3 pagineDaddy Yankee On Apple MusicJosé GarcíaNessuna valutazione finora
- OptimizeAndy PDFDocumento3 pagineOptimizeAndy PDFSergioSanchezNessuna valutazione finora
- U12-U16 Defending in A 4-4-2 Against A 3-5-2Documento8 pagineU12-U16 Defending in A 4-4-2 Against A 3-5-2Sergio Esteban AmadoNessuna valutazione finora
- Samsung LN52A550P3FXZA TroubleshootingDocumento38 pagineSamsung LN52A550P3FXZA TroubleshootingPterocarpousNessuna valutazione finora
- As&SH Combat Actions (Unofficial)Documento1 paginaAs&SH Combat Actions (Unofficial)TrysteroNessuna valutazione finora
- Bad Boy StoryboardDocumento23 pagineBad Boy Storyboardapi-455028789Nessuna valutazione finora
- Recipes From People's Pops by Nathalie Jordi, David Carrell, and Joel HorowitzDocumento14 pagineRecipes From People's Pops by Nathalie Jordi, David Carrell, and Joel HorowitzThe Recipe Club0% (1)
- No Excuse CH 1Documento28 pagineNo Excuse CH 1Sudhakar VaidyaNessuna valutazione finora
- Compound and Complex SentencesDocumento2 pagineCompound and Complex SentencesVidhi PatelNessuna valutazione finora
- Card Encoding Engine Card Personalization SoftwareDocumento10 pagineCard Encoding Engine Card Personalization SoftwareMagabata GoguNessuna valutazione finora
- Cookery 10 Quarter 3 Las 3Documento4 pagineCookery 10 Quarter 3 Las 3Michole Godwin RegalaNessuna valutazione finora
- Phonepe and Its FunctionalitiesDocumento7 paginePhonepe and Its FunctionalitiesSreeram BaddilaNessuna valutazione finora
- 4to Exámen CCNA v7Documento8 pagine4to Exámen CCNA v7maria huancaNessuna valutazione finora