Potrebbero piacerti anche
- Liquid Membranes: Principles and Applications in Chemical Separations and Wastewater TreatmentDa EverandLiquid Membranes: Principles and Applications in Chemical Separations and Wastewater TreatmentNessuna valutazione finora
- Fluidisation ReportDocumento29 pagineFluidisation ReportBenjamin Jie100% (2)
- Flow Through Packed Fixed and Fluidized Beds PDFDocumento7 pagineFlow Through Packed Fixed and Fluidized Beds PDFelisya diantyNessuna valutazione finora
- Fludized BedDocumento11 pagineFludized BedHaiqal AzizNessuna valutazione finora
- Series and Parallel PumpsDocumento11 pagineSeries and Parallel PumpsKevin Devastian100% (1)
- Investigation of Liquid-Solid and Gas-Solid Fluidized BedDocumento18 pagineInvestigation of Liquid-Solid and Gas-Solid Fluidized Bedmahbub1332100% (1)
- Gas Diffusion ExperimentDocumento18 pagineGas Diffusion ExperimentMuhammad NasrulNessuna valutazione finora
- Suspension Od Solid Particles (Revised Report)Documento7 pagineSuspension Od Solid Particles (Revised Report)michsantosNessuna valutazione finora
- Exp 4-Fuid MixingDocumento26 pagineExp 4-Fuid MixingNawal DaBomb100% (1)
- Fluidised Bed - ReportDocumento28 pagineFluidised Bed - ReportAidan ThomsonNessuna valutazione finora
- Heat Transfer Lab - Experiment 7 - Heat Transfer From A FinDocumento11 pagineHeat Transfer Lab - Experiment 7 - Heat Transfer From A FinJordan Hines75% (4)
- SedimentationDocumento7 pagineSedimentationgrkhari1100% (2)
- Plate and Frame Filter Press PDFDocumento8 paginePlate and Frame Filter Press PDFjamaiiicaNessuna valutazione finora
- Diffusivity of Liquid Into LiquidDocumento8 pagineDiffusivity of Liquid Into LiquidZahraa GhanemNessuna valutazione finora
- FluidisationDocumento14 pagineFluidisationJuno LowNessuna valutazione finora
- Isothermal Semi-Batch Reactor PPT RJC SirDocumento16 pagineIsothermal Semi-Batch Reactor PPT RJC Sirsdjdsf100% (1)
- Exp1 - Fixed and Fluidized BedDocumento3 pagineExp1 - Fixed and Fluidized BedAhmedNessuna valutazione finora
- Fluidized Bed A14Documento8 pagineFluidized Bed A14lovelygirl_256Nessuna valutazione finora
- Fluidization Post Laboratory ReportDocumento25 pagineFluidization Post Laboratory ReportGail100% (1)
- Fixed and Fluidized Bed ExperimentDocumento9 pagineFixed and Fluidized Bed Experimentsunlias50% (2)
- Final Lab Report Group 1 Flow Through Fluidized BedsDocumento47 pagineFinal Lab Report Group 1 Flow Through Fluidized BedsCharlie CB Portner100% (2)
- Experiment On Performance of Centrifugal PumpDocumento7 pagineExperiment On Performance of Centrifugal PumpSyfNessuna valutazione finora
- Fixed Bed and Fluidized BedDocumento33 pagineFixed Bed and Fluidized Bedشاكر العاقلNessuna valutazione finora
- Experiment 2 - Study of Packed Column DistillationDocumento7 pagineExperiment 2 - Study of Packed Column DistillationAdawiyah Az-zahra100% (1)
- Study of Mass Transfer Coefficient in A Wetted Wall Column: ICCPGE 2016, 1, 201 - 209Documento9 pagineStudy of Mass Transfer Coefficient in A Wetted Wall Column: ICCPGE 2016, 1, 201 - 209Siraj AL sharifNessuna valutazione finora
- Prelab 2 Gas AbsorptionDocumento5 paginePrelab 2 Gas AbsorptionDean Joyce AlborotoNessuna valutazione finora
- Experiment 3 - Fixed and Fluidized BedDocumento12 pagineExperiment 3 - Fixed and Fluidized BedNajmul Puda PappadamNessuna valutazione finora
- Packed Bed Distillation Column Lab ReportDocumento13 paginePacked Bed Distillation Column Lab ReportShamini Sathivel100% (6)
- My Diffusion of A Gas ReportDocumento22 pagineMy Diffusion of A Gas ReportEmonbeifo Efosasere100% (3)
- Characterization of Solid ParticlesDocumento8 pagineCharacterization of Solid ParticlesShary Mosquera50% (2)
- GAS ABSORPTION - ReportDocumento6 pagineGAS ABSORPTION - Reportgzairene8762Nessuna valutazione finora
- Climbing FilmDocumento34 pagineClimbing FilmTunji Aminu100% (1)
- Chemical Engineering Laboratory For Unit Operations 2 (Adamson University and de La Salle University)Documento91 pagineChemical Engineering Laboratory For Unit Operations 2 (Adamson University and de La Salle University)Micahmae Morbs100% (1)
- Tray Distillation Column With RefluxDocumento26 pagineTray Distillation Column With RefluxMelvin MoorNessuna valutazione finora
- Exp. 8 Diffusion of Sodium Chloride in WaterDocumento6 pagineExp. 8 Diffusion of Sodium Chloride in WaterElaine Pui100% (1)
- Sample Problems On Gas AbsorptionDocumento2 pagineSample Problems On Gas AbsorptionKevin Laganao67% (3)
- Practice Problems in Absorption and HumidificationDocumento4 paginePractice Problems in Absorption and HumidificationJenna BraszNessuna valutazione finora
- Climbing Film EvaporatorDocumento8 pagineClimbing Film EvaporatorPelin Yazgan BirgiNessuna valutazione finora
- Fluid Flow PracticalDocumento24 pagineFluid Flow PracticalRichardt Loots40% (5)
- Gaseous Diffusion CoefficientDocumento17 pagineGaseous Diffusion CoefficientAddiaAzizan93% (14)
- Fluid Mixing ExpDocumento9 pagineFluid Mixing ExpNawal DaBombNessuna valutazione finora
- APT300S Tutorial - RefrigerationDocumento2 pagineAPT300S Tutorial - Refrigerationcarleston thurgood0% (1)
- CONTINUOUS DistillationDocumento5 pagineCONTINUOUS DistillationNaseer SattarNessuna valutazione finora
- Gas Diffusion UnitDocumento20 pagineGas Diffusion Unitsolehah misniNessuna valutazione finora
- Gas AbsorptionDocumento19 pagineGas AbsorptionAnonymous NyvKBW100% (3)
- Al Duri Tutorial1 AbsorptionDocumento2 pagineAl Duri Tutorial1 AbsorptionJia YiNessuna valutazione finora
- Experiment 8: Fixed and Fluidized BedDocumento6 pagineExperiment 8: Fixed and Fluidized BedTuğbaNessuna valutazione finora
- Single Effect Evaporator 2Documento22 pagineSingle Effect Evaporator 2Shailesh Lohare100% (1)
- Experiment 4: Gas Diffusion Coefficient: KeywordsDocumento9 pagineExperiment 4: Gas Diffusion Coefficient: KeywordsMuhd Mukhrizan100% (3)
- Lab Report 1 Tray DrierDocumento7 pagineLab Report 1 Tray Drier_never_mind_100% (1)
- Absorption in Packed Bed Lab ManualDocumento5 pagineAbsorption in Packed Bed Lab ManualAshish Verma100% (1)
- Modeling in Transport Phenomena: A Conceptual ApproachDa EverandModeling in Transport Phenomena: A Conceptual ApproachValutazione: 3 su 5 stelle3/5 (2)
- Chemical Engineering in Practise 3: Fluidised BedsDocumento12 pagineChemical Engineering in Practise 3: Fluidised BedsYaz SwedanNessuna valutazione finora
- Flow Through Packed Beds: Group 11 Yuan Jia, Yan Li, David Hlavka April 29, 2009Documento23 pagineFlow Through Packed Beds: Group 11 Yuan Jia, Yan Li, David Hlavka April 29, 2009briankuletNessuna valutazione finora
- Ergun Equation ValidationDocumento18 pagineErgun Equation ValidationAtikur Rahman100% (1)
- Lab 2Documento12 pagineLab 2Carlos DiazNessuna valutazione finora
- Gas Flow and Pressure Drop Through Moving BedsDocumento7 pagineGas Flow and Pressure Drop Through Moving BedsGiovanny MateusNessuna valutazione finora
- Disscussion - Conclusion SoilDocumento3 pagineDisscussion - Conclusion SoilSyed Zulfaizzuan AljufriNessuna valutazione finora
- Lab Report 1Documento26 pagineLab Report 1ParvinNessuna valutazione finora
- Experimental Thermal and Fluid Science: Szu Hsien Liu, Rong Fung Huang, Chuang An LinDocumento11 pagineExperimental Thermal and Fluid Science: Szu Hsien Liu, Rong Fung Huang, Chuang An LinAli HusseiniNessuna valutazione finora
- Ds Vortex SwirlDocumento37 pagineDs Vortex Swirlabhishek dubeyNessuna valutazione finora
- Pipeline GRWM Design-400.Documento134 paginePipeline GRWM Design-400.aberraNessuna valutazione finora
- Seawater Intake Optimization Study - MWWD2016Documento6 pagineSeawater Intake Optimization Study - MWWD2016MVNessuna valutazione finora
- HeatDocumento12 pagineHeatmohamedNessuna valutazione finora
- Aset WTP HarapanDocumento7 pagineAset WTP HarapanReinhard SimbolonNessuna valutazione finora
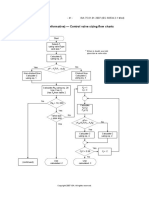
- Annex B (Informative) - Control Valve Sizing Flow Charts: - 41 - ISA-75.01.01-2007 (IEC 60534-2-1 Mod)Documento3 pagineAnnex B (Informative) - Control Valve Sizing Flow Charts: - 41 - ISA-75.01.01-2007 (IEC 60534-2-1 Mod)Abhishek Kumar SinhaNessuna valutazione finora
- Un Peu D'histoire en Mécanique Des Fluides, LPA S5 2009-2010, Daniel HuilierDocumento6 pagineUn Peu D'histoire en Mécanique Des Fluides, LPA S5 2009-2010, Daniel HuilierAbdelghafour SaidiNessuna valutazione finora
- Applied Fluid Mechanics: Viscosity of FluidsDocumento22 pagineApplied Fluid Mechanics: Viscosity of FluidsMaggie HepditchNessuna valutazione finora
- CE 137 - C - Final Exam Answers PDFDocumento9 pagineCE 137 - C - Final Exam Answers PDFMarsolito PuaNessuna valutazione finora
- Computational Fluid Dynamics Course Information: by Dr. A. Nurye Faculty of Mechanical Engineering Nurye@ump - Edu.myDocumento8 pagineComputational Fluid Dynamics Course Information: by Dr. A. Nurye Faculty of Mechanical Engineering Nurye@ump - Edu.myeldrainyNessuna valutazione finora
- Fluid Mechanics Project Search and ExperDocumento26 pagineFluid Mechanics Project Search and ExperMithileshNessuna valutazione finora
- Aerodynamics and Stability Glossary PDFDocumento14 pagineAerodynamics and Stability Glossary PDFChegrani AhmedNessuna valutazione finora
- Design and Build Dinghy Manual 2020Documento78 pagineDesign and Build Dinghy Manual 2020Joao Calinho100% (2)
- Plantwide Control of Industrial ProcesseDocumento14 paginePlantwide Control of Industrial ProcesseJose murciaNessuna valutazione finora
- Fuel Processing Technology: Roman Weber, Marco Mancini, Natalia Schaffel-Mancini, Tomasz KupkaDocumento16 pagineFuel Processing Technology: Roman Weber, Marco Mancini, Natalia Schaffel-Mancini, Tomasz KupkaJubert Angelo Ramos ParedesNessuna valutazione finora
- Pipe Flow ExpertDocumento4 paginePipe Flow Expertdchz_62Nessuna valutazione finora
- Master Thesis Final Espen Kleppa-1Documento143 pagineMaster Thesis Final Espen Kleppa-1Patrick SilvaNessuna valutazione finora
- CH 12Documento120 pagineCH 12PhimjunkieNessuna valutazione finora
- Pipe IDocumento40 paginePipe IMegelJoshuaRamiterre100% (1)
- WEEK 7 Introduction To Mechanical EngineeringDocumento42 pagineWEEK 7 Introduction To Mechanical EngineeringRahim AssaniNessuna valutazione finora
- Drag Force in Flow Over A BodyDocumento11 pagineDrag Force in Flow Over A Bodyamin67% (3)
- Twisted Tube PDFDocumento9 pagineTwisted Tube PDFsaverrNessuna valutazione finora
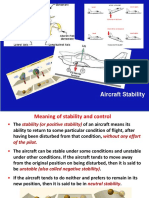
- Aircraft StabilityDocumento21 pagineAircraft StabilityPrasad Chamarajanagar100% (1)
- Hydro Mechanicaltransmissions Tmms10Documento10 pagineHydro Mechanicaltransmissions Tmms10Arun Raj KhannaNessuna valutazione finora
- CHE Designing Spiral Heat Exchanger - May 1970Documento10 pagineCHE Designing Spiral Heat Exchanger - May 1970John Urdaneta100% (2)
- Thesis - Rumiantcev RomanDocumento45 pagineThesis - Rumiantcev RomanPaul McNessuna valutazione finora
- Wind Load Predicting - How Could CFD Replaced Wind Tunnel TestDocumento15 pagineWind Load Predicting - How Could CFD Replaced Wind Tunnel TestadiNessuna valutazione finora
- Lab 3 Impact of Jets Virtual Lab F2020 v2Documento5 pagineLab 3 Impact of Jets Virtual Lab F2020 v2mabdoljavadiNessuna valutazione finora
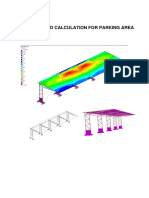
- LOAD & MEMBER CALCULATION FOR PARKING AREA OnsiteDocumento7 pagineLOAD & MEMBER CALCULATION FOR PARKING AREA OnsiteCalvin SitorusNessuna valutazione finora