Potrebbero piacerti anche
- Automated Drilling Algorithms ImplementationDocumento11 pagineAutomated Drilling Algorithms ImplementationnanlingjigongNessuna valutazione finora
- Automated Drilling MachineDocumento14 pagineAutomated Drilling MachineVardhan ChipperNessuna valutazione finora
- 7 Fiorentini - RotarymetreDocumento8 pagine7 Fiorentini - RotarymetreuceskaNessuna valutazione finora
- BLDC Product GuideDocumento36 pagineBLDC Product GuidemjtbbhrmNessuna valutazione finora
- Sensus Mark II Turbine M-1070 R9Documento16 pagineSensus Mark II Turbine M-1070 R9Pablo Quiroga L.Nessuna valutazione finora
- Cutting Force Measurement: New Rotating Dynamometer For The Analysis of High Speed Cutting ProcessesDocumento15 pagineCutting Force Measurement: New Rotating Dynamometer For The Analysis of High Speed Cutting ProcessesAmR El SHeNaWyNessuna valutazione finora
- Design and Experimentation of A Roundness TesterDocumento47 pagineDesign and Experimentation of A Roundness Testerkndprasad01Nessuna valutazione finora
- Joining Systems New 960-283eDocumento16 pagineJoining Systems New 960-283eNenad IlicNessuna valutazione finora
- Low Cost Automation For Manufacturing of Conveyor Chain BushesDocumento6 pagineLow Cost Automation For Manufacturing of Conveyor Chain BushesRobinson PrabuNessuna valutazione finora
- Aitek Magnetic Pickups MPU Cat08 - SensorsDocumento40 pagineAitek Magnetic Pickups MPU Cat08 - SensorsJose Luis Castro Aguilar0% (1)
- Portable Drilling MachineDocumento34 paginePortable Drilling Machinechandrajanani05Nessuna valutazione finora
- Control System Design Process by VisSimDocumento6 pagineControl System Design Process by VisSimSreedhar MadichettyNessuna valutazione finora
- Shot Peening of Gear Components For The Automotive IndustryDocumento6 pagineShot Peening of Gear Components For The Automotive IndustryChethan K NarayanNessuna valutazione finora
- Dinamometre Fixe Si RotativeDocumento44 pagineDinamometre Fixe Si RotativeRaghuNessuna valutazione finora
- Menges CrowningDocumento8 pagineMenges CrowningTarun GuptaNessuna valutazione finora
- China Steel 2012-01-03 en SingleDocumento4 pagineChina Steel 2012-01-03 en SingleAlfonso Ignacio Mendieta MorinigoNessuna valutazione finora
- How To Spec A Mill GearDocumento8 pagineHow To Spec A Mill GearawfahaddadinNessuna valutazione finora
- Optimization o FDirectionalDrilling.....Documento49 pagineOptimization o FDirectionalDrilling.....Yusuf ThawabaNessuna valutazione finora
- Machine Tool Spindle UnitsDocumento22 pagineMachine Tool Spindle UnitsMaricel Cearmel100% (2)
- Parkison Gear TesterDocumento4 pagineParkison Gear TesterManoj SinghNessuna valutazione finora
- CammDocumento177 pagineCammbrar352Nessuna valutazione finora
- Centrifugal Compressors TheoryDocumento17 pagineCentrifugal Compressors Theoryvirendkumar75% (4)
- Vision System For Gauging and Automatic Straightening of Steel BarsDocumento10 pagineVision System For Gauging and Automatic Straightening of Steel BarsjayanthshettyNessuna valutazione finora
- Straight Differential Expansion - DMXDocumento4 pagineStraight Differential Expansion - DMXJurun_BidanshiNessuna valutazione finora
- Machine Tool Feed DrivesDocumento18 pagineMachine Tool Feed DrivesDoris ParaschivNessuna valutazione finora
- Manufacturing Machines and ToolsDocumento5 pagineManufacturing Machines and Tools2K18/ME/237 UJJWAL BHARTINessuna valutazione finora
- Performance Analysis of Mixed Flow Pump Impeller Using CFDDocumento6 paginePerformance Analysis of Mixed Flow Pump Impeller Using CFDFauzi AkmalNessuna valutazione finora
- Cement Testing - EquipmentDocumento16 pagineCement Testing - Equipmentgsv988Nessuna valutazione finora
- Bosch Common Rail Catalogue PDFDocumento12 pagineBosch Common Rail Catalogue PDFJATC90% (29)
- An Efficient Spur Gear Shaping Method Based On Homogenizing Cutting Area Through Variational Circular Feed RateDocumento15 pagineAn Efficient Spur Gear Shaping Method Based On Homogenizing Cutting Area Through Variational Circular Feed RateTemesgen HenokNessuna valutazione finora
- MQC ManualDocumento32 pagineMQC ManualPavan WaghNessuna valutazione finora
- VFD Pump MultiChannelCaseIIDocumento12 pagineVFD Pump MultiChannelCaseIISatender VermaNessuna valutazione finora
- Intro To CNCDocumento28 pagineIntro To CNCnaga100% (1)
- Catálogo GefranDocumento20 pagineCatálogo GefranRobsonNunesDalColNessuna valutazione finora
- Isarc2007-5.2 5 028 PDFDocumento6 pagineIsarc2007-5.2 5 028 PDFRobinson PrabuNessuna valutazione finora
- Saej 1459Documento6 pagineSaej 1459Nicole KeithNessuna valutazione finora
- Position Measurement On Machine ToolsDocumento13 paginePosition Measurement On Machine ToolsAriel GermainNessuna valutazione finora
- AlTek PickupsDocumento40 pagineAlTek PickupsLuis Alfonso Andler C.100% (1)
- Celda de CargaDocumento18 pagineCelda de CargaronainteNessuna valutazione finora
- Centrifugal Compressor Operation and MaintenanceDocumento16 pagineCentrifugal Compressor Operation and MaintenanceNEMSNessuna valutazione finora
- Numerical ModeizationDocumento13 pagineNumerical ModeizationJay KrishnaNessuna valutazione finora
- 2 New Solution of The Technological Process of Disc BrakesDocumento4 pagine2 New Solution of The Technological Process of Disc BrakesSlaven SuhiNessuna valutazione finora
- Chapter 1Documento17 pagineChapter 1shubhanshuNessuna valutazione finora
- Vibration Analysis and Acceptance StandardDocumento23 pagineVibration Analysis and Acceptance StandardEstebanRivera100% (2)
- UIUC 451 Interim PaperDocumento13 pagineUIUC 451 Interim Paperanon_996725493Nessuna valutazione finora
- D1 D19 (Vertex 33)Documento19 pagineD1 D19 (Vertex 33)Giane NavasNessuna valutazione finora
- Stepper Catalog en-US RevC enDocumento148 pagineStepper Catalog en-US RevC enJorge JuarezNessuna valutazione finora
- T T S R B V M S: Esting HE Usceptibility of Olling Earing Ibration Easurement YstemsDocumento6 pagineT T S R B V M S: Esting HE Usceptibility of Olling Earing Ibration Easurement YstemsLeilaNessuna valutazione finora
- Smith Meter Genesis Series: Positive Displacement MetersDocumento4 pagineSmith Meter Genesis Series: Positive Displacement MetersEnder ZenginobuzNessuna valutazione finora
- Poornima Group of Institutions Jaipur: Presentation OnDocumento31 paginePoornima Group of Institutions Jaipur: Presentation OnSakshiSharmaNessuna valutazione finora
- Lecture Note - CMM - 103300Documento32 pagineLecture Note - CMM - 103300Kif KimiNessuna valutazione finora
- Mitsubishi m700 CNC BrochureDocumento13 pagineMitsubishi m700 CNC BrochureDmitryNessuna valutazione finora
- Report For Pipe Line - 09.08.12Documento2 pagineReport For Pipe Line - 09.08.12vinod_eicsNessuna valutazione finora
- Compression Testing Machine CTMDocumento2 pagineCompression Testing Machine CTMmalaya tripathyNessuna valutazione finora
- Machine Tool 2007Documento15 pagineMachine Tool 2007simioncristescuNessuna valutazione finora
- Synthesis Report I: Project Funded by The Eljropean Community Under The B!? It'Eieuram ProgrammeDocumento16 pagineSynthesis Report I: Project Funded by The Eljropean Community Under The B!? It'Eieuram Programmeiso9002Nessuna valutazione finora
- Sub 1Documento6 pagineSub 1Aye Chan AungNessuna valutazione finora
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationDa EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNessuna valutazione finora
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisDa EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisValutazione: 4 su 5 stelle4/5 (2)
- Manual of Engineering Drawing: British and International StandardsDa EverandManual of Engineering Drawing: British and International StandardsValutazione: 3.5 su 5 stelle3.5/5 (4)
- PMRM-v1.0-cs02 - Privacy by Design - TemplateDocumento37 paginePMRM-v1.0-cs02 - Privacy by Design - TemplateShivesh RanjanNessuna valutazione finora
- Spot Welding 101Documento25 pagineSpot Welding 101PaulNessuna valutazione finora
- Eurologistica Hoses Exp Off LemaDocumento4 pagineEurologistica Hoses Exp Off LemacarlosjademasterNessuna valutazione finora
- Apollo OPT X: Extending Otn/Packet Switching To The Network EdgeDocumento2 pagineApollo OPT X: Extending Otn/Packet Switching To The Network Edgerobert adamsNessuna valutazione finora
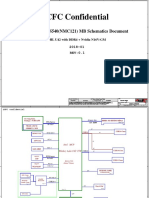
- Lenovo IdeaPad S145 Compal FS441 - FS540 NM-C121 Rev 0.1Documento61 pagineLenovo IdeaPad S145 Compal FS441 - FS540 NM-C121 Rev 0.1Luis PiñeroNessuna valutazione finora
- AbbreviationsDocumento78 pagineAbbreviationspiciuciprianNessuna valutazione finora
- Masterswitch: User S GuideDocumento57 pagineMasterswitch: User S GuidedclangstNessuna valutazione finora
- L-Category Vehicles Workshop PresentationsDocumento53 pagineL-Category Vehicles Workshop Presentationsvijendra_1893Nessuna valutazione finora
- 1078K1 PDFDocumento92 pagine1078K1 PDFAnonymous dPyHoLNessuna valutazione finora
- A Newbies Guide To Web Hosting ShoppingDocumento22 pagineA Newbies Guide To Web Hosting ShoppingBhagyaraj Naidoo SokappaduNessuna valutazione finora
- Apple - CSR Company OverviewDocumento44 pagineApple - CSR Company OverviewChen QiNessuna valutazione finora
- LogicSynthesis SynopsysDocumento41 pagineLogicSynthesis Synopsyslavanya rNessuna valutazione finora
- Et Iso 12543 1 2011Documento14 pagineEt Iso 12543 1 2011freddyguzman3471Nessuna valutazione finora
- Console DXB 200Documento98 pagineConsole DXB 200Jules Le RisbéNessuna valutazione finora
- Philips 26pfl4507 Chassis Pl12.1 Service ManualDocumento78 paginePhilips 26pfl4507 Chassis Pl12.1 Service ManualJuan Carlos PerdomoNessuna valutazione finora
- Piston Damage ReportDocumento71 paginePiston Damage ReportQamar Uz Zaman100% (2)
- ASme Sec IXDocumento7 pagineASme Sec IXjacquesmayolNessuna valutazione finora
- Medium Voltage Isolated Phase Bus Guide Specification v0Documento4 pagineMedium Voltage Isolated Phase Bus Guide Specification v0abu thahirNessuna valutazione finora
- Manual Mi 2123Documento24 pagineManual Mi 2123termmmNessuna valutazione finora
- Steering Column: Section 6EDocumento16 pagineSteering Column: Section 6Efrancisca19Nessuna valutazione finora
- Contaminating Microorganisms in Products With ProbioticsDocumento8 pagineContaminating Microorganisms in Products With ProbioticsJose Alfredo DiazNessuna valutazione finora
- Pan Os 7.0.3 RN - 2Documento62 paginePan Os 7.0.3 RN - 2Asus HaelNessuna valutazione finora
- Product Sheet - TDI T30Documento2 pagineProduct Sheet - TDI T30klashincoviskyNessuna valutazione finora
- 2021 10 29 - LogDocumento114 pagine2021 10 29 - LogRizkySyahrizalNessuna valutazione finora
- MSC 98 (1-5)Documento5 pagineMSC 98 (1-5)theNessuna valutazione finora
- Rectang & Circ Low Press Drop SiDocumento2 pagineRectang & Circ Low Press Drop SiLuis Gabriel BautistaNessuna valutazione finora
- Agri Price List 01nov2019Documento40 pagineAgri Price List 01nov2019vishnusinghal2007Nessuna valutazione finora
- Sceco Materials Standard Specification: B@IZ y ( (©X@R - ) (A ™ X - @@la (A ™yz@c (ADocumento14 pagineSceco Materials Standard Specification: B@IZ y ( (©X@R - ) (A ™ X - @@la (A ™yz@c (AHappy HeartNessuna valutazione finora
- Introduction To Computer GraphicsDocumento21 pagineIntroduction To Computer Graphicssubhranildasgupta_onlineNessuna valutazione finora
- Ms 1934 Part 3 2007-Methods of Test For Masonry - Part 3 Determination of Initial Shear Strength-850492Documento19 pagineMs 1934 Part 3 2007-Methods of Test For Masonry - Part 3 Determination of Initial Shear Strength-850492Bryan EweNessuna valutazione finora