Potrebbero piacerti anche
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Blade SJB Metal Wood - 2017Documento1 paginaBlade SJB Metal Wood - 2017Irfan ShahNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Iesco Online Billl PDFDocumento1 paginaIesco Online Billl PDFIrfan Shah0% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Compound Interest Formula - ExplainedDocumento4 pagineCompound Interest Formula - ExplainedIrfan ShahNessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Recip. Saw Blade UB 15 1014 (45) : Ordering & Product Details Check AvailabilityDocumento7 pagineRecip. Saw Blade UB 15 1014 (45) : Ordering & Product Details Check AvailabilityIrfan ShahNessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Top 10 Greatest Scientists Who Changed The World - LinkedInDocumento6 pagineTop 10 Greatest Scientists Who Changed The World - LinkedInIrfan ShahNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Development of Carbon Carbon Composites ForDocumento5 pagineDevelopment of Carbon Carbon Composites ForIrfan ShahNessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Samsung IP 2Documento4 pagineSamsung IP 2Irfan ShahNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Do The Professional Ethics of Chemists and Engineers Differ?Documento14 pagineDo The Professional Ethics of Chemists and Engineers Differ?Irfan ShahNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Forecasting Mango Production in PakistanDocumento8 pagineForecasting Mango Production in PakistanIrfan ShahNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Technical AspectsDocumento16 pagineTechnical AspectsIrfan ShahNessuna valutazione finora
- Psot Harvest MangoDocumento32 paginePsot Harvest MangoIrfan ShahNessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- 7th NAT 2013 FinalDocumento4 pagine7th NAT 2013 FinalRazi BaigNessuna valutazione finora
- UrduDocumento7 pagineUrduafic219473Nessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- HEC Ranking of 2012, Program WiseDocumento1 paginaHEC Ranking of 2012, Program WiseIrfan ShahNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- N Rimer 1Documento12 pagineN Rimer 1Irfan ShahNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- NUST Entry Test 2013 Sample PaperDocumento3 pagineNUST Entry Test 2013 Sample PaperShawn Parker79% (29)
- CeramicDocumento6 pagineCeramicHananNessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- HATCH Furnace Technology CutDocumento24 pagineHATCH Furnace Technology CutBernie_Garcia__9886Nessuna valutazione finora
- The Periodic Table PresentationDocumento10 pagineThe Periodic Table PresentationSingh GurleenNessuna valutazione finora
- Astm A747 Standard Specification For Steel Castings Stainless Precipitation Hardening PDFDocumento4 pagineAstm A747 Standard Specification For Steel Castings Stainless Precipitation Hardening PDFel_apache10Nessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- S.6 Chemistry of Aluminium, Group IV Group VIIDocumento78 pagineS.6 Chemistry of Aluminium, Group IV Group VIIABEL JEDIDIAHNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Identification and Laboratory Assessment of Best Practices To Protect DOT Equipment From The Corrosive Effect of Chemical DeicersDocumento217 pagineIdentification and Laboratory Assessment of Best Practices To Protect DOT Equipment From The Corrosive Effect of Chemical DeicershemajsuryaNessuna valutazione finora
- Iit Delhi: General OutlineDocumento14 pagineIit Delhi: General OutlineAshit KumarNessuna valutazione finora
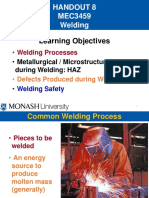
- Welding IntroDocumento38 pagineWelding IntroAloysi DelouizaNessuna valutazione finora
- Lecture - Week 2 - Introduction To SteelDocumento49 pagineLecture - Week 2 - Introduction To SteelAhmed MaherNessuna valutazione finora
- Buffoli Booklet - USA PhoscoatingDocumento138 pagineBuffoli Booklet - USA PhoscoatingMark GarrettNessuna valutazione finora
- Tech Spec Method of MeasurementDocumento99 pagineTech Spec Method of MeasurementKidist MollaNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- SMKCL Chemistry Monthly Test 1 F5 2009Documento5 pagineSMKCL Chemistry Monthly Test 1 F5 2009MarziahAsmawiNessuna valutazione finora
- Annex 1 - Titration Method For Determining Salt Iodate and Iodide ContentDocumento5 pagineAnnex 1 - Titration Method For Determining Salt Iodate and Iodide ContentFTIR FSTUNAIRNessuna valutazione finora
- Extracting MetalsDocumento14 pagineExtracting MetalsSusan ChongNessuna valutazione finora
- Volcanogenic Massive Sulfide Deposits: MD Hannington, University of Ottawa, Ottawa, ON, CanadaDocumento26 pagineVolcanogenic Massive Sulfide Deposits: MD Hannington, University of Ottawa, Ottawa, ON, CanadaAbraham Alejandro Arana VilcaNessuna valutazione finora
- Passive Layer (EDTA Cleaning)Documento7 paginePassive Layer (EDTA Cleaning)coincoin1Nessuna valutazione finora
- Chapter IDocumento11 pagineChapter IMUKESH MANWANINessuna valutazione finora
- Ferrates. Synthesis, Properties, and Applications in Water and Wastewater Treatment-American Chemical Society (2008)Documento511 pagineFerrates. Synthesis, Properties, and Applications in Water and Wastewater Treatment-American Chemical Society (2008)dow2008Nessuna valutazione finora
- Coeficiente de RozamientoDocumento2 pagineCoeficiente de RozamientoThomasNessuna valutazione finora
- FEOL (Front End of Line: Substrate Process, The First Half of Wafer Processing)Documento17 pagineFEOL (Front End of Line: Substrate Process, The First Half of Wafer Processing)karthikNessuna valutazione finora
- Training in Tractel Tirfor India PVTDocumento106 pagineTraining in Tractel Tirfor India PVTAnonymous QAPuWyDNessuna valutazione finora
- Surface Finishing OperationsDocumento88 pagineSurface Finishing OperationsKodeboyina Chandramohan100% (1)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Photographic Industry 1Documento65 pagineThe Photographic Industry 1HagosMebrahtuNessuna valutazione finora
- Dental Materials (Review Center)Documento11 pagineDental Materials (Review Center)yellow rangerNessuna valutazione finora
- Design Codes & StandardsDocumento21 pagineDesign Codes & StandardsJay Omana50% (2)
- Metals and Its ApplicationsDocumento4 pagineMetals and Its Applicationsmargareth bumatayNessuna valutazione finora
- The Periodic Table of ElementsDocumento1 paginaThe Periodic Table of ElementsAndrew KennedyNessuna valutazione finora
- Machine Design Examination 15Documento5 pagineMachine Design Examination 15SYBRELLE CRUZNessuna valutazione finora
- 2nd Year Chemistry Mcqs Notes ChapterwiseDocumento150 pagine2nd Year Chemistry Mcqs Notes ChapterwiseRaheem Ullah KakarNessuna valutazione finora
- Heat TreatmentDocumento56 pagineHeat TreatmentAakarsh RastogiNessuna valutazione finora
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesDa EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesValutazione: 4 su 5 stelle4/5 (2)
- A Practical Handbook for Drilling Fluids ProcessingDa EverandA Practical Handbook for Drilling Fluids ProcessingNessuna valutazione finora