Potrebbero piacerti anche
- Información Técnica FlangesDocumento6 pagineInformación Técnica Flangesmulder21Nessuna valutazione finora
- Flanges NORMASDocumento6 pagineFlanges NORMASGAMBLNessuna valutazione finora
- BridasDocumento19 pagineBridasEdith Pacheco ContrerasNessuna valutazione finora
- Accesorios en Valvulas y Tuberias Crane1 PDFDocumento16 pagineAccesorios en Valvulas y Tuberias Crane1 PDFJohn RojasNessuna valutazione finora
- Informe Tecnico BridasDocumento13 pagineInforme Tecnico BridasHéctor RLNessuna valutazione finora
- Valvulas y ChokesDocumento38 pagineValvulas y ChokesJuanitoPintoNessuna valutazione finora
- Bomba Vogel Mp-Mpa-MpaiDocumento67 pagineBomba Vogel Mp-Mpa-Mpaianon_902629902Nessuna valutazione finora
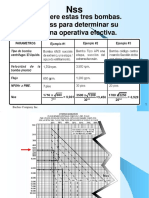
- Nss y NsDocumento33 pagineNss y NsEntregables Cracking IIINessuna valutazione finora
- Calculo de Una Placa OrificioDocumento4 pagineCalculo de Una Placa OrificioRoberto Toledo Molina0% (1)
- Clasificación BombasDocumento46 pagineClasificación BombasCarlos LazoNessuna valutazione finora
- Check Valves Non-Return ValvesDocumento1 paginaCheck Valves Non-Return ValvesMickNessuna valutazione finora
- Sistema de Almacenamiento TanquesDocumento11 pagineSistema de Almacenamiento TanquesRoberto DominguezNessuna valutazione finora
- Conexión Por Brida FF RF RTJDocumento3 pagineConexión Por Brida FF RF RTJTINCHOYA100% (1)
- Bridas Ansi Catalogo CompletoDocumento98 pagineBridas Ansi Catalogo CompletoJorge E Restrepo BNessuna valutazione finora
- p405 33Documento3 paginep405 33JuanRamonPalmaMendozaNessuna valutazione finora
- Medidor CoriolisDocumento26 pagineMedidor Coriolisdgalindo1100% (1)
- Catalogo Empaquetaduras GarlockDocumento0 pagineCatalogo Empaquetaduras GarlockWladimir Melo AranedaNessuna valutazione finora
- Hidrostal y GouldsDocumento22 pagineHidrostal y GouldsWilliam René CriolloNessuna valutazione finora
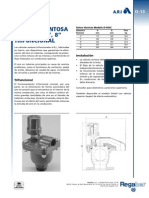
- Valvulas Ventosa RegaberDocumento3 pagineValvulas Ventosa RegaberAndyAlfonsNessuna valutazione finora
- Discos de RupturaDocumento17 pagineDiscos de Rupturamf campusNessuna valutazione finora
- Catalogo Bombas Neumaticas de DiafragmaDocumento2 pagineCatalogo Bombas Neumaticas de DiafragmaSEBASTIAN PEREZNessuna valutazione finora
- 27 Zarandas PDFDocumento69 pagine27 Zarandas PDFAlessandra FloresfarNessuna valutazione finora
- SGPD 02can CRTTC 0001Documento152 pagineSGPD 02can CRTTC 0001osman arayaNessuna valutazione finora
- Sistemas de transporte neumático PDVSADocumento26 pagineSistemas de transporte neumático PDVSAjesusNessuna valutazione finora
- Manual de entrenamiento sobre principios básicos de hidráulicaDocumento224 pagineManual de entrenamiento sobre principios básicos de hidráulicaJose Luis Crespo GallardoNessuna valutazione finora
- Transporte Hidraulico de SolidosDocumento217 pagineTransporte Hidraulico de SolidosRoberto Villagran Barrios75% (4)
- Diámetro Tuberías NPS Vs DNDocumento1 paginaDiámetro Tuberías NPS Vs DNm125esteban2003100% (1)
- Memorias Curso Linea Fundido Octubre, 2019Documento63 pagineMemorias Curso Linea Fundido Octubre, 2019CarlosEduardoMorenoMancera100% (2)
- Catalogo de Valvulas Unival PDFDocumento60 pagineCatalogo de Valvulas Unival PDFRafael Garcia100% (1)
- Piping ClassDocumento43 paginePiping Classnetozx100% (3)
- Cap 3 Discos de RupturaDocumento18 pagineCap 3 Discos de Rupturalcando100% (1)
- Brida Plana En-1092!1!1 PN-16 - DNBridaDocumento2 pagineBrida Plana En-1092!1!1 PN-16 - DNBridaJorddy Mendoza RuizNessuna valutazione finora
- Dilatacion Termica y Flexibilidad de Tub PDFDocumento24 pagineDilatacion Termica y Flexibilidad de Tub PDFnikolas100% (1)
- Tuberías FRP propiedadesDocumento3 pagineTuberías FRP propiedadesChristian HinostrozaNessuna valutazione finora
- Manual ValvulasDocumento25 pagineManual ValvulasChriss Salinz Moli100% (1)
- Tabla Pesos de ValvulasDocumento4 pagineTabla Pesos de ValvulasOscar TapiaNessuna valutazione finora
- Tipos de Valvulas de Cilindros de GLPDocumento5 pagineTipos de Valvulas de Cilindros de GLPshinalozadaNessuna valutazione finora
- Curso - Válvulas ManualesDocumento51 pagineCurso - Válvulas Manualesarmando0212-1100% (1)
- Modelación Planta Tratamiento Aguas Servidas ESSBIODocumento12 pagineModelación Planta Tratamiento Aguas Servidas ESSBIOCLAUDIAMANSILLACNessuna valutazione finora
- Compresor Quincy Qr25-007-Es 0810Documento12 pagineCompresor Quincy Qr25-007-Es 0810Angelito MartínezNessuna valutazione finora
- Filtro de Carbón Activado (Exposición)Documento2 pagineFiltro de Carbón Activado (Exposición)MARLY DAYANARA CASADO CABRALNessuna valutazione finora
- Valvulas de AlivioDocumento96 pagineValvulas de Aliviocanas100% (1)
- Códigos y Estándares de TuberíasDocumento5 pagineCódigos y Estándares de TuberíasIsaias Mora Salamanca100% (1)
- 4.5 Desgasificadores .0Documento6 pagine4.5 Desgasificadores .0jose carlos flores diaz100% (1)
- Sistema HidrofloDocumento9 pagineSistema HidrofloLopez199414Nessuna valutazione finora
- 2 - 1 CompresoresDocumento52 pagine2 - 1 CompresoresCinthya NorabuenaNessuna valutazione finora
- Bombeo Agua Sistema DiseñoDocumento1 paginaBombeo Agua Sistema DiseñoMikel CortezNessuna valutazione finora
- Flanges RDocumento6 pagineFlanges Rrmacetas2047100% (1)
- Flanges PDFDocumento6 pagineFlanges PDFcristhianNessuna valutazione finora
- FlangesDocumento6 pagineFlangesJesús Alberto Díaz CostaNessuna valutazione finora
- Bridas para cañeríasDocumento5 pagineBridas para cañeríasJuan Jose Alarcon Aquino50% (2)
- Bridas Salas Mariño Jose MiguelDocumento31 pagineBridas Salas Mariño Jose MiguelBeto Miranda ConsueloNessuna valutazione finora
- BRIDASDocumento17 pagineBRIDASzurimy100% (2)
- Clases y tipos de caras de flanges según ASME B16.5Documento3 pagineClases y tipos de caras de flanges según ASME B16.5Andres Felipe Hernandez GomezNessuna valutazione finora
- FlangesDocumento9 pagineFlangesJesus E. DazaNessuna valutazione finora
- Accesorios para TuberíasDocumento42 pagineAccesorios para TuberíasEdgar Estrada Garcia100% (1)
- Bridas Normas Asme-AnsiDocumento5 pagineBridas Normas Asme-AnsiJuan Pablo SantosNessuna valutazione finora
- 2IM73 - Bridas - Santiago Hernandez Jesus AntonioDocumento26 pagine2IM73 - Bridas - Santiago Hernandez Jesus AntonioAntonio HernandezNessuna valutazione finora
- Tipos de BridasDocumento50 pagineTipos de BridasCindiiPiinto100% (6)
- Informe Bridas 1Documento16 pagineInforme Bridas 1Victor Hugo FloresNessuna valutazione finora
- Obtencion de metano puro mediante turboexpansorDocumento5 pagineObtencion de metano puro mediante turboexpansoryulizNessuna valutazione finora
- Cuestionario #3Documento3 pagineCuestionario #3NICOLEASCNessuna valutazione finora
- Flujo Compresible en ToberasDocumento12 pagineFlujo Compresible en ToberasprincemxNessuna valutazione finora
- TALLER DE QUÍMICA ResueltoDocumento52 pagineTALLER DE QUÍMICA ResueltoSanti Maya86% (7)
- Aplicaciones industriales enzimasDocumento3 pagineAplicaciones industriales enzimasYobas IbañezNessuna valutazione finora
- Formulación y nomenclatura de compuestos orgánicosDocumento19 pagineFormulación y nomenclatura de compuestos orgánicosmelissNessuna valutazione finora
- Modelo de Calculo de Eficiencia Termica de Una Central de Lecho Fluidizado en FuncionDocumento85 pagineModelo de Calculo de Eficiencia Termica de Una Central de Lecho Fluidizado en FunciongermanNessuna valutazione finora
- (1library - Co) Reacciones Químicas Cuestiones y EjerciciosDocumento12 pagine(1library - Co) Reacciones Químicas Cuestiones y EjerciciosMiguel del Puerto MelchorNessuna valutazione finora
- Acidez y BasicidadDocumento6 pagineAcidez y BasicidadDEXTER “Dexter283003” ASHAHAHASHNessuna valutazione finora
- Práctica 11. Determinación de Ácidos GrasosDocumento4 paginePráctica 11. Determinación de Ácidos GrasosFelipeNessuna valutazione finora
- Qué Es El FuegoDocumento7 pagineQué Es El FuegoAndres GutierrezNessuna valutazione finora
- Api 5LX-52Documento9 pagineApi 5LX-52nelsonNessuna valutazione finora
- Hidrocarburos AlcanosDocumento8 pagineHidrocarburos AlcanosEstefany LopezNessuna valutazione finora
- Proceso Industrial de La PinturaDocumento4 pagineProceso Industrial de La PinturaGabriela Chire solisNessuna valutazione finora
- Cannon FenskeDocumento16 pagineCannon FenskeXaviGarciaNessuna valutazione finora
- Journal Simulation and Laboratory V9 N26 3Documento13 pagineJournal Simulation and Laboratory V9 N26 3Claudio MorenoNessuna valutazione finora
- Unidad 4 Concentración de EsfuerzosDocumento38 pagineUnidad 4 Concentración de EsfuerzosSmith AlmestarNessuna valutazione finora
- Deber 01 Semana 2Documento2 pagineDeber 01 Semana 2Henry Wladimir Cóndor SinchiguanoNessuna valutazione finora
- Practica 7-Identificacion de EnzimasDocumento3 paginePractica 7-Identificacion de EnzimasCristian Gordillo CarrascoNessuna valutazione finora
- Temario 1° Diplomado Aire Acondicionado 2018Documento5 pagineTemario 1° Diplomado Aire Acondicionado 2018Juancito Apaza MarazaNessuna valutazione finora
- Laboratorio 1 Grupo 4Documento24 pagineLaboratorio 1 Grupo 4maría Elena Castillejo ChavezNessuna valutazione finora
- Caldera Pirotubular o de Tubos de HumoDocumento30 pagineCaldera Pirotubular o de Tubos de HumoAlberto Moreno TorresNessuna valutazione finora
- Monografia de SulfatiazolDocumento5 pagineMonografia de SulfatiazolJesús Alvarado FloresNessuna valutazione finora
- Gomas y ResinasDocumento20 pagineGomas y ResinaserikNessuna valutazione finora
- Guia de Servicios Instituto Nacional de Ciencias Forenses de Guatemala PDFDocumento30 pagineGuia de Servicios Instituto Nacional de Ciencias Forenses de Guatemala PDFCeleste PinedaNessuna valutazione finora
- Glucósidos cardiotónicos y saponinasDocumento48 pagineGlucósidos cardiotónicos y saponinasAnderson FernandezNessuna valutazione finora
- Determinación Del Cero Absoluto de TemperaturaDocumento9 pagineDeterminación Del Cero Absoluto de TemperaturaWilly SalcedoNessuna valutazione finora
- ESTRUCTURAS Celulares Membranosas IDocumento62 pagineESTRUCTURAS Celulares Membranosas Iluana109Nessuna valutazione finora
- Bioxider 1505Documento4 pagineBioxider 1505NORBEY IZQUIERDONessuna valutazione finora
- GTAWDocumento146 pagineGTAWRosario JaimeNessuna valutazione finora