Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Asme B18.6.5M 2000Documento69 pagineAsme B18.6.5M 2000Mohd Zulfadli Mohamad IzaraeeNessuna valutazione finora
- Email NDT CompanyDocumento61 pagineEmail NDT CompanyMohd Zulfadli Mohamad IzaraeeNessuna valutazione finora
- Viewing and Interpretation of RadiographsDocumento30 pagineViewing and Interpretation of RadiographsNatrajiNessuna valutazione finora
- Klang Valley Integrated Rail SystemDocumento1 paginaKlang Valley Integrated Rail SystemrohitnshenoyNessuna valutazione finora
- Saga 13 CVTSTDPMDocumento1 paginaSaga 13 CVTSTDPMMohd Zulfadli Mohamad IzaraeeNessuna valutazione finora
- Myvise BrochureDocumento2 pagineMyvise BrochureKyrul NizamNessuna valutazione finora
- KL Transit MapDocumento1 paginaKL Transit MapWong PfNessuna valutazione finora
- CRSDocumento2 pagineCRSMohd Zulfadli Mohamad IzaraeeNessuna valutazione finora
- Meeting ExampleDocumento1 paginaMeeting ExampleMohd Zulfadli Mohamad IzaraeeNessuna valutazione finora
- AstmDocumento29 pagineAstmMohd Zulfadli Mohamad IzaraeeNessuna valutazione finora
- SL SL5 SL4 SL3 SL2 SL1 dK7 dD8 dK6 dF3 dD7 dK5 dD6 dK1 dD2 dK2 dF1 dD3 dK3 dD4 DG dD5 dK4Documento1 paginaSL SL5 SL4 SL3 SL2 SL1 dK7 dD8 dK6 dF3 dD7 dK5 dD6 dK1 dD2 dK2 dF1 dD3 dK3 dD4 DG dD5 dK4Mohd Zulfadli Mohamad IzaraeeNessuna valutazione finora
- ASIO4ALL v2 Instruction ManualDocumento11 pagineASIO4ALL v2 Instruction ManualDanny_Grafix_1728Nessuna valutazione finora
- Minute MeetingDocumento3 pagineMinute MeetingMohd Zulfadli Mohamad IzaraeeNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- SMAW Health Hazards of g12 Students During Laboratory ActivitiesDocumento25 pagineSMAW Health Hazards of g12 Students During Laboratory ActivitiesPaul Patrick Guanzon100% (1)
- SAIC N 2023 PreQualTestApplicator&AppProcCastRefract EL Rev2Documento3 pagineSAIC N 2023 PreQualTestApplicator&AppProcCastRefract EL Rev2Anonymous S9qBDVkyNessuna valutazione finora
- Learn Horse Riding: at HPRCDocumento16 pagineLearn Horse Riding: at HPRCAkashNessuna valutazione finora
- WOHLFARTH C. - CRC Handbook of Thermodynamic Data of Polymer Solutions at Elevated Pressures - (CRC PRESS 2005 648 P) PDFDocumento648 pagineWOHLFARTH C. - CRC Handbook of Thermodynamic Data of Polymer Solutions at Elevated Pressures - (CRC PRESS 2005 648 P) PDFdavidnps100% (1)
- Brooding and Rearing Baby ChicksDocumento4 pagineBrooding and Rearing Baby ChicksRaymond KatabaziNessuna valutazione finora
- Design and Modelling of Internal Permanent Magnet Motor (#764846) - 1189475Documento25 pagineDesign and Modelling of Internal Permanent Magnet Motor (#764846) - 1189475Tejas PanchalNessuna valutazione finora
- Rule 8. Fire Safety Enforcers Chapter 1. Qualifications of Fire Safety Enforcers Division 1. Minimum RequirementsDocumento13 pagineRule 8. Fire Safety Enforcers Chapter 1. Qualifications of Fire Safety Enforcers Division 1. Minimum Requirementspatitay036817Nessuna valutazione finora
- CHAPTER VI-Design of Stair, Ramp & Lift CoreDocumento15 pagineCHAPTER VI-Design of Stair, Ramp & Lift CoreMahmudul HasanNessuna valutazione finora
- Tech Brief 3: Digitally Control Phase Shift: Application Note 559Documento6 pagineTech Brief 3: Digitally Control Phase Shift: Application Note 559Sreerag Kunnathu SugathanNessuna valutazione finora
- Green Revolution: It's Acheivements and FailuresDocumento24 pagineGreen Revolution: It's Acheivements and FailuresSingh HarmanNessuna valutazione finora
- Karunungang BayanDocumento6 pagineKarunungang BayanGeronimo DiazNessuna valutazione finora
- Bright Ideas 2 Unit 1 Test-Fusionado-Páginas-1-33Documento33 pagineBright Ideas 2 Unit 1 Test-Fusionado-Páginas-1-33Eleonora Graziano100% (1)
- 1mrk508015-Ben B en Auxiliary Signalling and Trippning Relays Rxma 1 Rxma 2 Rxms 1 RXSF 1 Rxme 1 Rxme 18 RXMH 2 RXMDocumento20 pagine1mrk508015-Ben B en Auxiliary Signalling and Trippning Relays Rxma 1 Rxma 2 Rxms 1 RXSF 1 Rxme 1 Rxme 18 RXMH 2 RXMalaa6474794Nessuna valutazione finora
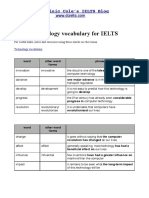
- Technology VocabularyDocumento3 pagineTechnology VocabularyChixo GalaxyNessuna valutazione finora
- Chapter 11Documento10 pagineChapter 11NungkiwidyasNessuna valutazione finora
- Score Fusion of Finger Vein and Face For Human Recognition Based On Convolutional Neural Network ModelDocumento9 pagineScore Fusion of Finger Vein and Face For Human Recognition Based On Convolutional Neural Network ModelFressy NugrohoNessuna valutazione finora
- Ultrafast Lasers Technology and Applications (Optical Science and CRC 1st Ed., 2002) (ISBN 0824708415), Martin E. Fermann, Almantas Galvanauskas Gregg SuchaDocumento797 pagineUltrafast Lasers Technology and Applications (Optical Science and CRC 1st Ed., 2002) (ISBN 0824708415), Martin E. Fermann, Almantas Galvanauskas Gregg SuchaRokas DanilevičiusNessuna valutazione finora
- 13 - Oxygen Removal From Boiler WaterDocumento12 pagine13 - Oxygen Removal From Boiler Waterarunkumar23101100% (1)
- 23 - Eave StrutsDocumento2 pagine23 - Eave StrutsTuanQuachNessuna valutazione finora
- Read The Following Paragraphs and Answer The Questions That FollowDocumento18 pagineRead The Following Paragraphs and Answer The Questions That FollowMary Ann RanayNessuna valutazione finora
- Malabar Cements Performance AppraisalDocumento92 pagineMalabar Cements Performance AppraisalDoraiBalamohan0% (1)
- Hopf 6870 - 1101Documento58 pagineHopf 6870 - 1101macakafkaNessuna valutazione finora
- Airborne Doppler Radar Navigation of Jet Transport Aircraft-EftDocumento10 pagineAirborne Doppler Radar Navigation of Jet Transport Aircraft-Eftjulio perezNessuna valutazione finora
- Bolt Group Coefficient For Eccentric Loads PDFDocumento5 pagineBolt Group Coefficient For Eccentric Loads PDFdvelchevNessuna valutazione finora
- GENII - Nissan Patrol GQ & GU - RE4 4 Speed Diesel & Petrol - Lock Up Instructions-1Documento14 pagineGENII - Nissan Patrol GQ & GU - RE4 4 Speed Diesel & Petrol - Lock Up Instructions-1Trav GilesNessuna valutazione finora
- Estimating Crack Widths in Steel Fibre-Reinforced ConcreteDocumento12 pagineEstimating Crack Widths in Steel Fibre-Reinforced ConcreteRm1262Nessuna valutazione finora
- The Determinants of Service Quality and Customer Satisfaction in Malaysian e Hailing ServicesDocumento8 pagineThe Determinants of Service Quality and Customer Satisfaction in Malaysian e Hailing ServicesYoannisa AtinaNessuna valutazione finora
- Genmega G2500Documento103 pagineGenmega G2500tchindaforentNessuna valutazione finora
- Auxiliary Fire Service: William (Far Right) c1942Documento3 pagineAuxiliary Fire Service: William (Far Right) c1942api-25925381Nessuna valutazione finora
- i1000SR System Quick Troubleshooting GuideDocumento2 paginei1000SR System Quick Troubleshooting GuideEarliNessuna valutazione finora