Potrebbero piacerti anche
- Wire Rope BookletDocumento27 pagineWire Rope BookletVasanth RaghavanNessuna valutazione finora
- Guide Notes For Anchors and Chains SurveyDocumento5 pagineGuide Notes For Anchors and Chains SurveyJORGENessuna valutazione finora
- Windlass NotesDocumento2 pagineWindlass NotessbdmanNessuna valutazione finora
- The Load Extensions Curve For Metallic Wire and Hence Determine The Modulus of Elasticity of Material of WireDocumento5 pagineThe Load Extensions Curve For Metallic Wire and Hence Determine The Modulus of Elasticity of Material of Wirewindgust82100% (1)
- Rigid Pipeline DesignDocumento123 pagineRigid Pipeline DesignAditya Prasad100% (1)
- An Introduction To Wire RopeDocumento10 pagineAn Introduction To Wire Ropenishanth132100% (1)
- WireDocumento51 pagineWireMadhav Rajpurohit100% (1)
- Wire Rope 101: What Wire Rope Is... Wire Rope Design & ConstructionDocumento1 paginaWire Rope 101: What Wire Rope Is... Wire Rope Design & ConstructionRaghu Dev HosurNessuna valutazione finora
- WireRopeBasics ClassificationFeaturesDocumento5 pagineWireRopeBasics ClassificationFeaturesbibin2010Nessuna valutazione finora
- Ipt - 2005 PDFDocumento669 pagineIpt - 2005 PDFصباح صالح سليمانNessuna valutazione finora
- Draglineguide9 10Documento16 pagineDraglineguide9 10Antonio RibeiroNessuna valutazione finora
- Wire Rope Inspection: Typical Valley (Above) and Crown (Below) Wire Breaks in Outer WiresDocumento2 pagineWire Rope Inspection: Typical Valley (Above) and Crown (Below) Wire Breaks in Outer Wiressayed salahNessuna valutazione finora
- 03 Wire Rope Strand TerminationsDocumento20 pagine03 Wire Rope Strand Terminationsoluomo1Nessuna valutazione finora
- Wire Ropes - Bridon Rope - BAC - TechnicalDocumento25 pagineWire Ropes - Bridon Rope - BAC - TechnicalJose BijoyNessuna valutazione finora
- Telescopic AlignmentDocumento37 pagineTelescopic AlignmentJeevana Sugandha Wijerathna100% (1)
- Wire and Fiber Rope Guide for Safe Use & InspectionDocumento20 pagineWire and Fiber Rope Guide for Safe Use & InspectionGabrielNessuna valutazione finora
- Wire Rope-General InformationDocumento12 pagineWire Rope-General InformationRaj100% (1)
- Anchoring EquipmentDocumento9 pagineAnchoring EquipmentPratama ZetoNessuna valutazione finora
- UNIT 2 - Derricks, Cranse, Dock Labour RegulationsDocumento112 pagineUNIT 2 - Derricks, Cranse, Dock Labour RegulationsInnocentvishwaNessuna valutazione finora
- Early Crane Sheave Failure Due to Design FlawDocumento14 pagineEarly Crane Sheave Failure Due to Design FlawMichael WoodNessuna valutazione finora
- Mooring and Anchor Handling EquipmentDocumento38 pagineMooring and Anchor Handling EquipmentTee Jay GarcesNessuna valutazione finora
- Morris Manual Hoists Winches BrochureDocumento5 pagineMorris Manual Hoists Winches BrochurefirlimustariNessuna valutazione finora
- Inspection & Maintenance of SlingsDocumento58 pagineInspection & Maintenance of SlingsMohammad Abubakar Siddiq100% (1)
- Research - Ship Crane - CACERES, Gjon Jann D PDFDocumento14 pagineResearch - Ship Crane - CACERES, Gjon Jann D PDFGjon Jann CaceresNessuna valutazione finora
- Porsgrunn Steering GearDocumento4 paginePorsgrunn Steering GearPedro EscarráNessuna valutazione finora
- Steering Gear Specification PDFDocumento4 pagineSteering Gear Specification PDFFabián Inostroza RomeroNessuna valutazione finora
- Crane Wire and RopeDocumento6 pagineCrane Wire and RopeThusitha DalpathaduNessuna valutazione finora
- Anchor ChainsDocumento3 pagineAnchor Chainsnavalzero910Nessuna valutazione finora
- Wire Rope - Maintenance and Signs To Look Out For - Liftsafe Group of CompaniesDocumento11 pagineWire Rope - Maintenance and Signs To Look Out For - Liftsafe Group of Companiesnamkval100% (1)
- How mooring winches secure shipsDocumento96 pagineHow mooring winches secure shipsInfant RajNessuna valutazione finora
- Shackle Marking Information PDFDocumento7 pagineShackle Marking Information PDFparkerworkerNessuna valutazione finora
- Maintenance Management 30Documento8 pagineMaintenance Management 30Hemant SharmaNessuna valutazione finora
- Fibre Ropes, Knots, HitchesDocumento26 pagineFibre Ropes, Knots, HitchesMaricris de GuzmanNessuna valutazione finora
- P103102 - 11.00 - Doc - Freedom Manual-Old Chain Selection Guide PDFDocumento45 pagineP103102 - 11.00 - Doc - Freedom Manual-Old Chain Selection Guide PDFAnonymous M0OEZEKoGiNessuna valutazione finora
- Group 2 WindlassDocumento17 pagineGroup 2 WindlassUser NameNessuna valutazione finora
- Proper Wire Rope UseDocumento10 pagineProper Wire Rope Usekartoon_38Nessuna valutazione finora
- Anchor Chain Preparation For MeasuringDocumento2 pagineAnchor Chain Preparation For MeasuringVaibhav DesaiNessuna valutazione finora
- Casar RotationDocumento50 pagineCasar RotationmarketakisioannisNessuna valutazione finora
- Marine Crane Lifecycle CostDocumento3 pagineMarine Crane Lifecycle CostesvalNessuna valutazione finora
- Deck Machinery 1525480545 PDFDocumento10 pagineDeck Machinery 1525480545 PDFDaniel Alejandro MoreiraNessuna valutazione finora
- Manual HoistsDocumento71 pagineManual Hoistsfuat0804Nessuna valutazione finora
- Yale PE2 Lever Hoist - 40192 ADocumento16 pagineYale PE2 Lever Hoist - 40192 AAthox QhurienNessuna valutazione finora
- Wire Rope Sling Tech InfoDocumento6 pagineWire Rope Sling Tech InfoDaud PirriNessuna valutazione finora
- Cargo Handling PDFDocumento12 pagineCargo Handling PDFKarim Abd ElazizNessuna valutazione finora
- 07 GB PDFDocumento92 pagine07 GB PDFJuan Dela CruzNessuna valutazione finora
- To Meet Your Challenges: Foldable Knuckle Boom Telescopic Boom Jib Knuckle Boom Heavy Duty Foldable Knuckle BoomDocumento24 pagineTo Meet Your Challenges: Foldable Knuckle Boom Telescopic Boom Jib Knuckle Boom Heavy Duty Foldable Knuckle BoompradewoNessuna valutazione finora
- Marine Radar Operator's ManualDocumento48 pagineMarine Radar Operator's ManualWalter Artur Artur MendesNessuna valutazione finora
- Towne Lifting & Testing ServicesDocumento16 pagineTowne Lifting & Testing ServicesftsgroupNessuna valutazione finora
- DNV Car FerryDocumento15 pagineDNV Car Ferryrenatomico2Nessuna valutazione finora
- Wire Rope InspectionDocumento15 pagineWire Rope InspectionEdward McgowanNessuna valutazione finora
- Towing Winch Emergency Release Systems-Cu Aplicare Din 2020Documento4 pagineTowing Winch Emergency Release Systems-Cu Aplicare Din 2020tonyNessuna valutazione finora
- Sheave InspectionDocumento11 pagineSheave Inspectiondsn_sarmaNessuna valutazione finora
- Reducing Straddle Carrier Accidents at The PortDocumento5 pagineReducing Straddle Carrier Accidents at The PortIOSRjournalNessuna valutazione finora
- Guidelines for securing loose studs in anchor chain by weldingDocumento10 pagineGuidelines for securing loose studs in anchor chain by weldingchristianvanNessuna valutazione finora
- Slings Standards RequirementsDocumento15 pagineSlings Standards RequirementsBinoy GopinathanNessuna valutazione finora
- EOT Crane Maintenance ManualDocumento99 pagineEOT Crane Maintenance ManualAvishek DasNessuna valutazione finora
- Fuel Oil FilterDocumento4 pagineFuel Oil FilterTrișcă Cristian AndreiNessuna valutazione finora
- EagleBurgmann DMS TSE E3 Brochure Mechnical Seal Technology and Selection en 22.07.2015Documento58 pagineEagleBurgmann DMS TSE E3 Brochure Mechnical Seal Technology and Selection en 22.07.2015sachinumaryeNessuna valutazione finora
- Southern Marine Engineering Desk Reference: Second Edition Volume IiDa EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiNessuna valutazione finora
- An Introduction to Wire Rope Types and ConstructionDocumento7 pagineAn Introduction to Wire Rope Types and Constructionwindgust82Nessuna valutazione finora
- Inspection of WiresDocumento12 pagineInspection of Wiresdenis_john_2Nessuna valutazione finora
- 02 Wire Rope StrandDocumento39 pagine02 Wire Rope Strandmanuelperezz2567% (3)
- OPERATIONAL COST COMPARISON 450RT Centrifugal and Steam Fired ChillerDocumento1 paginaOPERATIONAL COST COMPARISON 450RT Centrifugal and Steam Fired Chillerwindgust82Nessuna valutazione finora
- OPERATIONAL COST COMPARISON 450RT Centrifugal and Steam Fired ChillerDocumento1 paginaOPERATIONAL COST COMPARISON 450RT Centrifugal and Steam Fired Chillerwindgust82Nessuna valutazione finora
- Brownies: IngredientsDocumento2 pagineBrownies: Ingredientswindgust82Nessuna valutazione finora
- Red Velvet Sheet CakeDocumento1 paginaRed Velvet Sheet Cakewindgust82Nessuna valutazione finora
- Human Performance ToolsDocumento15 pagineHuman Performance Toolswindgust82Nessuna valutazione finora
- Chocolate Chip CookiesDocumento1 paginaChocolate Chip Cookieswindgust82Nessuna valutazione finora
- Great Leader SayingsDocumento1 paginaGreat Leader Sayingswindgust82Nessuna valutazione finora
- Total Acid NumberDocumento1 paginaTotal Acid Numberwindgust82Nessuna valutazione finora
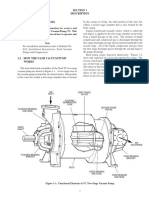
- Liquid Ring Vacuum Pump Construction and WorkingDocumento2 pagineLiquid Ring Vacuum Pump Construction and Workingwindgust82Nessuna valutazione finora
- Waky CakeDocumento1 paginaWaky Cakewindgust82Nessuna valutazione finora
- Chocolate Cherry CupcakesDocumento1 paginaChocolate Cherry Cupcakeswindgust82Nessuna valutazione finora
- Chocolate Cherry CupcakesDocumento1 paginaChocolate Cherry Cupcakeswindgust82Nessuna valutazione finora
- Red Velvet Cheese CakeDocumento1 paginaRed Velvet Cheese Cakewindgust82Nessuna valutazione finora
- Monitor blower pressure, temperature, and noiseDocumento5 pagineMonitor blower pressure, temperature, and noisewindgust82Nessuna valutazione finora
- English Phrases Part 1Documento2 pagineEnglish Phrases Part 1windgust82Nessuna valutazione finora
- English PhrasesDocumento2 pagineEnglish Phraseswindgust82Nessuna valutazione finora
- Latte Tea RecipeDocumento3 pagineLatte Tea Recipewindgust82Nessuna valutazione finora
- Russian TeaDocumento1 paginaRussian Teawindgust82Nessuna valutazione finora
- Lemon CakeDocumento2 pagineLemon Cakewindgust82Nessuna valutazione finora
- English Direct IndirectDocumento1 paginaEnglish Direct Indirectwindgust82Nessuna valutazione finora
- An Introduction to Wire Rope Types and ConstructionDocumento7 pagineAn Introduction to Wire Rope Types and Constructionwindgust82Nessuna valutazione finora
- FMEDocumento9 pagineFMEwindgust82Nessuna valutazione finora
- Effective English WritingDocumento89 pagineEffective English Writingwindgust82Nessuna valutazione finora
- FMEDocumento9 pagineFMEwindgust82Nessuna valutazione finora
- Machining Time CalculationDocumento2 pagineMachining Time Calculationwindgust82Nessuna valutazione finora
- GTAW TIG Welding GuideDocumento17 pagineGTAW TIG Welding Guidewindgust82Nessuna valutazione finora
- Designing Effective PowerPoint PresentationDocumento48 pagineDesigning Effective PowerPoint Presentationwindgust82Nessuna valutazione finora
- Effective English WritingDocumento89 pagineEffective English Writingwindgust82Nessuna valutazione finora
- Wire Rope General InformationDocumento16 pagineWire Rope General Informationwindgust82Nessuna valutazione finora
- VAV Terminal Units: Type LVCDocumento16 pagineVAV Terminal Units: Type LVCNikosNessuna valutazione finora
- Applications of Bernoulli's Equation for flow analysisDocumento17 pagineApplications of Bernoulli's Equation for flow analysisAboo Sdam AL Mkahal100% (2)
- RCC54 Circular Column ChartingDocumento13 pagineRCC54 Circular Column Chartingbunheng lonNessuna valutazione finora
- 2018 Journal PDFDocumento6 pagine2018 Journal PDFManik SharmaNessuna valutazione finora
- Drum Handlingstorage Installation GuidelineDocumento12 pagineDrum Handlingstorage Installation GuidelineShubham Baderiya100% (1)
- G+2 Villa First Floor Roof Structural DrawingDocumento4 pagineG+2 Villa First Floor Roof Structural DrawingsmallhouseconstructionsNessuna valutazione finora
- Surface & Coatings Technology: SciencedirectDocumento9 pagineSurface & Coatings Technology: SciencedirectVitor JardimNessuna valutazione finora
- Sprinkler 2 01 2021Documento2 pagineSprinkler 2 01 2021rajaNessuna valutazione finora
- Metz 19Documento2 pagineMetz 19dirafly3566Nessuna valutazione finora
- Chapter 9 - Buckling of ColumnsDocumento8 pagineChapter 9 - Buckling of ColumnswinzNessuna valutazione finora
- Intro To AluminumDocumento51 pagineIntro To AluminumAzmi NdtNessuna valutazione finora
- Viscous Flow in Pipes PDFDocumento71 pagineViscous Flow in Pipes PDFMuhammad Izzamir FirdausNessuna valutazione finora
- Simple Connections in Steel StructuresDocumento13 pagineSimple Connections in Steel StructuresSetup ComputerNessuna valutazione finora
- Materials Challenges in Nuclear EnergyDocumento24 pagineMaterials Challenges in Nuclear EnergyW.t. HanNessuna valutazione finora
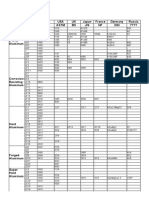
- China (GB) USA UK Japan France Germany Russia Old New Astm BS JIS NF DIN ????Documento2 pagineChina (GB) USA UK Japan France Germany Russia Old New Astm BS JIS NF DIN ????payara111Nessuna valutazione finora
- A 23411Documento9 pagineA 23411jeremytoh89Nessuna valutazione finora
- Reference: Frank MonaghanDocumento20 pagineReference: Frank MonaghanIeeeChannaNessuna valutazione finora
- Gan Band STRDocumento18 pagineGan Band STRitshotandfreeNessuna valutazione finora
- 05) 63a MCCB 10 Bran Panel (B-Dp-Pump)Documento4 pagine05) 63a MCCB 10 Bran Panel (B-Dp-Pump)consultnadeem70Nessuna valutazione finora
- Ideal Regenerative Rankine Cycle ExplainedDocumento22 pagineIdeal Regenerative Rankine Cycle ExplainedJohn Michael Go AbalosNessuna valutazione finora
- SR - No - 4 - DI PIPE - Technical Datasheet - C - ClassDocumento7 pagineSR - No - 4 - DI PIPE - Technical Datasheet - C - ClassArunprasad MurugesanNessuna valutazione finora
- Annual Repair Schedule Draft 4sept2012Documento6 pagineAnnual Repair Schedule Draft 4sept2012keithmontpvtNessuna valutazione finora
- PROPOSAL SMELTER Project-Bintan Island - ElectDocumento314 paginePROPOSAL SMELTER Project-Bintan Island - Electagung100% (1)
- Project - Bali Chambre Go: BTDC Nusa Dua - BaliDocumento44 pagineProject - Bali Chambre Go: BTDC Nusa Dua - BaliYudi Ibo NlfNessuna valutazione finora
- Solutions For Agricultural FilmsDocumento12 pagineSolutions For Agricultural FilmsAlfredo Ch. LinoNessuna valutazione finora
- Act.6, Heat and MassDocumento13 pagineAct.6, Heat and Massyessa gamuedaNessuna valutazione finora
- Presentation DokaDocumento20 paginePresentation DokabetungurarnoldNessuna valutazione finora
- Sylobloc Silica Anti-Blocking Additives: Product Portfolio & Selection GuideDocumento4 pagineSylobloc Silica Anti-Blocking Additives: Product Portfolio & Selection Guide360907219Nessuna valutazione finora
- Mine Ventilation FundamentalsDocumento36 pagineMine Ventilation FundamentalsArihant JainNessuna valutazione finora