Potrebbero piacerti anche
- Comparison Between Conventional and Split Circuits: Iron Behaviors, Reagent Consumptions and Equipment SizesDocumento107 pagineComparison Between Conventional and Split Circuits: Iron Behaviors, Reagent Consumptions and Equipment Sizesjoseph kafumbilaNessuna valutazione finora
- Data Correction and Copper Mass Balance Before Evaluation of Copper Solvent Extraction PerformanceDocumento52 pagineData Correction and Copper Mass Balance Before Evaluation of Copper Solvent Extraction Performancejoseph kafumbila100% (2)
- Comparison Between Conventional Circuit With Preleach Thickener, Preleach Filtration and Milling in RaffinateDocumento73 pagineComparison Between Conventional Circuit With Preleach Thickener, Preleach Filtration and Milling in Raffinatejoseph kafumbila100% (1)
- Developments Hydrometallurgical Treatment of Copper ConcentratesDocumento27 pagineDevelopments Hydrometallurgical Treatment of Copper Concentratesjose amezquita100% (1)
- Hydroprocess 2014Documento436 pagineHydroprocess 2014Gabriel Álvarez DíazNessuna valutazione finora
- Copper 4. Hydro MetallurgyDocumento80 pagineCopper 4. Hydro MetallurgyPedro Camero Hermoza100% (1)
- Design of Wash Stage in Copper Solvent ExtractionDocumento36 pagineDesign of Wash Stage in Copper Solvent Extractionjoseph kafumbila100% (2)
- Progress On Geoenvironmental Models For Selected Mineral DepositDocumento217 pagineProgress On Geoenvironmental Models For Selected Mineral DepositJHOEL_GEONessuna valutazione finora
- A New Approach To Metallurgical Accounting: October 2012Documento8 pagineA New Approach To Metallurgical Accounting: October 2012Cesar Francisco Quispe RomeroNessuna valutazione finora
- CYANEX 923 Brochure (1) - 1Documento16 pagineCYANEX 923 Brochure (1) - 1Mamby SitanggangNessuna valutazione finora
- Acid Pressure Leaching of Copper Sulfides: Delivering Smarter SolutionsDocumento4 pagineAcid Pressure Leaching of Copper Sulfides: Delivering Smarter SolutionsSerchecko JaureguiNessuna valutazione finora
- SimSXCu Full Version 2.0Documento345 pagineSimSXCu Full Version 2.0joseph kafumbila50% (4)
- Adding Value To Lix SX Ew Operations by Recovering Copper From Bleed, Raffinate and Other Plant StreamsDocumento21 pagineAdding Value To Lix SX Ew Operations by Recovering Copper From Bleed, Raffinate and Other Plant StreamsHamed PiriNessuna valutazione finora
- Extraction of Copper From Bacterial Leach Liquor of A Low Grade Chalcopyrite Test Heap Using LIX 984N-CDocumento4 pagineExtraction of Copper From Bacterial Leach Liquor of A Low Grade Chalcopyrite Test Heap Using LIX 984N-Cpmanquera89Nessuna valutazione finora
- Metsim Print 2018 PDFDocumento1 paginaMetsim Print 2018 PDFWalter Andrés OrqueraNessuna valutazione finora
- MiningSolutions RedBookDocumento63 pagineMiningSolutions RedBookGustavoMamaniFlores100% (1)
- 015-038 GaylardDocumento24 pagine015-038 GaylardJob MateusNessuna valutazione finora
- Cytec-Solutions-Vol 16 Solvent ExtractionDocumento39 pagineCytec-Solutions-Vol 16 Solvent ExtractionAbrahan BVNessuna valutazione finora
- F Pitard. Paper For Sampling Congress 2018Documento13 pagineF Pitard. Paper For Sampling Congress 2018Luis Alfonso Galvan MoralesNessuna valutazione finora
- Understanding Impurities in Copper ElectrometallurgyDocumento61 pagineUnderstanding Impurities in Copper ElectrometallurgyJoselinn LoaezaNessuna valutazione finora
- Leaching of Copper OxideDocumento6 pagineLeaching of Copper OxideWinmtyNessuna valutazione finora
- Design of Cobalt Solvent Extraction and Cobalt Electrowinning Circuit From Cobalt and Magnesium SolutionDocumento141 pagineDesign of Cobalt Solvent Extraction and Cobalt Electrowinning Circuit From Cobalt and Magnesium Solutionjoseph kafumbilaNessuna valutazione finora
- JKSim Float IMPCDocumento6 pagineJKSim Float IMPCCristian AlvayaiNessuna valutazione finora
- Lectura 1. Recovery of Lithium From Uyuni Salar BrineDocumento7 pagineLectura 1. Recovery of Lithium From Uyuni Salar BrineFlorencio Quelca100% (1)
- Reviewing The Operation of Gold ElectrowDocumento35 pagineReviewing The Operation of Gold ElectrowAnonymous FfIxH2o9100% (1)
- METSIM Brochure2 2009 PDFDocumento40 pagineMETSIM Brochure2 2009 PDFjaja_5430% (1)
- Laboratory Flotation Testing An Essential Tool For Ore CharacterisationDocumento19 pagineLaboratory Flotation Testing An Essential Tool For Ore CharacterisationNataniel LinaresNessuna valutazione finora
- Cytec Solutions 2013Documento52 pagineCytec Solutions 2013Jersson Daniel Davila RuizNessuna valutazione finora
- New Approach To Heap Leach Modeling and Scale UpDocumento18 pagineNew Approach To Heap Leach Modeling and Scale UpGeorgi SavovNessuna valutazione finora
- CYTEC Solutions Newsletter 3-12 V2 PROOFDocumento40 pagineCYTEC Solutions Newsletter 3-12 V2 PROOFLela SepulvedaNessuna valutazione finora
- Hydrometallurgy Del Cu PDFDocumento528 pagineHydrometallurgy Del Cu PDFAnonymous FfIxH2o9100% (1)
- Gold Electrowinning From Diluted Cyanide Liquors PDFDocumento12 pagineGold Electrowinning From Diluted Cyanide Liquors PDFAlguienNessuna valutazione finora
- Locked Cycle Testing - FlotationDocumento7 pagineLocked Cycle Testing - FlotationInfernuzNessuna valutazione finora
- Electrowinning and Electrorefining of Copper (Murdoch University)Documento76 pagineElectrowinning and Electrorefining of Copper (Murdoch University)Victor100% (8)
- Extraction of Lithium From Lepidolite Using PDFDocumento7 pagineExtraction of Lithium From Lepidolite Using PDFRose Olivares PinoNessuna valutazione finora
- Metallurgy SummarizedDocumento17 pagineMetallurgy SummarizedHeli VentenillaNessuna valutazione finora
- Heap Leaching SimulationDocumento8 pagineHeap Leaching SimulationKundayi ChagwederaNessuna valutazione finora
- Prediction Method For Equilibrium Values in Copper Solvent Extraction in Sulfate System - Effect of Ionic StrengthDocumento29 paginePrediction Method For Equilibrium Values in Copper Solvent Extraction in Sulfate System - Effect of Ionic Strengthjoseph kafumbilaNessuna valutazione finora
- Jan Leja (Auth.) - Surface Chemistry of Froth Flotation (1981, Springer US) PDFDocumento771 pagineJan Leja (Auth.) - Surface Chemistry of Froth Flotation (1981, Springer US) PDFGabriel Churio0% (1)
- Froth Flotation: Flotation Reagents DMR SekharDocumento24 pagineFroth Flotation: Flotation Reagents DMR SekharMehmet AydinNessuna valutazione finora
- Henkel SolventExtractionPlantManual ENGDocumento21 pagineHenkel SolventExtractionPlantManual ENGGeorgi SavovNessuna valutazione finora
- Heap Leach PadsDocumento72 pagineHeap Leach PadsOmar Alex Meléndez Huamán100% (1)
- Electrowinning of Cobalt From Acidic Sulphate Solutions-Effect of Chloride IonDocumento9 pagineElectrowinning of Cobalt From Acidic Sulphate Solutions-Effect of Chloride IontabatabayiNessuna valutazione finora
- Advances in HydrometallurgyDocumento190 pagineAdvances in HydrometallurgyRicardo J. Carreño100% (1)
- Copper SX-EW Technology: Our Solution For Leaching, Solvent Extraction and ElectrowinningDocumento12 pagineCopper SX-EW Technology: Our Solution For Leaching, Solvent Extraction and Electrowinningjose alejandro venegas sucllaNessuna valutazione finora
- Flotation Plant DesignDocumento6 pagineFlotation Plant Designath3frankNessuna valutazione finora
- Bulk Sampling of Mineral ProyectsDocumento40 pagineBulk Sampling of Mineral ProyectsDiana ReyNessuna valutazione finora
- 5th International Seminar On Process HydrometallurgyDocumento447 pagine5th International Seminar On Process HydrometallurgyCésar González Lagos100% (1)
- Mineral Processing ChallengesDocumento23 pagineMineral Processing ChallengesrodmonsalNessuna valutazione finora
- Pre-Feasibility Studies of Copper Hydrometallurgical PlantsDocumento29 paginePre-Feasibility Studies of Copper Hydrometallurgical Plantsjoseph kafumbila100% (10)
- Precipitation ProcessesDocumento2 paginePrecipitation ProcessesThembi Matebula100% (1)
- Chapter12 David Operational GeometallurgyDocumento9 pagineChapter12 David Operational GeometallurgyOROSCOROCANessuna valutazione finora
- Flotation KineticsDocumento7 pagineFlotation KineticsIgor BobinNessuna valutazione finora
- Modelling of Heap Leaching (Full Thesis Text)Documento116 pagineModelling of Heap Leaching (Full Thesis Text)Alexey Cherkaev100% (2)
- A Textbook On HydrometallurgyDocumento754 pagineA Textbook On HydrometallurgyWaode Febry Nurfadhila100% (1)
- Copper Extraction From Chloride Solution by Solvating and Chelating ExtractantsDocumento17 pagineCopper Extraction From Chloride Solution by Solvating and Chelating ExtractantsPasha TanNessuna valutazione finora
- Extractive Metallurgy 2: Metallurgical Reaction ProcessesDa EverandExtractive Metallurgy 2: Metallurgical Reaction ProcessesValutazione: 5 su 5 stelle5/5 (1)
- Modeling and Simulation of Mineral Processing SystemsDa EverandModeling and Simulation of Mineral Processing SystemsValutazione: 5 su 5 stelle5/5 (1)
- Tabla de Carga LTM 1400 TY 140tonDocumento4 pagineTabla de Carga LTM 1400 TY 140tonPatricio AcuñaNessuna valutazione finora
- Dow UF General Design GuidelinesDocumento2 pagineDow UF General Design GuidelinesPatricio AcuñaNessuna valutazione finora
- Instruction Manual HFU-TorayDocumento35 pagineInstruction Manual HFU-TorayPatricio AcuñaNessuna valutazione finora
- 01 231023 Curso Online Karin BäpplerDocumento66 pagine01 231023 Curso Online Karin BäpplerPatricio AcuñaNessuna valutazione finora
- ROT Rotary Control Valves OverviewDocumento8 pagineROT Rotary Control Valves OverviewPatricio AcuñaNessuna valutazione finora
- Bermingham Lead BrochureDocumento8 pagineBermingham Lead BrochurePatricio AcuñaNessuna valutazione finora
- Neodren EnglishDocumento13 pagineNeodren EnglishPatricio AcuñaNessuna valutazione finora
- PDFDocumento1 paginaPDFRicardo NapitupuluNessuna valutazione finora
- Catalogo Bombas Canal Lateral AEHDocumento10 pagineCatalogo Bombas Canal Lateral AEHPatricio AcuñaNessuna valutazione finora
- Duktus - Bls Slurry Pipeline: After Usage of 14 MonthDocumento10 pagineDuktus - Bls Slurry Pipeline: After Usage of 14 MonthPatricio AcuñaNessuna valutazione finora
- Risk Assessment and Control For Main Hazards in Reverse Osmosis Desalination PlantsDocumento11 pagineRisk Assessment and Control For Main Hazards in Reverse Osmosis Desalination PlantsassurendranNessuna valutazione finora
- Special Solutions: For Industry and Plant EngineeringDocumento32 pagineSpecial Solutions: For Industry and Plant EngineeringPatricio AcuñaNessuna valutazione finora
- Check Valve Nozzle Non - SlamDocumento16 pagineCheck Valve Nozzle Non - SlamPatricio AcuñaNessuna valutazione finora
- Dhatec Overview Presentation - Roadshow Compreesed VersionDocumento31 pagineDhatec Overview Presentation - Roadshow Compreesed VersionPatricio AcuñaNessuna valutazione finora
- AE20/BE20: SeriesDocumento7 pagineAE20/BE20: SeriesPatricio Acuña0% (1)
- Installation Guide For Buried PipesDocumento76 pagineInstallation Guide For Buried PipesMohamed Fawzy Shabana100% (1)
- ABB Instrumentation: Pipeline Booster Station Control SystemsDocumento6 pagineABB Instrumentation: Pipeline Booster Station Control SystemsPatricio AcuñaNessuna valutazione finora
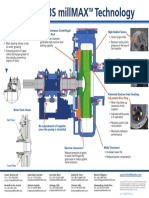
- 00millMAXSlurryPumpJuly2016Cutaway PDFDocumento1 pagina00millMAXSlurryPumpJuly2016Cutaway PDFPatricio AcuñaNessuna valutazione finora
- Development of Api Grade Linepipe Steels at Saudi Iron & Steel Company, HadeedDocumento9 pagineDevelopment of Api Grade Linepipe Steels at Saudi Iron & Steel Company, HadeedPatricio AcuñaNessuna valutazione finora
- Valve Seat Material Selection GuideDocumento1 paginaValve Seat Material Selection GuideHo Minh VietNessuna valutazione finora
- Specification For Tensile Testing MachineDocumento4 pagineSpecification For Tensile Testing MachineDamSadamGojuIndoNessuna valutazione finora
- Full Text 01Documento125 pagineFull Text 01شيماء الهاشميNessuna valutazione finora
- A 27 - A 27M - 95 R00 Qti3l0eyn00tukve PDFDocumento5 pagineA 27 - A 27M - 95 R00 Qti3l0eyn00tukve PDFfekihassanNessuna valutazione finora
- Butt Fusion Procedure - r201505 PDFDocumento15 pagineButt Fusion Procedure - r201505 PDFTsihatesfaNessuna valutazione finora
- Ijertv7n1 09Documento14 pagineIjertv7n1 09Patricio AcuñaNessuna valutazione finora
- 2014 OFoam Tut CompleteDocumento85 pagine2014 OFoam Tut CompletePunit GuptaNessuna valutazione finora
- Specification For Tensile Testing MachineDocumento4 pagineSpecification For Tensile Testing MachineDamSadamGojuIndoNessuna valutazione finora
- 00 Mill MAXSlurry Pump July 2016 CutawayDocumento1 pagina00 Mill MAXSlurry Pump July 2016 CutawayPatricio Acuña100% (1)
- Design Principles ChutesDocumento8 pagineDesign Principles ChutesNico JeriaNessuna valutazione finora
- SPCC Plan Sept 03Documento47 pagineSPCC Plan Sept 03Patricio AcuñaNessuna valutazione finora
- Pipesim 2006.1 Fundamentals GasliftDocumento13 paginePipesim 2006.1 Fundamentals GasliftamulyanaNessuna valutazione finora
- Sports and Building AerodynamicsDocumento13 pagineSports and Building AerodynamicsMaria Cielo VarelaNessuna valutazione finora
- Forces Balanced and UnbalancedDocumento24 pagineForces Balanced and UnbalancedInah Cunanan-BaleteNessuna valutazione finora
- Chapter 9 Powerpoint Notes 2008Documento39 pagineChapter 9 Powerpoint Notes 2008Umar AsimNessuna valutazione finora
- Question and Ans.3Documento153 pagineQuestion and Ans.3gangoorsgNessuna valutazione finora
- Life Cycle of Star LabDocumento19 pagineLife Cycle of Star LabanicitoaNessuna valutazione finora
- Test SyllabusDocumento4 pagineTest SyllabusAjinkya Aniruddha DangeNessuna valutazione finora
- L 19 - Mse628a - 30 10 19Documento25 pagineL 19 - Mse628a - 30 10 19Dhanishtha SinghNessuna valutazione finora
- Articulo de Felipe Calizaya (1ra Parte)Documento5 pagineArticulo de Felipe Calizaya (1ra Parte)Gustavo PBNessuna valutazione finora
- H Beam Weight-TWC PDFDocumento1 paginaH Beam Weight-TWC PDFSankar CdmNessuna valutazione finora
- NEXAFS Tutorial Review ArticleDocumento12 pagineNEXAFS Tutorial Review ArticleAngelique LusuanNessuna valutazione finora
- Roof Beam Design CalculationDocumento11 pagineRoof Beam Design CalculationArnold VercelesNessuna valutazione finora
- Analysis of Cable-Stayed BridgesDocumento227 pagineAnalysis of Cable-Stayed BridgescxwNessuna valutazione finora
- WDM2 LOCO REPORT - Manoj Kr. KataraDocumento23 pagineWDM2 LOCO REPORT - Manoj Kr. KataraAbhinav AgarwalNessuna valutazione finora
- Dry Gas Seal Systems - Part 2Documento3 pagineDry Gas Seal Systems - Part 2Jai-Hong ChungNessuna valutazione finora
- Ftre 2016 17 C Ix (Going To X) Paper 2 PCMDocumento16 pagineFtre 2016 17 C Ix (Going To X) Paper 2 PCMAnonymous sW7qhZ72100% (2)
- Development Length of Reinforcing Bars - Need To Revise Indian Code ProvisionsDocumento8 pagineDevelopment Length of Reinforcing Bars - Need To Revise Indian Code ProvisionsAvijitNessuna valutazione finora
- Guru Jambheshwar University of Science and Technology, HisarDocumento42 pagineGuru Jambheshwar University of Science and Technology, HisarSwati SharmaNessuna valutazione finora
- Herschel 400 2 Log BookDocumento29 pagineHerschel 400 2 Log BookEveraldo FaustinoNessuna valutazione finora
- Lawal Habeeb Babatunde: A Seminar Report OnDocumento21 pagineLawal Habeeb Babatunde: A Seminar Report OnAyinde AbiodunNessuna valutazione finora
- Lecture 1 Overview of The FEMDocumento60 pagineLecture 1 Overview of The FEMMarcoFranchinottiNessuna valutazione finora
- Ch26b Final Exam 2001Documento7 pagineCh26b Final Exam 2001Nguyễn Tiến DũngNessuna valutazione finora
- st3td 210 MW PDFDocumento203 paginest3td 210 MW PDFDevesh BadsiwalNessuna valutazione finora
- C184 E037bDocumento48 pagineC184 E037bNeyda Flores VasquezNessuna valutazione finora
- Fmath p2 j99Documento6 pagineFmath p2 j99SeanNessuna valutazione finora
- Geotechnical Variation of London Clay Across Central LondonDocumento12 pagineGeotechnical Variation of London Clay Across Central LondonChiaraNessuna valutazione finora
- 9487-Physics Teachers' Guide Unit 2 - Electricity, Electrons and Energy LevelsDocumento141 pagine9487-Physics Teachers' Guide Unit 2 - Electricity, Electrons and Energy LevelsAli AkbarNessuna valutazione finora
- Thin Layer ChromatographyDocumento4 pagineThin Layer Chromatographynaveenbimal2005Nessuna valutazione finora
- Problem Set 2Documento2 pagineProblem Set 2engineerNessuna valutazione finora
- Science Grade 9: Quarter 4 - Module 6 Heat, Work and EnergyDocumento15 pagineScience Grade 9: Quarter 4 - Module 6 Heat, Work and Energymaesheil computerNessuna valutazione finora