Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- KFC 225 Installation ManualDocumento2 pagineKFC 225 Installation Manualsunarya0% (1)
- Dubai TalesDocumento16 pagineDubai Talesbooksarabia100% (2)
- Tutorials in Complex Photonic Media SPIE Press Monograph Vol PM194 PDFDocumento729 pagineTutorials in Complex Photonic Media SPIE Press Monograph Vol PM194 PDFBadunoniNessuna valutazione finora
- Datsasheet of LM347 IcDocumento24 pagineDatsasheet of LM347 IcShubhamMittalNessuna valutazione finora
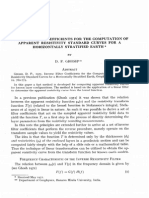
- Ghosh, D. P., 1971, Inverse Filter Coefficients For The Computation of Apparent Resistivity Standard Curves For A Horizontally Stratified EarthDocumento7 pagineGhosh, D. P., 1971, Inverse Filter Coefficients For The Computation of Apparent Resistivity Standard Curves For A Horizontally Stratified EarthCinthia MtzNessuna valutazione finora
- Criteria 5 Points 4 Points 3 Points 2 Points 1 Point Total PointsDocumento2 pagineCriteria 5 Points 4 Points 3 Points 2 Points 1 Point Total PointsReyno D. Paca-anasNessuna valutazione finora
- Sosa Ernest - Causation PDFDocumento259 pagineSosa Ernest - Causation PDFtri korne penal100% (1)
- Simple Linear Regression Analysis: Mcgraw-Hill/IrwinDocumento16 pagineSimple Linear Regression Analysis: Mcgraw-Hill/IrwinNaeem AyazNessuna valutazione finora
- CM PhysicalDocumento14 pagineCM PhysicalLulu Nur HidayahNessuna valutazione finora
- PPG ReviewerDocumento8 paginePPG Reviewerryanbaldoria.immensity.ictNessuna valutazione finora
- Chargezoom Achieves PCI-DSS ComplianceDocumento2 pagineChargezoom Achieves PCI-DSS CompliancePR.comNessuna valutazione finora
- InfoVista Xeus Pro 5 TMR Quick GuideDocumento76 pagineInfoVista Xeus Pro 5 TMR Quick GuideNguyen Dang KhanhNessuna valutazione finora
- What Enables Close Relationships?Documento14 pagineWhat Enables Close Relationships?Clexandrea Dela Luz CorpuzNessuna valutazione finora
- Gianna Pomata (Editor), Nancy G. Siraisi (Editor) - Historia - Empiricism and Erudition in Early Modern Europe (Transformations - Studies in The History of Science and Technology) (2006)Documento493 pagineGianna Pomata (Editor), Nancy G. Siraisi (Editor) - Historia - Empiricism and Erudition in Early Modern Europe (Transformations - Studies in The History of Science and Technology) (2006)Marcelo Rizzo100% (1)
- Geographical Milieu of Ancient KashiDocumento14 pagineGeographical Milieu of Ancient Kashismk11Nessuna valutazione finora
- Group Process in The Philippine SettingDocumento3 pagineGroup Process in The Philippine Settingthelark50% (2)
- Presentation On HR Department of Mobilink.Documento18 paginePresentation On HR Department of Mobilink.Sadaf YaqoobNessuna valutazione finora
- Electronic Devices and Electronic Circuits: QuestionsDocumento51 pagineElectronic Devices and Electronic Circuits: QuestionsRohit SahuNessuna valutazione finora
- Contract Law: Offer & Acceptance CasesDocumento8 pagineContract Law: Offer & Acceptance CasesAudrey JongNessuna valutazione finora
- Statistical TestsDocumento47 pagineStatistical TestsUche Nwa ElijahNessuna valutazione finora
- Material Concerning Ukrainian-Jewish Relations (1917-1921)Documento106 pagineMaterial Concerning Ukrainian-Jewish Relations (1917-1921)lastivka978Nessuna valutazione finora
- Breast Cancer ChemotherapyDocumento7 pagineBreast Cancer Chemotherapydini kusmaharaniNessuna valutazione finora
- Pemphigus Subtypes Clinical Features Diagnosis andDocumento23 paginePemphigus Subtypes Clinical Features Diagnosis andAnonymous bdFllrgorzNessuna valutazione finora
- 10 Chapter 3Documento29 pagine10 Chapter 3felefel100% (1)
- Berms For Stablizing Earth Retaining Structures: Youssef Gomaa Youssef Morsi B.SC., Civil EngineeringDocumento212 pagineBerms For Stablizing Earth Retaining Structures: Youssef Gomaa Youssef Morsi B.SC., Civil EngineeringChan KNessuna valutazione finora
- The Old Man and The SeaDocumento6 pagineThe Old Man and The Seahomeless_heartNessuna valutazione finora
- Counter-Example NLPDocumento8 pagineCounter-Example NLPRafaelBluskyNessuna valutazione finora
- EP105Use of English ArantxaReynosoDocumento6 pagineEP105Use of English ArantxaReynosoArantxaSteffiNessuna valutazione finora
- 3658 - Implement Load BalancingDocumento6 pagine3658 - Implement Load BalancingDavid Hung NguyenNessuna valutazione finora
- Ms Cell Theory TestDocumento6 pagineMs Cell Theory Testapi-375761980Nessuna valutazione finora