Potrebbero piacerti anche
- Indian Institute of Technology Roorkee Mechanical & Industrial DepartmentDocumento13 pagineIndian Institute of Technology Roorkee Mechanical & Industrial DepartmentGurpreet SinghNessuna valutazione finora
- Power Generation by Foot Step Method - Rack and PinionDocumento13 paginePower Generation by Foot Step Method - Rack and Pinionprem53100% (2)
- Alcatel-Lucent Omnipcx Enterprise Communication Server: Call Recording InterfacesDocumento55 pagineAlcatel-Lucent Omnipcx Enterprise Communication Server: Call Recording Interfacesissa galalNessuna valutazione finora
- Slip Ring and Split RingDocumento5 pagineSlip Ring and Split RingboltuNessuna valutazione finora
- CommaxDocumento24 pagineCommaxEduard PopescuNessuna valutazione finora
- PhysicsDocumento16 paginePhysicslordbravorious100% (1)
- Deck Design Project ReportDocumento23 pagineDeck Design Project ReportOzzoman DukeNessuna valutazione finora
- 500 Watt DCDocumento9 pagine500 Watt DCTariq AliNessuna valutazione finora
- 5 Clampon SoftwareDocumento23 pagine5 Clampon SoftwareronelbarafaeldiegoNessuna valutazione finora
- Plasma Arc MachiningDocumento31 paginePlasma Arc Machiningzahirkamil67% (3)
- Comments Response Sheet (CRS)Documento83 pagineComments Response Sheet (CRS)Khánh TrầnNessuna valutazione finora
- SDG100S 3a1 3a5Documento66 pagineSDG100S 3a1 3a5КонстантинNessuna valutazione finora
- Bo de Kiem Tra Lop 4 - Bui Van VinhDocumento13 pagineBo de Kiem Tra Lop 4 - Bui Van VinhPhương Thu Vũ ThịNessuna valutazione finora
- Hybrid Tech Eat On Fuel CellDocumento13 pagineHybrid Tech Eat On Fuel CellhhojonNessuna valutazione finora
- Approach To Polyarthritis For The Primary Care Physician: Arielle Freilich, DO, PGY2 & Helaine Larsen, DODocumento8 pagineApproach To Polyarthritis For The Primary Care Physician: Arielle Freilich, DO, PGY2 & Helaine Larsen, DOLydia IsaacNessuna valutazione finora
- Dony WatssDocumento49 pagineDony WatssvbugaianNessuna valutazione finora
- Lacture # (Week-03) Fluid Mechanics-IIDocumento59 pagineLacture # (Week-03) Fluid Mechanics-IIMushaf Khalid100% (1)
- MAGLEV Wind Mill Power GenerationDocumento16 pagineMAGLEV Wind Mill Power GenerationNagabhushanaNessuna valutazione finora
- Chapter 13Documento61 pagineChapter 13Stevan FarkasNessuna valutazione finora
- Guidance On Safe Sling UseDocumento38 pagineGuidance On Safe Sling UseearthplightNessuna valutazione finora
- Tesla Coil Project: V1 Cprobe 15p CP 9.3p L1 19.5m R1 1megDocumento9 pagineTesla Coil Project: V1 Cprobe 15p CP 9.3p L1 19.5m R1 1megNISHANT KumarNessuna valutazione finora
- Alekz SystemDocumento10 pagineAlekz SystemAlicia Amazias100% (1)
- On The Dissipation of The Electrical Energy of The Hertz ResonatorDocumento3 pagineOn The Dissipation of The Electrical Energy of The Hertz ResonatorRommy RahmansyahNessuna valutazione finora
- A Simple Inverter For Flour..Documento8 pagineA Simple Inverter For Flour..Daniel Vladimir MaciucaNessuna valutazione finora
- 1 IntroductionDocumento61 pagine1 Introductionfiraol temesgenNessuna valutazione finora
- 5mm Round White LEDDocumento10 pagine5mm Round White LEDdoofydoo32Nessuna valutazione finora
- Design of Reliable High Voltage Avalanche Transistor PulsersDocumento3 pagineDesign of Reliable High Voltage Avalanche Transistor Pulsersapchar1Nessuna valutazione finora
- Tilahun Assignment PDFDocumento12 pagineTilahun Assignment PDFTilahun Habte100% (1)
- Stepper Motors 1Documento4 pagineStepper Motors 1ngt881Nessuna valutazione finora
- 1 History of MicroelectronicsDocumento17 pagine1 History of MicroelectronicsWaris AminNessuna valutazione finora
- PrintDocumento12 paginePrintNitin Daswani100% (1)
- 1000W 1500W 2000W Big Formart CW Fiber Laser Cleaning Machines PDFDocumento5 pagine1000W 1500W 2000W Big Formart CW Fiber Laser Cleaning Machines PDFVisi ArtNessuna valutazione finora
- Sambhram Institute of Technology: Department of Mechanical EngineeringDocumento13 pagineSambhram Institute of Technology: Department of Mechanical Engineeringnachi stinnuNessuna valutazione finora
- Cutout HTMDocumento6 pagineCutout HTMjorge Angel LopeNessuna valutazione finora
- Ni Sbrio-9651: Getting Started With The Sbrio-9651 Som Development KitDocumento2 pagineNi Sbrio-9651: Getting Started With The Sbrio-9651 Som Development Kitkhin600Nessuna valutazione finora
- TGSL Concentric 18Documento17 pagineTGSL Concentric 18Daniel UngureanuNessuna valutazione finora
- (UPDATED) Compilation of Important Info Don Smith Shared To NuEnergy Yahoo GroupDocumento2 pagine(UPDATED) Compilation of Important Info Don Smith Shared To NuEnergy Yahoo Groupjohn b smithNessuna valutazione finora
- SI Base Units: Quantity Name of Unit SymbolDocumento6 pagineSI Base Units: Quantity Name of Unit SymbolHazem SobhiNessuna valutazione finora
- 220V DC To 220V AC: DIY Inverter Part 2: InstructablesDocumento10 pagine220V DC To 220V AC: DIY Inverter Part 2: InstructablesTnT ElektricNessuna valutazione finora
- All About ScrewsDocumento19 pagineAll About Screwsbkpaul3107100% (1)
- Agua para La Salud, GuatemalaDocumento42 pagineAgua para La Salud, GuatemalanaveenthirumalNessuna valutazione finora
- What Is Induction Motor and How ItDocumento29 pagineWhat Is Induction Motor and How Itajaysharma19686191100% (1)
- Telling The TimeDocumento36 pagineTelling The TimeJorge MartinhoNessuna valutazione finora
- 04 - Design of PS-33Documento5 pagine04 - Design of PS-33karthiNessuna valutazione finora
- Powershape: Training CourseDocumento18 paginePowershape: Training CourseZulhendriNessuna valutazione finora
- Electric Motor: Your Activity MaterialDocumento6 pagineElectric Motor: Your Activity MaterialJoel Varghese ThomasNessuna valutazione finora
- 0102 - Forever Flasher PDFDocumento3 pagine0102 - Forever Flasher PDFMuhammadAsifNessuna valutazione finora
- Mechanical RF Phase - ShifterDocumento33 pagineMechanical RF Phase - ShifterutammarryNessuna valutazione finora
- Morocco Qeg June 2014 Test and Measurement Report v2 011Documento30 pagineMorocco Qeg June 2014 Test and Measurement Report v2 011Brandon GarlandNessuna valutazione finora
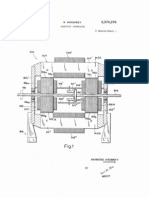
- March 19, 1968 - R, Kromrey I 3,374,376: Electric GeneratorDocumento8 pagineMarch 19, 1968 - R, Kromrey I 3,374,376: Electric GeneratorVlad AdrianNessuna valutazione finora
- Site Map Site Search: Neutral Plates - QuestionsDocumento2 pagineSite Map Site Search: Neutral Plates - QuestionsChandra NurikoNessuna valutazione finora
- Lathe DesignDocumento11 pagineLathe DesignShiyas Basheer0% (1)
- EEN - 499 Training SeminarDocumento18 pagineEEN - 499 Training SeminarSonu PatelNessuna valutazione finora
- Design and Fabrication of 4 - Way Hacksaw Machine: Department of Mechanical Engineering 2018Documento28 pagineDesign and Fabrication of 4 - Way Hacksaw Machine: Department of Mechanical Engineering 2018Shailendra VermaNessuna valutazione finora
- Final Design ReportDocumento26 pagineFinal Design Reportapi-286147226Nessuna valutazione finora
- Design Basic of Industrial Gear BoxesDocumento84 pagineDesign Basic of Industrial Gear Boxesalfatih1407497100% (2)
- International Journal of Engineering Research and DevelopmentDocumento8 pagineInternational Journal of Engineering Research and DevelopmentIJERDNessuna valutazione finora
- Design Report MCE 412 VDocumento19 pagineDesign Report MCE 412 VGebra TogunNessuna valutazione finora
- Machine Design Elements and AssembliesDa EverandMachine Design Elements and AssembliesValutazione: 3.5 su 5 stelle3.5/5 (2)
- BQ-Window & MirrorDocumento1 paginaBQ-Window & MirrorManu KhodNessuna valutazione finora
- Marriage RuleDocumento1 paginaMarriage RuleManu KhodNessuna valutazione finora
- 3rd Year Add. & Mob. Nos.Documento31 pagine3rd Year Add. & Mob. Nos.Manu KhodNessuna valutazione finora
- Mess RebateDocumento1 paginaMess RebateManu KhodNessuna valutazione finora
- 16 - 1 - 1 - Health Advt. 2015Documento10 pagine16 - 1 - 1 - Health Advt. 2015Manu KhodNessuna valutazione finora
- 6 A.teaching Learning Plan ADocumento2 pagine6 A.teaching Learning Plan AManu KhodNessuna valutazione finora
- MIT2 092F09 Lec23Documento4 pagineMIT2 092F09 Lec23Manu KhodNessuna valutazione finora
- MIT2 092F09 DynamicsDocumento18 pagineMIT2 092F09 DynamicsManu KhodNessuna valutazione finora
- Forecasting Techniques: Dr. C. Lightner Fayetteville State University 1Documento46 pagineForecasting Techniques: Dr. C. Lightner Fayetteville State University 1rajeevnaval1Nessuna valutazione finora
- Industrial Engineering 2011 Ies AcademyDocumento20 pagineIndustrial Engineering 2011 Ies AcademyManu KhodNessuna valutazione finora
- Chapter 2Documento12 pagineChapter 2ahishbNessuna valutazione finora
- Heat Exchanger Part 1 PDFDocumento22 pagineHeat Exchanger Part 1 PDFRyu RyloNessuna valutazione finora
- Stress ConcentrationDocumento10 pagineStress ConcentrationManu KhodNessuna valutazione finora
- Industrial Engineering 2011 Ies AcademyDocumento20 pagineIndustrial Engineering 2011 Ies AcademyManu KhodNessuna valutazione finora
- CC19 Group 1 Lab Report 2Documento7 pagineCC19 Group 1 Lab Report 2PHƯỚC DƯƠNG THANHNessuna valutazione finora
- Math Ia PDFDocumento12 pagineMath Ia PDFShreyasSNessuna valutazione finora
- Cutnell - Physics 6eDocumento10 pagineCutnell - Physics 6eRubilyn RamosNessuna valutazione finora
- General Physics 1: Quarter 2 - Module 1Documento39 pagineGeneral Physics 1: Quarter 2 - Module 1Leica MarielNessuna valutazione finora
- Vortices in Super Uid: TheoryDocumento20 pagineVortices in Super Uid: Theoryfernando4talaveraNessuna valutazione finora
- A Method For The Assessment and Compensation of Positioning Errors inDocumento14 pagineA Method For The Assessment and Compensation of Positioning Errors ingorka.sarabiaNessuna valutazione finora
- Guidance and Control of Artillery ProjectileDocumento8 pagineGuidance and Control of Artillery Projectilescorpion_l_81Nessuna valutazione finora
- GravitationDocumento7 pagineGravitationRaju SinghNessuna valutazione finora
- Judo TechniquesDocumento46 pagineJudo TechniquesAnonymous f3iGLjxNessuna valutazione finora
- Heller 4 Axe - ENDocumento32 pagineHeller 4 Axe - ENDelia PalerNessuna valutazione finora
- Mouser SensorsectionDocumento34 pagineMouser SensorsectionalltheloveintheworldNessuna valutazione finora
- Chapter 11【Rotation of a Rigid Body about a Fixed Axis】Documento26 pagineChapter 11【Rotation of a Rigid Body about a Fixed Axis】陳慶銘Nessuna valutazione finora
- Neet (Aipmt) PDFDocumento114 pagineNeet (Aipmt) PDFPallav JainNessuna valutazione finora
- GDand TDocumento83 pagineGDand TJitendra BagalNessuna valutazione finora
- Hygienix2015 911 Thomas Ehlert Adhesive Free Ultrasonic Elastic Attachment PDFDocumento57 pagineHygienix2015 911 Thomas Ehlert Adhesive Free Ultrasonic Elastic Attachment PDFbellesuperNessuna valutazione finora
- A Review On Numerical and Experimental StudyDocumento4 pagineA Review On Numerical and Experimental StudyAbhijit GhoshNessuna valutazione finora
- Chapter 1 - Introduction To Machinery PrinciplesDocumento51 pagineChapter 1 - Introduction To Machinery PrinciplesGopinath SubramaniNessuna valutazione finora
- KUKA Motor Data KR C4 enDocumento61 pagineKUKA Motor Data KR C4 enИгорь67% (3)
- Tooth Movement in OrthodonticsDocumento45 pagineTooth Movement in Orthodonticsarshabharata100% (1)
- Elecon Coupling Geared Bzwe BZWGDocumento8 pagineElecon Coupling Geared Bzwe BZWGgaurang3005Nessuna valutazione finora
- BSF Head Constable Previous Year Papers RO 22 September 2019 - EnglishDocumento77 pagineBSF Head Constable Previous Year Papers RO 22 September 2019 - EnglishKrishan SainiNessuna valutazione finora
- TOM Exp.Documento9 pagineTOM Exp.Aneesh KumarNessuna valutazione finora
- 1 5 DDocumento6 pagine1 5 DEmperor89Nessuna valutazione finora
- TBIMOTION RotarySeries 19.09 (EN) PDFDocumento25 pagineTBIMOTION RotarySeries 19.09 (EN) PDFscooba84Nessuna valutazione finora
- Module 7 ES7Documento15 pagineModule 7 ES7Mel John ClementeNessuna valutazione finora
- Seat WorksDocumento2 pagineSeat WorksHueyNessuna valutazione finora
- A Text Book On Engineering Mechanics PDFDocumento14 pagineA Text Book On Engineering Mechanics PDFNeerajKumar22% (9)
- Catalog Reductor Armonic Cu RulmentiDocumento20 pagineCatalog Reductor Armonic Cu RulmentiAkeidirNessuna valutazione finora
- College PhysicsDocumento23 pagineCollege PhysicsDiana Lync SapurasNessuna valutazione finora
- EquilibriumDocumento54 pagineEquilibriumHera Via Faith LaraquelNessuna valutazione finora