Potrebbero piacerti anche
- Tabla de Torques para Valvulas MariposaDocumento1 paginaTabla de Torques para Valvulas MariposaROBERTO CARLOS GALINDO CASTELLONNessuna valutazione finora
- PARTE 2 Protocolo de Torqueo de BridasDocumento8 paginePARTE 2 Protocolo de Torqueo de BridasVictorNessuna valutazione finora
- Esfuerzos Residuales en Piezas SoldadasDocumento13 pagineEsfuerzos Residuales en Piezas SoldadasCARLOS ALBERTO PAMPLONA LIMA100% (1)
- SISTEMA-ALDYL-CONEXIONESDocumento2 pagineSISTEMA-ALDYL-CONEXIONESGuillermo FrancésNessuna valutazione finora
- Nrf-032-Pemex-2012 Desfogue Ac 150# RF T-A12t1Documento5 pagineNrf-032-Pemex-2012 Desfogue Ac 150# RF T-A12t1Andre Villegas RomeroNessuna valutazione finora
- NTC2057 - Calificacion SoldadorDocumento144 pagineNTC2057 - Calificacion SoldadorsergioinsigNessuna valutazione finora
- ComalesDocumento6 pagineComalesHugo SandovalNessuna valutazione finora
- Comdiflex Catalogo Tecnico de RTJ Juntas Tipo RingtypeDocumento6 pagineComdiflex Catalogo Tecnico de RTJ Juntas Tipo RingtypeBrayam Jenrry Monterroso QuispeNessuna valutazione finora
- Racores DinDocumento130 pagineRacores DinEdwin Javier SierraNessuna valutazione finora
- Catalogo TeclesDocumento3 pagineCatalogo TeclesVladimirGuerreroNessuna valutazione finora
- Las Dobladoras de LáminaDocumento1 paginaLas Dobladoras de LáminaMiiguel AnggellNessuna valutazione finora
- NOM 035 Remolques y SemirremolquesDocumento21 pagineNOM 035 Remolques y SemirremolquesBernardo RiveroNessuna valutazione finora
- Requisitos tuberíasDocumento8 pagineRequisitos tuberíasjlvaladoNessuna valutazione finora
- Técnicas para tuberías y accesorios de desagüe en obras de SEDAPALDocumento1 paginaTécnicas para tuberías y accesorios de desagüe en obras de SEDAPALLuis CastañedaNessuna valutazione finora
- P-0210-ESP Fixturlaser XA Manual 3rd Ed 20071003Documento170 pagineP-0210-ESP Fixturlaser XA Manual 3rd Ed 20071003Jaime Espinoza100% (1)
- 02 Manometro ETSA Modelo 643Documento2 pagine02 Manometro ETSA Modelo 643Omar BecerrilNessuna valutazione finora
- Formato MttoDocumento7 pagineFormato MttoAlejandro Suan MedinaNessuna valutazione finora
- Tabla de Ajuste de Pernos-22mDocumento2 pagineTabla de Ajuste de Pernos-22mpapichulo2011Nessuna valutazione finora
- IT 100 2 Torque PernosDocumento2 pagineIT 100 2 Torque Pernosmamapapatio100% (2)
- ES-IO-007 Control de Torque 4Documento6 pagineES-IO-007 Control de Torque 4luisNessuna valutazione finora
- Tablas de torque para tornillos A-325 y A-490Documento1 paginaTablas de torque para tornillos A-325 y A-490Sergio Martínez De JesúsNessuna valutazione finora
- Peñaloza Arraya Gustavo Influencia Variabilidad ParámetrosDocumento154 paginePeñaloza Arraya Gustavo Influencia Variabilidad ParámetrosORLANDO DUARTENessuna valutazione finora
- Datos PernosDocumento37 pagineDatos PernosLuis OyarzunNessuna valutazione finora
- Examen Radiográfico y Ultrasónico - Asme Viii (Uw-11)Documento2 pagineExamen Radiográfico y Ultrasónico - Asme Viii (Uw-11)Nanu Iula100% (1)
- CM1 08Documento28 pagineCM1 08Emilio De Jesus Velazquez BeltranNessuna valutazione finora
- 01 Hierro Maleable Cifunsa CatalogoDocumento32 pagine01 Hierro Maleable Cifunsa CatalogooliviaNessuna valutazione finora
- 002.B Mantenimiento A Equipo de Corte en Frio BipartidoDocumento15 pagine002.B Mantenimiento A Equipo de Corte en Frio BipartidoClaudio Israel Godinez SomeraNessuna valutazione finora
- Api 650 en Espanol 140208114335 Phpapp01Documento56 pagineApi 650 en Espanol 140208114335 Phpapp01Gabriel AguilarNessuna valutazione finora
- PTS Mantenimiento y Lubricacion de ValvulasDocumento11 paginePTS Mantenimiento y Lubricacion de Valvulasluis100% (2)
- I-Man-13 - Cambio Cruceta CardanDocumento5 pagineI-Man-13 - Cambio Cruceta CardanLuis Alberto Rojas AguilarNessuna valutazione finora
- Tabla de TorqueDocumento2 pagineTabla de TorqueSonia Liset Mamani HuamaniNessuna valutazione finora
- Tabla Torque Apriete ALSTOMDocumento2 pagineTabla Torque Apriete ALSTOMmachevelNessuna valutazione finora
- IF. SUFICIENCIA (25-01-15) para ClaseDocumento83 pagineIF. SUFICIENCIA (25-01-15) para ClaseJuan Carlos Donayre SalasNessuna valutazione finora
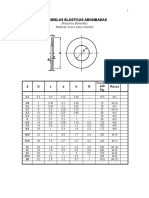
- Arandelas elásticas abombadas y tornillosDocumento30 pagineArandelas elásticas abombadas y tornillosgabNessuna valutazione finora
- Falk Steelflex T31 T35 ES 428-311Documento10 pagineFalk Steelflex T31 T35 ES 428-311pedro_hermiNessuna valutazione finora
- Funciones mecánicos y pruebas diagnósticasDocumento13 pagineFunciones mecánicos y pruebas diagnósticasAngeles Yareli Berruecos Villa100% (1)
- Torque de apriete para uniones roscadas DIN y ASTMDocumento1 paginaTorque de apriete para uniones roscadas DIN y ASTMJesus Eduardo Escamilla Estrada100% (1)
- Planilla de Torque 1ra Etapa de GasDocumento24 paginePlanilla de Torque 1ra Etapa de Gasarturo avilaNessuna valutazione finora
- Examen magnético ASME V-2013Documento41 pagineExamen magnético ASME V-2013Pablo StevinsonNessuna valutazione finora
- En 288-4-Especificacion de Procedimiento de Soldeo para Materiales Metalicos-parte4-Cualificacion de Procedimiento de Soldeo Por Arco de Aluminio y Aleaciones ImprimidoDocumento42 pagineEn 288-4-Especificacion de Procedimiento de Soldeo para Materiales Metalicos-parte4-Cualificacion de Procedimiento de Soldeo Por Arco de Aluminio y Aleaciones Imprimidomanuel floresNessuna valutazione finora
- ITM024 Anexo1R1 Valores de TorqueDocumento1 paginaITM024 Anexo1R1 Valores de TorqueandreazuvNessuna valutazione finora
- Solvo Kleen NCHDocumento2 pagineSolvo Kleen NCHclaudio muñozNessuna valutazione finora
- Cotización de Equipos y Herramientas CraftsmanDocumento7 pagineCotización de Equipos y Herramientas CraftsmanjNessuna valutazione finora
- Semirremolque y Bitren TanqueDocumento96 pagineSemirremolque y Bitren TanqueAndres Alisio100% (1)
- Tabla Designacion de MaterialesDocumento4 pagineTabla Designacion de MaterialesCaballeroGiovanniNessuna valutazione finora
- Lampara Comparadora Flash Light Magnifier TwilightDocumento3 pagineLampara Comparadora Flash Light Magnifier TwilightGedalías Martínez100% (1)
- Valvula Compuerta Sello-FlexiblDocumento4 pagineValvula Compuerta Sello-FlexiblMARCINessuna valutazione finora
- Valvulas de ConoDocumento35 pagineValvulas de ConoVictor Hugo Bustos BeltranNessuna valutazione finora
- Mant Valvula CompuertaDocumento61 pagineMant Valvula Compuertablinkelkpo18Nessuna valutazione finora
- Aceros InoxidablesDocumento16 pagineAceros InoxidablesÀngel RodriguezNessuna valutazione finora
- Et Tuberia Forzada CH ZañaDocumento7 pagineEt Tuberia Forzada CH ZañaRubén CallataNessuna valutazione finora
- Diseño y construcción de grandes tanques de almacenamiento de baja presiónDocumento15 pagineDiseño y construcción de grandes tanques de almacenamiento de baja presiónMario Ticona100% (1)
- Tabla de TuberíaDocumento4 pagineTabla de TuberíaRoobertho Athhondo100% (1)
- Código ASME Sección IX: Guía práctica para calificar soldadurasDocumento69 pagineCódigo ASME Sección IX: Guía práctica para calificar soldadurasGary Oporto cabas100% (1)
- Tablas de Torque 2Documento8 pagineTablas de Torque 2Alonso RamosNessuna valutazione finora
- Como Usar La Tabla de Torques PDFDocumento12 pagineComo Usar La Tabla de Torques PDFAlberto FríasNessuna valutazione finora
- Torque de TornillosDocumento5 pagineTorque de TornillosHéctor Rodriguez RubioNessuna valutazione finora
- Cálculo del par de apriete de tornillosDocumento9 pagineCálculo del par de apriete de tornillospoite100% (1)
- Cálculo Del Par de Apriete o Torque de Un TornilloDocumento9 pagineCálculo Del Par de Apriete o Torque de Un TornilloYoyito MarulandaNessuna valutazione finora
- Parámetros clave de la soldadura por ultrasonidosDocumento1 paginaParámetros clave de la soldadura por ultrasonidosVictor RBNessuna valutazione finora
- DOF DiarioOficialdelaFederacion PDFDocumento2 pagineDOF DiarioOficialdelaFederacion PDFOmar RuizNessuna valutazione finora
- DesplegadoDocumento3 pagineDesplegadoOmar RuizNessuna valutazione finora
- E LanchaCI 652 HonorYValorDocumento5 pagineE LanchaCI 652 HonorYValorOmar RuizNessuna valutazione finora
- Factura autobuses PullmanDocumento1 paginaFactura autobuses PullmanOmar RuizNessuna valutazione finora
- Abecedario Mayusculas Minusculas PDFDocumento10 pagineAbecedario Mayusculas Minusculas PDFOmar RuizNessuna valutazione finora
- F25DDocumento100 pagineF25DOmar Ruiz100% (1)
- SCT Weather Report 160217 1000 HrsDocumento3 pagineSCT Weather Report 160217 1000 HrsOmar RuizNessuna valutazione finora
- Memoria Calculo Cimentacion PDFDocumento69 pagineMemoria Calculo Cimentacion PDFRulo CarsNessuna valutazione finora
- HIDRÁULICADocumento17 pagineHIDRÁULICADerek VDNessuna valutazione finora
- Soldadura Subacuatica FinalDocumento31 pagineSoldadura Subacuatica Finalmono100% (1)
- FisicaDocumento4 pagineFisicaFernan DitoNessuna valutazione finora
- Guia de Ejercicios #1 Trabajo y Potencia MecánicaDocumento3 pagineGuia de Ejercicios #1 Trabajo y Potencia MecánicasthefanyNessuna valutazione finora
- Taller Conceptos Basicos-Calculos - Felipe CastrillonDocumento8 pagineTaller Conceptos Basicos-Calculos - Felipe CastrillonFelipeNessuna valutazione finora
- Curso Excavdora 336 DLME ModificadoDocumento57 pagineCurso Excavdora 336 DLME Modificadojorgemorales416100% (3)
- Compatacion A PresionDocumento11 pagineCompatacion A PresionChris Glibert Hans Ttito ToribioNessuna valutazione finora
- Practica 4 Lab de Cinemática y DinámicaDocumento17 paginePractica 4 Lab de Cinemática y DinámicaYahir EmbarcaederoNessuna valutazione finora
- Material Procedimiento Correcta Sincronizacion Puesta Tiempo Diagrama Herramientas Goniometro Partes PDFDocumento5 pagineMaterial Procedimiento Correcta Sincronizacion Puesta Tiempo Diagrama Herramientas Goniometro Partes PDFCristian FuentesNessuna valutazione finora
- CONDENSADOR HORIZONTALDocumento16 pagineCONDENSADOR HORIZONTALGer ArdoNessuna valutazione finora
- Corte DirectoDocumento17 pagineCorte DirectoPercy AJNessuna valutazione finora
- BMW SwapDocumento8 pagineBMW SwapMarcos Sepulveda UrrutiaNessuna valutazione finora
- Apendice AislamientoDocumento30 pagineApendice AislamientoHubert Omar Canales LopezNessuna valutazione finora
- Movimiento Bajo La Acción Del Campo GravitatorioDocumento7 pagineMovimiento Bajo La Acción Del Campo GravitatorioDilian Cecil100% (1)
- Libro Del Conductor Chileno 2019-3Documento10 pagineLibro Del Conductor Chileno 2019-3Alejandro MedinaNessuna valutazione finora
- Diseño de miembros en compresiónDocumento1 paginaDiseño de miembros en compresiónerlandferNessuna valutazione finora
- Cinemática SolDocumento91 pagineCinemática SolClaudia Cáceres100% (1)
- Motor BesDocumento26 pagineMotor BesHenry WildNessuna valutazione finora
- Ensayo FlexionDocumento3 pagineEnsayo FlexionMaicol RojasNessuna valutazione finora
- Sistema de Admisión y EscapeDocumento11 pagineSistema de Admisión y EscapeMauro Ccanchi EspinozaNessuna valutazione finora
- Quemador para Caldera 1Documento4 pagineQuemador para Caldera 1Martin QuinteroNessuna valutazione finora
- Alcance Del Mantenimiento Preventivo Anual Puente Grúa Abus Estación El JoboDocumento3 pagineAlcance Del Mantenimiento Preventivo Anual Puente Grúa Abus Estación El JoboLibardo RuzNessuna valutazione finora
- Quiz de Preparación Segundo Parcial - Revisión Del IntentoDocumento10 pagineQuiz de Preparación Segundo Parcial - Revisión Del IntentopatriciaNessuna valutazione finora
- Practica9 ESIQIE Introducción Fenómenos de TransporteDocumento8 paginePractica9 ESIQIE Introducción Fenómenos de TransporteBruno López PinedaNessuna valutazione finora
- LABORATORIO No 7 Momento de Inercia 23-09-13Documento5 pagineLABORATORIO No 7 Momento de Inercia 23-09-13Amadeo GarciaNessuna valutazione finora
- Problemas Video Clase 10Documento15 pagineProblemas Video Clase 10karina peñaloza jara100% (1)
- Instalaciones Electricas y MecanicasDocumento13 pagineInstalaciones Electricas y Mecanicasnicole riveroNessuna valutazione finora
- Service Type Tracking ListDocumento43 pagineService Type Tracking ListMiguel PelkastreNessuna valutazione finora
- Fundamentos Del Control de Las Distorsiones PDFDocumento38 pagineFundamentos Del Control de Las Distorsiones PDFCarlos ValenciaNessuna valutazione finora