Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- POSKOM 매뉴얼Documento115 paginePOSKOM 매뉴얼Dân Nguyễn Tấn100% (5)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Value Stream Mapping ProcessDocumento40 pagineValue Stream Mapping ProcessAtifKhan100% (10)
- High-Speed PCB Design Guide - January 2023Documento116 pagineHigh-Speed PCB Design Guide - January 2023Muzaffer NizamNessuna valutazione finora
- Overview - Ing LDocumento2 pagineOverview - Ing LselchukalkanNessuna valutazione finora
- Gelato - Pastry ShowcasesDocumento28 pagineGelato - Pastry ShowcasesselchukalkanNessuna valutazione finora
- B2B Ing LDocumento60 pagineB2B Ing LselchukalkanNessuna valutazione finora
- Question Bank Linear Control SystemsDocumento15 pagineQuestion Bank Linear Control SystemsarafatasgharNessuna valutazione finora
- 130403control System - Unit12Documento4 pagine130403control System - Unit12Nitin GoyalNessuna valutazione finora
- Minimum IAE Tuning RulesDocumento11 pagineMinimum IAE Tuning RulesjgkrishnanNessuna valutazione finora
- Monitoring Relays: SIRIUS 3UG Monitoring Relays For Stand-Alone InstallationDocumento8 pagineMonitoring Relays: SIRIUS 3UG Monitoring Relays For Stand-Alone InstallationDarwin LealNessuna valutazione finora
- DC Motor PD Control To SpecificationDocumento8 pagineDC Motor PD Control To Specificationayma.tahrNessuna valutazione finora
- Model-Reference Adaptive Control BasedDocumento8 pagineModel-Reference Adaptive Control BasedEzzeldin Balla MohamedNessuna valutazione finora
- B - Lecture6 Time-Domain Specifications Automatic Control SystemDocumento18 pagineB - Lecture6 Time-Domain Specifications Automatic Control SystemAbaziz Mousa OutlawZzNessuna valutazione finora
- Solutions: Gs Sa SPSP App or PpaDocumento25 pagineSolutions: Gs Sa SPSP App or PpaMichaelNessuna valutazione finora
- MATLAB Design1Documento1 paginaMATLAB Design1shammas mohamedNessuna valutazione finora
- Modeling of Physical Systems Using Simulink.: Control System Lab 3Documento8 pagineModeling of Physical Systems Using Simulink.: Control System Lab 3AYESHA FAHEEMNessuna valutazione finora
- Experiment No: 2 Determine The Step Response of First Order and Second Order System and Obtain Their Transfer FunctionDocumento11 pagineExperiment No: 2 Determine The Step Response of First Order and Second Order System and Obtain Their Transfer FunctionYAKALA RAVIKUMARNessuna valutazione finora
- BukuDocumento6 pagineBukuAsep SaefullohNessuna valutazione finora
- Process Control ReportDocumento20 pagineProcess Control ReportTarani TharanNessuna valutazione finora
- Aerial Robotics Lecture 1B - 2 Dynamics and 1-D Linear ControlDocumento8 pagineAerial Robotics Lecture 1B - 2 Dynamics and 1-D Linear ControlIain McCulloch100% (1)
- Geophones or Accelerometers BCE Technical Note 10Documento3 pagineGeophones or Accelerometers BCE Technical Note 10Tony ChanNessuna valutazione finora
- 147 337 1 SM PDFDocumento22 pagine147 337 1 SM PDFFitria IdrusNessuna valutazione finora
- Ds191 Xc7z030 Xc7z045 Ac - DC CharsDocumento76 pagineDs191 Xc7z030 Xc7z045 Ac - DC CharsEvrim AltanNessuna valutazione finora
- Modeling, Simulation and Control of A Robotic Arm PDFDocumento7 pagineModeling, Simulation and Control of A Robotic Arm PDFshivaramreddyNessuna valutazione finora
- ISH99 CommonDocumento5 pagineISH99 CommonDanail DachevNessuna valutazione finora
- Modul 3Documento7 pagineModul 3Rifki YafiNessuna valutazione finora
- Experiment # 3 Title:: ObjectiveDocumento8 pagineExperiment # 3 Title:: ObjectiveUsama MughalNessuna valutazione finora
- Design of An Antenna Azimuth Position Control SystemDocumento12 pagineDesign of An Antenna Azimuth Position Control SystemUche PaulNessuna valutazione finora
- Siso-Gpcit: Generalized Predictive ControlDocumento43 pagineSiso-Gpcit: Generalized Predictive ControlsalgulsenNessuna valutazione finora
- Homework 5-Trà Quốc Khang-1951149Documento6 pagineHomework 5-Trà Quốc Khang-1951149Khang Trà QuốcNessuna valutazione finora
- Group Assignment Control Engineering (Gp10)Documento28 pagineGroup Assignment Control Engineering (Gp10)putri farrahNessuna valutazione finora
- Geas ReviewerDocumento4 pagineGeas Reviewerlarla_18Nessuna valutazione finora
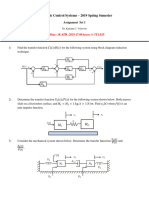
- Acs 2019s1 Assn1Documento5 pagineAcs 2019s1 Assn1MiraelNessuna valutazione finora
- DampingDocumento8 pagineDampingmoizNessuna valutazione finora