Potrebbero piacerti anche
- 4 Herramientas de Corte Parte 2Documento9 pagine4 Herramientas de Corte Parte 2Abraham RamirezNessuna valutazione finora
- Plan de Trabajo MantenimientoDocumento2 paginePlan de Trabajo Mantenimientohlozanog100% (1)
- Carta de Lubricacion Fresadora Vertical Ex Cell o 602-2Documento28 pagineCarta de Lubricacion Fresadora Vertical Ex Cell o 602-2Elvis pNessuna valutazione finora
- Mantenimiento Industrial: Semana: 5Documento84 pagineMantenimiento Industrial: Semana: 5Jose ValenciaNessuna valutazione finora
- Formato Fichas TecnicasDocumento12 pagineFormato Fichas TecnicasSebastian Delgado RodríguezNessuna valutazione finora
- Exposicion Unidad 1 BastidoresDocumento38 pagineExposicion Unidad 1 BastidoresFreddy SalazarNessuna valutazione finora
- Afilado de Las Herramientas de Corte para TornoDocumento8 pagineAfilado de Las Herramientas de Corte para TornoGio FloresNessuna valutazione finora
- Control Vectorial de Máquinas AsíncronasDocumento27 pagineControl Vectorial de Máquinas Asíncronasjdiazsdsyahoo.com.mxNessuna valutazione finora
- Teoria Mantenimiento PredictivoDocumento38 pagineTeoria Mantenimiento PredictivoGino MasciottiNessuna valutazione finora
- Calculo de La Frecuencia de Inspección de MantenimientopredictivoDocumento6 pagineCalculo de La Frecuencia de Inspección de MantenimientopredictivoJavier GuerreroNessuna valutazione finora
- Practica 1 3300 MecDocumento1 paginaPractica 1 3300 MecRodivan GonzalesNessuna valutazione finora
- Herramientas de CorteDocumento20 pagineHerramientas de CorteCristian EduardoNessuna valutazione finora
- Catalogo PolipastosDocumento10 pagineCatalogo Polipastosjesocamx2057Nessuna valutazione finora
- Especificaciones Torno UratsaDocumento2 pagineEspecificaciones Torno UratsaMauri RangelNessuna valutazione finora
- Arado INTERNATIONALDocumento23 pagineArado INTERNATIONALLUIS ALEJANDRO GAMON MORALES100% (1)
- Seleccion de Cojinetes de Bronce 1487719348Documento4 pagineSeleccion de Cojinetes de Bronce 1487719348Choco Ganzales ContrerasNessuna valutazione finora
- Mantenimiento y Análisis de Vibraciones. MARIA PENKOVADocumento12 pagineMantenimiento y Análisis de Vibraciones. MARIA PENKOVADiego Montero100% (1)
- Orden de Pedido 2016 2 NiplesDocumento22 pagineOrden de Pedido 2016 2 NiplesronaldNessuna valutazione finora
- PerfilDocumento38 paginePerfilOsvaldo Churata HNessuna valutazione finora
- Mmad Mmad-512 Manual 001Documento124 pagineMmad Mmad-512 Manual 001edderNessuna valutazione finora
- Proyecto de TesisDocumento18 pagineProyecto de TesisLuis Fernando Morales ArceNessuna valutazione finora
- Medina PCDocumento189 pagineMedina PChubert jose callata quispeNessuna valutazione finora
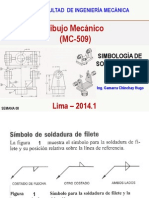
- Simbología Soldadura - Mc509 - 2014.1Documento18 pagineSimbología Soldadura - Mc509 - 2014.1Nelson Miles100% (1)
- Grasa SKF para RodamientosDocumento2 pagineGrasa SKF para RodamientosEdwing William Salhuana Mendoza0% (1)
- Conferencia Confiabilidad Humana IAPG - Javier - 25-11-21 FDocumento59 pagineConferencia Confiabilidad Humana IAPG - Javier - 25-11-21 FAdrian Aguirre FloresNessuna valutazione finora
- PROYECTODocumento55 paginePROYECTOHenrry DiazNessuna valutazione finora
- Manual Ambulancia Ford Pick-Up F-150Documento24 pagineManual Ambulancia Ford Pick-Up F-150Jose Manuel MolinaNessuna valutazione finora
- Fichas TecnicasDocumento4 pagineFichas TecnicasjoseNessuna valutazione finora
- Mantenimiento A MotoresDocumento2 pagineMantenimiento A MotoresAdrian UlloaNessuna valutazione finora
- 13 A TornillosDocumento15 pagine13 A Tornillosm4r10vhNessuna valutazione finora
- Manual de Lubricación, Hidráulica y Electricidad.Documento32 pagineManual de Lubricación, Hidráulica y Electricidad.Luis PallerosNessuna valutazione finora
- Catálogo de NeumáticosDocumento12 pagineCatálogo de NeumáticosOliverVillcaNessuna valutazione finora
- DENOMINACION DE TRANSMISIONES - Correas, Cadenas, PiñonesDocumento17 pagineDENOMINACION DE TRANSMISIONES - Correas, Cadenas, PiñonesJorge Buelvas100% (1)
- Mantenimiento PredictivoDocumento9 pagineMantenimiento PredictivoMiguel Cazares MNessuna valutazione finora
- VI. PPT-Ultrasonido Industrial (Pasivo)Documento45 pagineVI. PPT-Ultrasonido Industrial (Pasivo)Mayck100% (1)
- TD 1 - LubricaciónDocumento11 pagineTD 1 - LubricaciónSebastián Hugo BustosNessuna valutazione finora
- Tecnologia de Corte Parte 1Documento6 pagineTecnologia de Corte Parte 1Sander Vargas GutierrezNessuna valutazione finora
- Informe Analisis de FallaDocumento5 pagineInforme Analisis de Fallaj luis VillegasNessuna valutazione finora
- 04 ChumacerasDocumento41 pagine04 ChumacerasRicardo Lopez Padua100% (2)
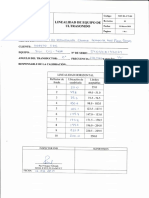
- 001 Linealidad de Equipo SIUI CTS - 9006 12-06-19Documento1 pagina001 Linealidad de Equipo SIUI CTS - 9006 12-06-19deyack5Nessuna valutazione finora
- Cartillas at CargadorDocumento6 pagineCartillas at CargadorFrancisco Asmat Riojas100% (1)
- 04 Defectos en Piezas Mecánicas Medicion de Ejes AgujerosDocumento17 pagine04 Defectos en Piezas Mecánicas Medicion de Ejes AgujerosRaúl AnelNessuna valutazione finora
- Fresadora Zx6350zaDocumento2 pagineFresadora Zx6350zaNina DavisNessuna valutazione finora
- Corte Por PlasmaDocumento36 pagineCorte Por PlasmaFranklin Quispe Moya100% (1)
- General Catalogue 2010Documento258 pagineGeneral Catalogue 2010marlowe17Nessuna valutazione finora
- Mantenimiento de Clase Mundial VariosDocumento33 pagineMantenimiento de Clase Mundial VariosAngela BarrosoNessuna valutazione finora
- 08 AcoplamientoDocumento53 pagine08 AcoplamientoDani Olsen100% (1)
- UF03-TEMA02-Actividad 1 - Selección de ReductoresDocumento13 pagineUF03-TEMA02-Actividad 1 - Selección de ReductoresJavierDomnguez100% (1)
- Temario de Analisis de VibracionesDocumento4 pagineTemario de Analisis de Vibraciones24avaNessuna valutazione finora
- Swagelok Conectores PDFDocumento16 pagineSwagelok Conectores PDFAbraham Mora ReyesNessuna valutazione finora
- Averías en Los RodamientosDocumento75 pagineAverías en Los RodamientosJosé Luis Guerra JácomeNessuna valutazione finora
- Clasificació en Menatnimiento Sesión 02Documento41 pagineClasificació en Menatnimiento Sesión 02Luciana AncajimaNessuna valutazione finora
- Mantenimiento Predictivo-5 SesionDocumento7 pagineMantenimiento Predictivo-5 SesionFernando Alvarado ApazaNessuna valutazione finora
- 02 Gestión de Costos de Mantenimiento de Equipo Pesado - Costo Global de MantenimientoDocumento19 pagine02 Gestión de Costos de Mantenimiento de Equipo Pesado - Costo Global de MantenimientoGilmer PatricioNessuna valutazione finora
- Practica 3 - AfiladoeoriaDocumento7 paginePractica 3 - AfiladoeoriaRocisneRocisneNessuna valutazione finora
- Fresas de 2 y 4 LabiosDocumento14 pagineFresas de 2 y 4 Labiosricardogarcia23Nessuna valutazione finora
- Corte PunzonadoDocumento7 pagineCorte PunzonadoCarlos NaranjoNessuna valutazione finora
- Afilados de BrocasDocumento4 pagineAfilados de BrocasVictor JimenezNessuna valutazione finora
- Conformado de Chapas MetálicasDocumento83 pagineConformado de Chapas MetálicascirellioNessuna valutazione finora
- Examen para Ingeniero de CampoDocumento11 pagineExamen para Ingeniero de Campoing.matus14Nessuna valutazione finora
- Amb-S001 Sub-Programa Manejo de Residuos Sólidos - Modf2016Documento21 pagineAmb-S001 Sub-Programa Manejo de Residuos Sólidos - Modf2016Paola AbreoNessuna valutazione finora
- Clase 1 Procesos Industriales UcvDocumento45 pagineClase 1 Procesos Industriales UcvGerman Saúl Martínez TorresNessuna valutazione finora
- BRETERDocumento8 pagineBRETERJuan Camilo Molina EscobarNessuna valutazione finora
- Solucionario Proyecto Blue ZumaDocumento37 pagineSolucionario Proyecto Blue ZumaJuan Pablo Benites100% (1)
- Manual de CosturaDocumento4 pagineManual de CosturaJesus Federico ChapanaNessuna valutazione finora
- Curso de SincronizacionDocumento47 pagineCurso de SincronizacionOjeda OrlandoNessuna valutazione finora
- Aire Acondicionado AutomotrizDocumento60 pagineAire Acondicionado AutomotrizMarcelo Daniel GutierrezNessuna valutazione finora
- RTD, Pt100Documento7 pagineRTD, Pt100FrancoNessuna valutazione finora
- Informe de Quimica 2Documento4 pagineInforme de Quimica 2carlitosyanzaNessuna valutazione finora
- Características de Las Tecnologías Agropecuarias y OtrasDocumento16 pagineCaracterísticas de Las Tecnologías Agropecuarias y OtrasJ Alberto Diaz ANessuna valutazione finora
- Práctica 9Documento5 paginePráctica 9Phonemune100% (1)
- Proyecto XXXXXXX 60XDocumento66 pagineProyecto XXXXXXX 60XRaul LG100% (1)
- 001 INFORME DE RESIDENTE - COMPATIBILIDAD - ModeloDocumento17 pagine001 INFORME DE RESIDENTE - COMPATIBILIDAD - ModeloJesus Solorzano100% (1)
- Emcomat - 14 - 17 - 20 EsDocumento8 pagineEmcomat - 14 - 17 - 20 EsOscar RamirezNessuna valutazione finora
- Trabajo de TecnoporDocumento27 pagineTrabajo de TecnoporAnonymous HvhNSZNessuna valutazione finora
- Checklist de MaterialesDocumento2 pagineChecklist de MaterialesCARLOS GUEVARA GONZALESNessuna valutazione finora
- Envase y Embalaje ArtesaniasDocumento31 pagineEnvase y Embalaje ArtesaniasNestor Manuel Coasaca CuracaNessuna valutazione finora
- Aplicaciones de Bombeo Neumatico ContinuoDocumento42 pagineAplicaciones de Bombeo Neumatico ContinuoLlycmaNessuna valutazione finora
- Calculo de AlimentadorDocumento2 pagineCalculo de AlimentadorGermanPozo100% (1)
- Baltur - Manual de Usuario Quemadores de Gas TBG 55PN-85PN-120PN-150PN PDFDocumento72 pagineBaltur - Manual de Usuario Quemadores de Gas TBG 55PN-85PN-120PN-150PN PDFStefanoNessuna valutazione finora
- Helbert GaldosDocumento17 pagineHelbert Galdossnarf273100% (1)
- DIGITAL - 04302020 - PLAN-DESARROLLO - UNIDOS - POR - LA - VIDA - 2-Min 456Documento557 pagineDIGITAL - 04302020 - PLAN-DESARROLLO - UNIDOS - POR - LA - VIDA - 2-Min 456JHEIBER ANTONIO HURTADO BEYTARNessuna valutazione finora
- Reparacion de Grietas en MuroDocumento2 pagineReparacion de Grietas en MuromariogregaezNessuna valutazione finora
- Presupuesto DomoDocumento1 paginaPresupuesto Domolulu romeroNessuna valutazione finora
- Elementos de MaquinasDocumento6 pagineElementos de MaquinasLore CJNessuna valutazione finora
- PR-261-17 Informe de Reforzamiento Estructural - Muro y Losa Sótano - REV ADocumento18 paginePR-261-17 Informe de Reforzamiento Estructural - Muro y Losa Sótano - REV AJorge Bazán100% (1)
- Analisis Estructural Resistencia Rigidez EstabilidadDocumento8 pagineAnalisis Estructural Resistencia Rigidez EstabilidadAristides Aguirre ZempoaltecatlNessuna valutazione finora
- Segregación de ResiduosDocumento16 pagineSegregación de ResiduosJuan Ernesto Garces EpiasNessuna valutazione finora
- KERN-PY-18-155 Vr0 Planta Producción NaClODocumento9 pagineKERN-PY-18-155 Vr0 Planta Producción NaClOJose MustafhaNessuna valutazione finora