January | February 2012 Feature title: Bulk storage & handling
International Aquafeed is published five times a year by Perendale Publishers Ltd of the United Kingdom. All data is published in good faith, based on information received, and while every care is taken to prevent inaccuracies, the publishers accept no liability for any errors or omissions or for the consequences of action taken on the basis of information published. Copyright 2012 Perendale Publishers Ltd. All rights reserved. No part of this publication may be reproduced in any form or by any means without prior permission of the copyright owner. Printed by Perendale Publishers Ltd. ISSN: 1464-0058
The International magazine for the aquaculture feed industry
FEATURE
FEATURE
Bulk storage
& handling
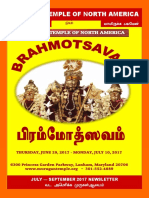
rial handling must still apply, as do health and safety requirements, adherence to DSEAR/ ATEX Explosion Regulations, plus health and hygiene control. Hence this rsum. Elevators should also incorporate tensioning gear at the boot, anti-runback device to cater for a choke or power failure, rotation sensor to indicate if the belt is slipping and side alignment indication. Intake points are frequently out of sight of the control room so, to avoid being allowed to run empty for long periods, and a procedure should be in place to shut down when not in use. A rotary drum pre-cleaner located at the top of the Mill to remove foreign matter prior to the material being conveyed to raw material bins will protect subsequent equipment from being damaged. The conveyors feeding silos and bins will have multiple outlets and the electrical control system must be designed so that only one slide is open at a time in order to prevent the propagation of an explosion from one bin to another. As with the intake conveyor, all conveyors should incorporate overfeed detection and rotation sensing. To cater for dust laden air displacement at transfer points, small dust units with builtin exhaust fans at convenient locations will ensure a clean atmosphere.
by Alf Croston, Managing Director, Croston Engineering, UK
s with most things in life, the basics remain the same although they may become more sophisticated, or complicated, dependent on ones viewpoint. And so it is with this overview covering the bulk storage and handling of materials in the animal feed and human food industries, from the intake of raw materials through to the discharge of finished products. It is barely 60 years since a very high proportion of the milling industry was located at the major ports with raw materials in sacks being transported from the docks by horse and cart and then hoisted up to the various floor levels for storage there to be cut and tipped into process bins as and when required. Gradually, as more home grown grain became available, together with the advent of purpose-built bulk vehicles and an improved road network, there was a move to country mills more conveniently located to service the farming community by buying grain locally, processing it into feed and selling the resultant product back to the farmer. The use of computers and automation throughout the milling process has reduced what was a labour intensive industry to one controlled by a few technically proficient operators, but to whom the basics of mate-
Interruptions in production
The interconnection of process plant is designed to be fail-safe and so prevent chokes and interruption to production. Intake capacity from bulk tankers has greatly increased over the years and is normally well in excess of 100 tonnes/hour via an intake hopper with safety grid located under cover plus an efficient dust extraction system, and discharging into a screw or chain type conveyor which may, if wished, be fitted with a variable speed drive so that the intake rate may be varied to suit the characteristics of the particular material being dealt with in order to prevent overloading subsequent equipment. The conveyor should be fitted with rotation control and overfeed detection. The intake bucket elevator, as with all similar units in the mill, must incorporate explosion relief panels at prescribed intervals, electrically linked to shut down the plant in the event of an explosion occurring. Because of their inherent design, bucket elevators have a built-in explosion risk factor and, if located within a building, the explosion panels should be ducted to atmosphere.
of individual clients, bearing in mind the large number of different materials to be handled and stored in the feed industry. Ranging from free flowing grains to a variety of meals and moisture content, the bins and discharge equipment should be designed to cater for those with the worst flow characteristics to ensure maximum flexibility so that individual bins can be used for the storage of any ingredients should the need arise. Level probes are required to prevent overfilling, as are policed explosion panels. Provision will be required for minerals and other ingredients that are delivered by bulk tanker and pneumatically conveyed to dedicated bins utilising either a blower mounted on the tanker chassis or, in some cases, by coupling up from a land-based blower. To prevent static electricity causing a spark, the tanker will be connected to an earthing point prior to starting the discharge process. Care is needed to ensure that the tanker only couples up to the correct intake line feeding the designated bin and that intake lines are of correct diameter, earthed and routed with minimum horizontal length and number of bends in order to reduce the pressure needed to carry out the conveying operation. As referred to earlier, the configuration of hopper design and type of discharge is all-
important in ensuring the free flow of materials from the bins to the blending operation. For accuracy this will include one or more main weigh hoppers, a small weigh hopper for minerals, and a smaller one for micro ingredients. The blended batch is fed to the grinding plant preceded by a screen to allow meals and minerals to bypass the grinder before re-joining the ground materials and passing to
a three tier mixing assembly consisting of pre-mix bin, mixer and dump bin. Molasses and fats are added at the mixer. Although heat treatment is outside this remit covering bulk handling it is a matter that requires attention whether it is for conditioning of mashes for direct sales or for pelleting. The three essentials being moisture, temperature and time, whilst bearing in mind
DP
LS
LS
LS
LS
LS
LS
DP
MCC 2
LS
L
10 MCC 1
LS
Storing different materials
The number, location and holding capacity of new material bins is determined by site conditions and the particular requirements
18 | InternatIonal AquAFeed | January-February 2012
January-February 2012 | InternatIonal AquAFeed | 19
FEATURE
FEATURE
information to the designer or manufacturer of equipment. These are defined under four Kst classifications (K staube = Class of dust), and relate to rate of pressure rise. Kst. Kst. Kst. Kst. 0 1 2 3 = = = = Non-explosive Weak to moderate Strong Very strong
more than 100 years a reliable partner
Feed mills Flourmills Pet Food plants Aqua feed mills Premix & concentrate plants Cereal Processing plants Oil seed processing
WWW.OTTEVANGER.COM
Aalten - Holland T +31 (0)543 47 26 88 F +31 (0)543 47 54 75 E aalten@ottevanger.com Moerkapelle - Holland T +31 (0)79 593 52 97 F +31 (0)79 593 11 47 E mkp@ottevanger.com
Silos Bulk handling systems Electric control & Automation systems
Changing the way sh, and the industry, view protein.
Most materials used in feed mills are covered under Kst. 1 but there are a few to which Kst. 2 could apply.
Zoning
In addition to dust classification, the user is required to carry out a survey and to designate plant and buildings into zones which will be appropriately signed at points of entry. Zones 20, 21 and 22 are the most likely to apply to feed milling and associated industries. Zone 20 covers an area in which an explosive atmosphere consisting of combustible dust in air is present frequently for long periods or continuously. Zone 21 is where an explosive atmosphere is likely to occur occasionally in normal operation. Zone 22 is where an explosive atmosphere would not normally occur but, if it does, it would only be for a short period. Obviously it is the duty of management to ensure that standards of operation and cleanliness are maintained to meet the requirements of Zone 22 as far as is practical. In carrying out risk assessments it is natural to concentrate on major processing equipment such as silos, grinders, elevators, dust collectors, etc., and to overlook the myriad range of smaller ancillary items that also need to be checked. Typical items include lighting, electrical fittings, motors, level indicators, solenoid valves, control panels. In fact, anything that can generate a spark. It is well known that three elements are required to cause an explosion dust in suspension at a critical level, oxygen, and a spark or hot surface. The first two are always there, so it is against the third item that every precaution must be taken, including satisfactory earthing throughout the plant. Bear in mind that dust in suspension appearing as a light fog provides the condition in which a spark can cause an explosion. The finer the dust particles the greater the danger because of the increased surface area exposed to atmosphere. The duties of the user having been described in general terms, what about the supplier of the equipment? Firstly, he has to satisfy himself that the user has provided him with all the necessary details concerning classifications of materials to be processed and
CRAFTMANSHIP IN THE ANIMAL FEED AND FOOD PROCESSING INDUSTRY
Silo Construction & Engineering
Modular square bins
the heat sensitivity of some ingredients. For pelleting, correct conditioning is necessary to ensure starch gelatinisation and pellet quality. An efficient cooling system is essential prior to finished products being conveyed to packing or bulk out loading bins, the latter discharging either directly to bulk vehicle or via a travelling weigher. Most of the materials processed in the animal feed, pet and fish food, grain, flour, bakery, sugar, starch and fertiliser industries are subject to the DSEAR/ATEX Explosion Regulations that came into operation on July 1, 2003. There are many misconceptions and confusion as to the requirements of the Directives. It is timely to reiterate the general principles relating to the regulations, particularly for those who have only recently become involved in one or other of the industries in which potentially explosive materials are handled.
The Directives
The Directives apply from July 1, 2003, to all new equipment and any existing that is modified or relocated after this date. This has particular relevance in ensuring that, if purchasing any second-hand equipment, it complies or can be economically altered to comply. Good housekeeping, regular inspection and maintenance, plus an awareness of potentially hazardous processes or areas, are a requisite for trouble free operation. The Directives combine these aspirations into requirements and apply not only to the suppliers of equipment but, in particular, to the users themselves.
SCE
SCE is a partner with the international feed & food industries consultancy & engineering firms machine & plant designers
Empyreal 75 is a corn protein
concentrate that provides a unique, safe and consistent source of protein. To learn more, visit e75aqua.com.
And introducing Lysto, the newest innovation in the Empyreal line of products.
Dust classification
It is the obligation of the user to satisfy himself as to the class or classes of the materials to be handled and to provide this
www.sce.be
January-February 2012 | InternatIonal AquAFeed | 21
20 | InternatIonal AquAFeed | January-February 2012
FEATURE the areas in which equipment is to be located, together with any other relevant information. The supplier then has to ensure that the equipment he supplies is designed, manufactured and installed to satisfy requirements by taking all precautions to prevent an explosion but also, and most importantly, to mitigate against an explosion should such an event occur. Equipment can be manufactured in such heavy construction that an explosion would be contained but this is so expensive as to be impractical. The alternative is to fit a certified explosion panel vented to atmosphere through a nearby wall or roof. think of, it is sods law that incidents still take place thankfully not too often in view of increased awareness of the dangers that are always present. helpful as an aide memoire towards good housekeeping; Enforce a strict no-smoking rule, on pain of dismissal. Ensure that all electrical equipment, cabling and control panels conform to relevant standards and regulations, and are kept free of dust. Use only totally enclosed, fan-cooled motors, ensuring they are adequately earthed. Ensure light fittings are dust-proof. Test cables and wiring regularly. Locate switchgear and process control panels in dust-free rooms under light negative pressure. Inspect liquid lines regularly for leaks. Ensure that insulation, if used, has not become impregnated, as this could be ignited by electrical trace heating. Bund walls around main storage tanks should be sized to suit. Check that bearings, particularly those fitted to elevators and grinders, are not over-heating. Detect belt slip and misalignment on elevators a major source of fires by rotation and side alignment sensing, and anti-run-back protection. Check for possible temperature rise in stored bulk materials, which could result in spontaneous combustion. Inspect bin interiors using only batteryoperated, non-glass, flameproof inspection lamps, which are suitably secured and never allowed to be in contact with the product. (In the past it was not unusual for naked electric bulbs to be lowered into bins at best protected with a wire guard). Ensure hot work is carried out only on isolated, cleaned-out plant, against Work Permit issued by management, and provision of fire blankets, extinguishers, etc. Many fires have occurred during periods of repair, renovation or plant modification (as in the case of Windsor Castle a few years ago). During these special periods, in addition to taking fire precautions, it is advisable to inspect the area closely for at least an hour at the end of each working day. Adherence to these principles will ensure not only a pleasant environment in which to work but also one that is as intrinsically safe as possible.
Examples
Three examples illustrate the variety of incidents that can happen. The first resulted from smouldering material entering a bin, setting off a primary explosion which ruptured the explosion panel as it was designed to do. Unfortunately the escaping gases caused a secondary explosion which devastated the top floor of the building. As it was impractical to vent every bin to atmosphere it was subsequently agreed with HSE that the top floor over the bins would in future be a no go area whilst the plant was in pro"Many fires have occurred during periods duction and for ten of repair, renovation or plant modification minutes afterwards. A lockable gate was fit(as in the case of Windsor Castle a few ted to the access stairs and a warning notice years ago). During these special periods, affixed. in addition to taking fire precautions, it is The second resulted from a hot spot due advisable to inspect the area closely for at to a malfunction in the motor of a dust unit fitleast an hour at the end of each working day" ted on top of a grinder expansion hopper. The explosion panel ruptured but had not been vented to atmosphere through a nearby wall. Unfortunately, two employees were standDue to the location of plant within a building venting may not be practical and so the ing nearby at the time and were badly burned. fitting of expensive flame quenching or explo- It was interesting to note that a choke had sion suppression equipment may be required. been fitted to the bin discharger beneath the To prevent the propagation of an explo- expansion hopper and prevented the explosion, items of equipment should be isolated sive gases passing into a subsequent elevator from each other. An example being to incor- and storage bins, otherwise the result would porate valves or slides so that only one bin have been even more serious. The third was caused by welding being can be filled and exhausted at a time. Bin dischargers and screw conveyors can be carried out on the side of a silo, one of several such accidents over the years, in which the designed with chokes incorporated. The installation of a rubble separator on operator was injured. In this case it was not the intake system and magnets at appropri- the result of negligence. The silo had been ate points throughout the plant are obvious isolated from its feeding conveyor, cleaned down internally and the subject of a work perprecautions. Very often a primary explosion in itself is mit. Unfortunately, a small amount of material not dangerous but the vibration it sets up dis- had remained in an inaccessible spot and on turbs any dust lying on floors, beams, rafters, being disturbed created the conditions for an into the atmosphere. If a source of ignition is explosion to take place. The foregoing describes present it can result in a secondary and devastating explosion. So, cleanliness throughout in broad outline the rationale About the author: the plant is of first priority with particular behind the ATEX Directives. Mr Alf Croston is managing director of Croston attention being paid to out of sight areas Many of the requirements Engineering, at Tarvin, near Chester, which was founded and cleaning up spillages immediately using are common sense, but comin 1976. His company specialises in the design and one of a variety of vacuum cleaning systems mon sense has to be backed building of bulk storage, handling and process plants available. Brushing up is definitely out it only up with documentation in throughout the UK and Ireland for many household this day and age. However, disperses the dust elsewhere. names in industry. Despite taking all precautions that one can the following may be found
22 | InternatIonal AquAFeed | January-February 2012
This digital re-print is part of the January | February 2012 edition of International Aquafeed magazine. Content from the magazine is available to view free-of-charge, both as a full online magazine on our website, and as an archive of individual features on the docstoc website. Please click here to view our other publications on www.docstoc.com.
LINKS
Vo l u m e 1 5 I s s u e 1 2 0 1 2
See the full issue
Visit the International Aquafeed website Contact the International Aquafeed Team Subscribe to International Aquafeed
The effects of dissolved oxygen on fish growth in aquaculture On-farm feed management practices
for three Indian major carp species in Andhra Pradesh, India
Oxygenation in aquaculture Developing a plant-based diet
- for Cobia Rachycentron canadum
the international magazine for the aquaculture feed industry
To purchase a paper copy of the magazine, or to subscribe to the paper edition please contact our Circulation and Subscriptions Manager on the link above.
INFORMATION FOR ADVERTISERS - CLICK HERE
www.aquafeed.co.uk
Potrebbero piacerti anche
- FISH FARMING TECHNOLOGY: The Use of Feed in Recirculating Aquaculture Systems (RAS)Documento4 pagineFISH FARMING TECHNOLOGY: The Use of Feed in Recirculating Aquaculture Systems (RAS)International Aquafeed magazineNessuna valutazione finora
- EXPERT TOPIC: SalmonidsDocumento8 pagineEXPERT TOPIC: SalmonidsInternational Aquafeed magazineNessuna valutazione finora
- Larval Culture of Pangasius in Puerto RicoDocumento4 pagineLarval Culture of Pangasius in Puerto RicoInternational Aquafeed magazineNessuna valutazione finora
- A Technological Innovation For Crustacean Aquaculture - AQUAVI® Met-MetDocumento2 pagineA Technological Innovation For Crustacean Aquaculture - AQUAVI® Met-MetInternational Aquafeed magazineNessuna valutazione finora
- Innovation Nation - How New Developments in Aquaculture Are Boosting The Scottish EconomyDocumento4 pagineInnovation Nation - How New Developments in Aquaculture Are Boosting The Scottish EconomyInternational Aquafeed magazineNessuna valutazione finora
- FISH FARMING TECHNOLOGY: The Faivre Equipped Trout Farms of AbbevilleDocumento4 pagineFISH FARMING TECHNOLOGY: The Faivre Equipped Trout Farms of AbbevilleInternational Aquafeed magazine100% (1)
- International Aquafeed - May - June 2016 FULL EDITIONDocumento80 pagineInternational Aquafeed - May - June 2016 FULL EDITIONInternational Aquafeed magazineNessuna valutazione finora
- Mud Carab Farming in IndiaDocumento4 pagineMud Carab Farming in IndiaInternational Aquafeed magazine67% (3)
- FISH FARMING TECHNOLOGY: A Breath of Fresh Air in Fish FarmingDocumento4 pagineFISH FARMING TECHNOLOGY: A Breath of Fresh Air in Fish FarmingInternational Aquafeed magazineNessuna valutazione finora
- EXPERT TOPIC: Common CarpDocumento6 pagineEXPERT TOPIC: Common CarpInternational Aquafeed magazineNessuna valutazione finora
- Potential For European Lobster MaricultureDocumento4 paginePotential For European Lobster MaricultureInternational Aquafeed magazineNessuna valutazione finora
- FISH FARMING TECHNOLOGY: Cage Culture in Indian Reservoirs: Present Status and ProspectsDocumento4 pagineFISH FARMING TECHNOLOGY: Cage Culture in Indian Reservoirs: Present Status and ProspectsInternational Aquafeed magazineNessuna valutazione finora
- International Aquafeed - March - April 2016 FULL EDITIONDocumento72 pagineInternational Aquafeed - March - April 2016 FULL EDITIONInternational Aquafeed magazineNessuna valutazione finora
- Parasite Control in European Farmed FinfishDocumento4 pagineParasite Control in European Farmed FinfishInternational Aquafeed magazineNessuna valutazione finora
- FISH FARMING TECHNOLOGY - Efficient and Reliable Feed System For Fish Farming Operations - AKVA Group Feed BargesDocumento3 pagineFISH FARMING TECHNOLOGY - Efficient and Reliable Feed System For Fish Farming Operations - AKVA Group Feed BargesInternational Aquafeed magazineNessuna valutazione finora
- Potential Abounds in MexicoDocumento4 paginePotential Abounds in MexicoInternational Aquafeed magazineNessuna valutazione finora
- KRILL OIL: Phospholipids That Make A Difference To Filet Quality and QuantityDocumento2 pagineKRILL OIL: Phospholipids That Make A Difference To Filet Quality and QuantityInternational Aquafeed magazineNessuna valutazione finora
- Carbohydrates in Fish NutritionDocumento4 pagineCarbohydrates in Fish NutritionInternational Aquafeed magazine100% (1)
- Dinnissen Celebrates 25 Years of The Pegasus® Vacuum CoaterDocumento2 pagineDinnissen Celebrates 25 Years of The Pegasus® Vacuum CoaterInternational Aquafeed magazineNessuna valutazione finora
- Brewers' Yeast ProductsDocumento4 pagineBrewers' Yeast ProductsInternational Aquafeed magazine100% (1)
- FISH FARMING TECHNOLOGY - Light Emitting Diode (LED) Lighting Systems For Early Stage AquacultureDocumento3 pagineFISH FARMING TECHNOLOGY - Light Emitting Diode (LED) Lighting Systems For Early Stage AquacultureInternational Aquafeed magazineNessuna valutazione finora
- International Aquafeed Jan - Feb 2016 - FULL EDITIONDocumento72 pagineInternational Aquafeed Jan - Feb 2016 - FULL EDITIONInternational Aquafeed magazine100% (1)
- EXPERT TOPIC: Channel CatfishDocumento5 pagineEXPERT TOPIC: Channel CatfishInternational Aquafeed magazineNessuna valutazione finora
- Field-Tested Health Protection For Shrimp FeedDocumento2 pagineField-Tested Health Protection For Shrimp FeedInternational Aquafeed magazineNessuna valutazione finora
- The Future of Fish Meal Replacement: Cotton ProteinDocumento4 pagineThe Future of Fish Meal Replacement: Cotton ProteinInternational Aquafeed magazineNessuna valutazione finora
- Infectious Diseases and Control Strategies in ShrimpDocumento7 pagineInfectious Diseases and Control Strategies in ShrimpInternational Aquafeed magazineNessuna valutazione finora
- Economics of Drying AquafeedDocumento4 pagineEconomics of Drying AquafeedInternational Aquafeed magazineNessuna valutazione finora
- Gut Health in 4 (Easy) StepsDocumento2 pagineGut Health in 4 (Easy) StepsInternational Aquafeed magazineNessuna valutazione finora
- International Aquafeed - November - December 2015 - FULL EDITIONDocumento68 pagineInternational Aquafeed - November - December 2015 - FULL EDITIONInternational Aquafeed magazineNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Vande Bharat Exp Chair Car (CC) : Electronic Reserva On Slip (ERS)Documento2 pagineVande Bharat Exp Chair Car (CC) : Electronic Reserva On Slip (ERS)Subhash KumarNessuna valutazione finora
- METHODOLOG1Documento3 pagineMETHODOLOG1Essa M RoshanNessuna valutazione finora
- Report On PesoDocumento10 pagineReport On PesoAerish RioverosNessuna valutazione finora
- Ashik KP - Windows Engineer - 6 00 - Yrs - Bangalore LocationDocumento4 pagineAshik KP - Windows Engineer - 6 00 - Yrs - Bangalore LocationmanitejaNessuna valutazione finora
- 1 - Pengenalan Enterprise ArchitectureDocumento37 pagine1 - Pengenalan Enterprise ArchitectureSILVERNessuna valutazione finora
- Cbseskilleducation Com Digital Presentation Class 9Documento11 pagineCbseskilleducation Com Digital Presentation Class 9riscomputersirNessuna valutazione finora
- NAGIOS Inspeção Relatório de DadosDocumento2 pagineNAGIOS Inspeção Relatório de DadosRuben QuintNessuna valutazione finora
- Salonga Vs Farrales Digest Ful Case PDF FreeDocumento6 pagineSalonga Vs Farrales Digest Ful Case PDF FreeElyka RamosNessuna valutazione finora
- HboDocumento126 pagineHboKunal ChaudhryNessuna valutazione finora
- Price List Ciaz AccessoriesDocumento4 paginePrice List Ciaz AccessoriesAsif RazviNessuna valutazione finora
- Unit 5 PythonDocumento10 pagineUnit 5 PythonVikas PareekNessuna valutazione finora
- Ujar10 10434839Documento11 pagineUjar10 10434839Fitryane LihawaNessuna valutazione finora
- Thick Walled Cylinders and SpheresDocumento0 pagineThick Walled Cylinders and Spherescrossfirex30Nessuna valutazione finora
- Ngo OrganizationsDocumento2 pagineNgo Organizationsapi-295384272100% (1)
- March 2023 Complete Month Dawn Opinion With Urdu TranslationDocumento361 pagineMarch 2023 Complete Month Dawn Opinion With Urdu Translationsidra shabbirNessuna valutazione finora
- 2019 Specimen Paper 3 Mark SchemeDocumento6 pagine2019 Specimen Paper 3 Mark SchemeProjeck HendraNessuna valutazione finora
- Debugging With The PL/SQL Debugger: PhilippDocumento51 pagineDebugging With The PL/SQL Debugger: PhilippBenjytox BenjytoxNessuna valutazione finora
- 12 C AdminstrationDocumento2 pagine12 C AdminstrationMuditNessuna valutazione finora
- SK Memorandum of AgreementDocumento3 pagineSK Memorandum of AgreementNORZEN LAGURANessuna valutazione finora
- Trapatt ModeDocumento30 pagineTrapatt Modebchaitanya_555100% (1)
- CV: LT Col MD Rakibul Hassan, Raqueeb HassanDocumento14 pagineCV: LT Col MD Rakibul Hassan, Raqueeb HassanRakibul Hassan100% (26)
- Secondary Laboratory Proposal OnlyDocumento5 pagineSecondary Laboratory Proposal Onlylaboratory.databaseNessuna valutazione finora
- Murugan Temple of North America: Ahkpuf F Gankd - FZGJP JizDocumento8 pagineMurugan Temple of North America: Ahkpuf F Gankd - FZGJP JizOurMuruganTempleNessuna valutazione finora
- Journal of Air Transport Management: Tim HazledineDocumento3 pagineJournal of Air Transport Management: Tim HazledineRumaisa HamidNessuna valutazione finora
- JPCC PDFDocumento86 pagineJPCC PDFvenkatakrishna1nukalNessuna valutazione finora
- GSM Controlled RobotDocumento33 pagineGSM Controlled RobotAbhishek KunalNessuna valutazione finora
- Rubric AutocadDocumento2 pagineRubric Autocadros maria100% (6)
- Cima E1 2019 Notes Managing Finance in A Digital WorldDocumento91 pagineCima E1 2019 Notes Managing Finance in A Digital Worldumarfarooque869Nessuna valutazione finora
- Formal Methods Assignment PDFDocumento25 pagineFormal Methods Assignment PDFAdla FikriyahNessuna valutazione finora
- BEVERAGE SERVICE INDUSTRY Lesson 1Documento18 pagineBEVERAGE SERVICE INDUSTRY Lesson 1milyn maramagNessuna valutazione finora