Potrebbero piacerti anche
- Thyssenkrupp Electrical Steel GMBHDocumento32 pagineThyssenkrupp Electrical Steel GMBHRichard SyNessuna valutazione finora
- SR 4Documento12 pagineSR 4Parker333Nessuna valutazione finora
- Thick Film Metal Oxide Resistors (CSK - Series) : Cermet Resistronics Pvt. LTDDocumento1 paginaThick Film Metal Oxide Resistors (CSK - Series) : Cermet Resistronics Pvt. LTDkgskgmNessuna valutazione finora
- Catenary CatlogueDocumento19 pagineCatenary CatlogueSrikantha ThotagamuwaNessuna valutazione finora
- Mflrf114scctcpa002 1-14SFDocumento1 paginaMflrf114scctcpa002 1-14SFmicroqualNessuna valutazione finora
- 6969-350 FlextensionalDocumento8 pagine6969-350 FlextensionalAdnan QaseemNessuna valutazione finora
- MIC6A10 Diode DatasheetDocumento2 pagineMIC6A10 Diode DatasheetTI IgnitorsNessuna valutazione finora
- LG Bus Duct System: Leader in Electrics & AutomationDocumento51 pagineLG Bus Duct System: Leader in Electrics & AutomationRajneesh KatochNessuna valutazione finora
- Motor Starter Switches Product Bulletin - Q-313Documento4 pagineMotor Starter Switches Product Bulletin - Q-313Luis LoydeNessuna valutazione finora
- PC WireDocumento7 paginePC Wirejupe01Nessuna valutazione finora
- Beyma 15MI100Documento2 pagineBeyma 15MI100Spssps SpsNessuna valutazione finora
- Southwire HandoutDocumento52 pagineSouthwire HandoutHemendra Jani100% (1)
- N2XYDocumento5 pagineN2XYRinda_RaynaNessuna valutazione finora
- ASTM Conductor Spec SheetsDocumento27 pagineASTM Conductor Spec Sheetsjavad4531Nessuna valutazione finora
- General Condition Relating To ElectricityDocumento26 pagineGeneral Condition Relating To Electricitykousik_inNessuna valutazione finora
- NYBYDocumento5 pagineNYBYEnnoAjeyNessuna valutazione finora
- NYSYDocumento5 pagineNYSYsaturasatuNessuna valutazione finora
- N2XSYDocumento5 pagineN2XSYRinda_RaynaNessuna valutazione finora
- Mini BCH Make Limit SwitchesDocumento6 pagineMini BCH Make Limit SwitchesAbhinay SuratkarNessuna valutazione finora
- Medium Voltage Cable-FileDocumento66 pagineMedium Voltage Cable-FileKurama_MinatoNessuna valutazione finora
- Ak Dimax Hf-10 PDB 042312Documento12 pagineAk Dimax Hf-10 PDB 042312human bodyNessuna valutazione finora
- Nyfgby 2 X (1.5-300) MM 0.6/1 KVDocumento4 pagineNyfgby 2 X (1.5-300) MM 0.6/1 KVRahul DevaNessuna valutazione finora
- NA2XYDocumento5 pagineNA2XYAndri ProdjodiprodjoNessuna valutazione finora
- Our Mission: The Coax LeaderDocumento3 pagineOur Mission: The Coax LeaderArindam BanerjeeNessuna valutazione finora
- 3 KTA DesignguideDocumento32 pagine3 KTA Designguideodin_auerNessuna valutazione finora
- N2XBYDocumento5 pagineN2XBYcyuenkNessuna valutazione finora
- Cleat WiringDocumento8 pagineCleat WiringHaseeb NawazNessuna valutazione finora
- NAM Cat CombinedCh1Documento16 pagineNAM Cat CombinedCh1Thanh Do VanNessuna valutazione finora
- Spec 46311Documento2 pagineSpec 46311DI Vlad Peña PrietoNessuna valutazione finora
- LSIS Bus Duct System CatalogDocumento52 pagineLSIS Bus Duct System CatalogedcooNessuna valutazione finora
- Magnetizing ForceDocumento20 pagineMagnetizing ForcebluesurviverNessuna valutazione finora
- Electrical Cable GuideDocumento12 pagineElectrical Cable GuidesunilwadekarNessuna valutazione finora
- High Voltage Power Cables 2XS (F) 2Y - A2XS (F) 2YDocumento3 pagineHigh Voltage Power Cables 2XS (F) 2Y - A2XS (F) 2YNeven Ahmed HassanNessuna valutazione finora
- RZ1-K Power CableDocumento5 pagineRZ1-K Power CablegarysNessuna valutazione finora
- HCM634JDocumento8 pagineHCM634J3efooNessuna valutazione finora
- ZMS Cable CatalogDocumento28 pagineZMS Cable Catalogenghassanain6486Nessuna valutazione finora
- Tak Cheong: 1 Watt DO-41 Hermetically Sealed Glass Zener Voltage RegulatorsDocumento4 pagineTak Cheong: 1 Watt DO-41 Hermetically Sealed Glass Zener Voltage RegulatorsPantallazo AzulNessuna valutazione finora
- ALXION STK 4 Wind Turbine Permanentni GeneratorDocumento15 pagineALXION STK 4 Wind Turbine Permanentni GeneratorOgnjen Apendzija PuljicNessuna valutazione finora
- Data Sheet Kabel NA2XSEYDocumento5 pagineData Sheet Kabel NA2XSEYGansar KharismawanNessuna valutazione finora
- Datasheet Relay 12 V PDFDocumento7 pagineDatasheet Relay 12 V PDFturkceNessuna valutazione finora
- Sivacon 4RB PowerQualitySolution Pi enDocumento56 pagineSivacon 4RB PowerQualitySolution Pi enkiderilke100% (1)
- High Power Resistors: Type Bds 100 SeriesDocumento2 pagineHigh Power Resistors: Type Bds 100 Seriesmanjubd1Nessuna valutazione finora
- Na2Xsekfgby 3 X (25-300) MM 3.6/6 KVDocumento5 pagineNa2Xsekfgby 3 X (25-300) MM 3.6/6 KVRinda_RaynaNessuna valutazione finora
- SL 012S PeDocumento2 pagineSL 012S PeNikhil KumarNessuna valutazione finora
- 72.5-420kV Current TransformerDocumento4 pagine72.5-420kV Current TransformerPaulo CardosoNessuna valutazione finora
- NA2XSEBY KabelDocumento5 pagineNA2XSEBY KabelSemar AngNessuna valutazione finora
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDa EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNessuna valutazione finora
- Solution Manual for 100 Genesys Design Examples: Second EditionDa EverandSolution Manual for 100 Genesys Design Examples: Second EditionNessuna valutazione finora
- 110 Waveform Generator Projects for the Home ConstructorDa Everand110 Waveform Generator Projects for the Home ConstructorValutazione: 4 su 5 stelle4/5 (1)
- Boat Maintenance Companions: Electrics & Diesel Companions at SeaDa EverandBoat Maintenance Companions: Electrics & Diesel Companions at SeaNessuna valutazione finora
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsDa EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsValutazione: 4.5 su 5 stelle4.5/5 (10)
- Marine Electrical Practice: Marine Engineering SeriesDa EverandMarine Electrical Practice: Marine Engineering SeriesValutazione: 4 su 5 stelle4/5 (8)
- Insulation Co-ordination in High-voltage Electric Power SystemsDa EverandInsulation Co-ordination in High-voltage Electric Power SystemsValutazione: 4.5 su 5 stelle4.5/5 (5)
- Modern School For SaxophoneDocumento23 pagineModern School For SaxophoneAllen Demiter65% (23)
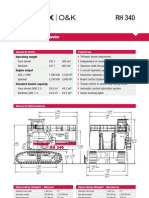
- Hydraulic Mining ExcavatorDocumento8 pagineHydraulic Mining Excavatorasditia_07100% (1)
- Guardcam InstructionsDocumento12 pagineGuardcam InstructionsCompuFix RepairsNessuna valutazione finora
- NIQS BESMM 4 BillDocumento85 pagineNIQS BESMM 4 BillAliNessuna valutazione finora
- Angle Grinder Gws 7 100 06013880f0Documento128 pagineAngle Grinder Gws 7 100 06013880f0Kartik ParmeshwaranNessuna valutazione finora
- PP Master Data Version 002Documento34 paginePP Master Data Version 002pranitNessuna valutazione finora
- Open Letter To Hon. Nitin Gadkari On Pothole Problem On National and Other Highways in IndiaDocumento3 pagineOpen Letter To Hon. Nitin Gadkari On Pothole Problem On National and Other Highways in IndiaProf. Prithvi Singh KandhalNessuna valutazione finora
- QP 12math Term 1Documento11 pagineQP 12math Term 1sarthakNessuna valutazione finora
- Famous Little Red Book SummaryDocumento6 pagineFamous Little Red Book SummaryMatt MurdockNessuna valutazione finora
- Kosher Leche Descremada Dairy America Usa Planta TiptonDocumento2 pagineKosher Leche Descremada Dairy America Usa Planta Tiptontania SaezNessuna valutazione finora
- Syllabus: What Is Artificial Intelligence? ProblemsDocumento66 pagineSyllabus: What Is Artificial Intelligence? ProblemsUdupiSri groupNessuna valutazione finora
- Steel Design Fourth Edition William T Segui Solution Manual 1Documento11 pagineSteel Design Fourth Edition William T Segui Solution Manual 1RazaNessuna valutazione finora
- Maritime Academy of Asia and The Pacific-Kamaya Point Department of AcademicsDocumento7 pagineMaritime Academy of Asia and The Pacific-Kamaya Point Department of Academicsaki sintaNessuna valutazione finora
- Network Fundamentas ITEC90Documento5 pagineNetwork Fundamentas ITEC90Psychopomp PomppompNessuna valutazione finora
- Speed, Velocity & Acceleration (Physics Report)Documento66 pagineSpeed, Velocity & Acceleration (Physics Report)Kristian Dave DivaNessuna valutazione finora
- Financial Management 2E: Rajiv Srivastava - Dr. Anil Misra Solutions To Numerical ProblemsDocumento5 pagineFinancial Management 2E: Rajiv Srivastava - Dr. Anil Misra Solutions To Numerical ProblemsParesh ShahNessuna valutazione finora
- How To Launch Remix OS For PCDocumento2 pagineHow To Launch Remix OS For PCfloapaaNessuna valutazione finora
- Organization Culture Impacts On Employee Motivation: A Case Study On An Apparel Company in Sri LankaDocumento4 pagineOrganization Culture Impacts On Employee Motivation: A Case Study On An Apparel Company in Sri LankaSupreet PurohitNessuna valutazione finora
- Ritesh Agarwal: Presented By: Bhavik Patel (Iu1981810008) ABHISHEK SHARMA (IU1981810001) VISHAL RATHI (IU1981810064)Documento19 pagineRitesh Agarwal: Presented By: Bhavik Patel (Iu1981810008) ABHISHEK SHARMA (IU1981810001) VISHAL RATHI (IU1981810064)Abhi SharmaNessuna valutazione finora
- Trade MarkDocumento2 pagineTrade MarkRohit ThoratNessuna valutazione finora
- WHO Guidelines For Drinking Water: Parameters Standard Limits As Per WHO Guidelines (MG/L)Documento3 pagineWHO Guidelines For Drinking Water: Parameters Standard Limits As Per WHO Guidelines (MG/L)114912Nessuna valutazione finora
- Эквивалентная Схема Мотра Теслы с Thomas2020Documento7 pagineЭквивалентная Схема Мотра Теслы с Thomas2020Алексей ЯмаNessuna valutazione finora
- MSC-MEPC.2-Circ.17 - 2019 Guidelines For The Carriage of Blends OfBiofuels and Marpol Annex I Cargoes (Secretariat)Documento4 pagineMSC-MEPC.2-Circ.17 - 2019 Guidelines For The Carriage of Blends OfBiofuels and Marpol Annex I Cargoes (Secretariat)DeepakNessuna valutazione finora
- Lesson Plan For Implementing NETSDocumento5 pagineLesson Plan For Implementing NETSLisa PizzutoNessuna valutazione finora
- Assignment 4Documento5 pagineAssignment 4Hafiz AhmadNessuna valutazione finora
- A Noble Noose of Methods - ExtendedDocumento388 pagineA Noble Noose of Methods - ExtendedtomasiskoNessuna valutazione finora
- Multimodal Essay FinalDocumento8 pagineMultimodal Essay Finalapi-548929971Nessuna valutazione finora
- 24 DPC-422 Maintenance ManualDocumento26 pagine24 DPC-422 Maintenance ManualalternativblueNessuna valutazione finora
- IcarosDesktop ManualDocumento151 pagineIcarosDesktop ManualAsztal TavoliNessuna valutazione finora
- Arduino Uno CNC ShieldDocumento11 pagineArduino Uno CNC ShieldMărian IoanNessuna valutazione finora