Potrebbero piacerti anche
- Innovation in Bored Tunnel Segmental Lining Design in Singapore - Steel Fiber Reinforced Concrete (SFRC)Documento9 pagineInnovation in Bored Tunnel Segmental Lining Design in Singapore - Steel Fiber Reinforced Concrete (SFRC)SeasonNessuna valutazione finora
- Latest Development in Horizontal Grouting For Cross Passages in Thomson East Coast Line C1 C2 Ilovepdf CompressedDocumento20 pagineLatest Development in Horizontal Grouting For Cross Passages in Thomson East Coast Line C1 C2 Ilovepdf CompressedGrace MarieNessuna valutazione finora
- Mid-Tunnel Underground Docking of The TBMsDocumento10 pagineMid-Tunnel Underground Docking of The TBMsfreezefreezeNessuna valutazione finora
- EPB Tunneling and Undercrossing The Existing MRT Tunnels in Fort Canning Boulder BedDocumento12 pagineEPB Tunneling and Undercrossing The Existing MRT Tunnels in Fort Canning Boulder BedfreezefreezeNessuna valutazione finora
- Final ReportDocumento22 pagineFinal ReportRishabh Parihar100% (1)
- Removal of Stuck TBMDocumento3 pagineRemoval of Stuck TBMcandsbandaNessuna valutazione finora
- Presentation Basar Arioglu Yapi Merkezi InsaatDocumento29 paginePresentation Basar Arioglu Yapi Merkezi InsaatALIYA FATHIMA BNessuna valutazione finora
- Advances in Tunnel and Underground Construction Technology Myanmar Engineers Reve1Documento49 pagineAdvances in Tunnel and Underground Construction Technology Myanmar Engineers Reve1SeasonNessuna valutazione finora
- BC Roy SRF Talk - Kolkata MetroDocumento63 pagineBC Roy SRF Talk - Kolkata MetroPiyush SinghNessuna valutazione finora
- Tunnel Boring MachineDocumento2 pagineTunnel Boring MachineAshfaq AminNessuna valutazione finora
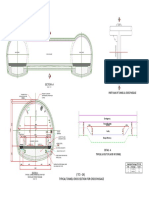
- Typical Tunnel Cross Section For Cross Passage (TCS - 2A)Documento1 paginaTypical Tunnel Cross Section For Cross Passage (TCS - 2A)Amit PhadatareNessuna valutazione finora
- TJ (June-July 17)Documento72 pagineTJ (June-July 17)DEBASIS0% (1)
- Underpinning For TBM To Under-Cross A Building in Thomson-East Coast Line (TEL) Contract T220Documento11 pagineUnderpinning For TBM To Under-Cross A Building in Thomson-East Coast Line (TEL) Contract T220freezefreezeNessuna valutazione finora
- Necessity of NATM Tunnel in Himalayas-A Case Study of Rohtang TunnelDocumento8 pagineNecessity of NATM Tunnel in Himalayas-A Case Study of Rohtang TunnelMrBarbhuiyaNessuna valutazione finora
- Boyce Shaft and Portal DesignDocumento120 pagineBoyce Shaft and Portal DesignSérgio BernardesNessuna valutazione finora
- TunnelDocumento543 pagineTunnelSrikar AvrNessuna valutazione finora
- Design Criteria For Power Cable TunnelDocumento37 pagineDesign Criteria For Power Cable Tunnel티무르/학생/토목공학Nessuna valutazione finora
- Road Tunnel StructuresDocumento20 pagineRoad Tunnel StructuresAinie ButtNessuna valutazione finora
- Box Pushing Technology: Seminar Report Submitted by Uvais.A REG NO:20010536 Civil EngineeringDocumento18 pagineBox Pushing Technology: Seminar Report Submitted by Uvais.A REG NO:20010536 Civil EngineeringUvais Majeed100% (2)
- R&T Micro ProjectDocumento18 pagineR&T Micro Projectpriya santosh nalamwarNessuna valutazione finora
- Heinke Tunnel Segment GasketsDocumento6 pagineHeinke Tunnel Segment GasketsChin Thau WuiNessuna valutazione finora
- Typical Rock Bolt Pattern (Class-Ii) Typical Rock Bolt Pattern (Class - Iii)Documento6 pagineTypical Rock Bolt Pattern (Class-Ii) Typical Rock Bolt Pattern (Class - Iii)Ankush Sharma100% (1)
- ATS BNE 201509 The Future of TBMs and The Tunnel LiningsDocumento35 pagineATS BNE 201509 The Future of TBMs and The Tunnel Liningsisaych33zeNessuna valutazione finora
- JUSBRLDocumento17 pagineJUSBRLMadhur MittalNessuna valutazione finora
- Choice of TBM TypeDocumento11 pagineChoice of TBM Typepratik raiNessuna valutazione finora
- Theory and Application of Excavation Management System For Slurry TBM in SingaporeDocumento18 pagineTheory and Application of Excavation Management System For Slurry TBM in SingaporeSAMİ ENİS ARIOĞLUNessuna valutazione finora
- Face Pressure Report CompiledDocumento19 pagineFace Pressure Report CompiledTanumayaMitraNessuna valutazione finora
- Soft Ground Tool LifeDocumento253 pagineSoft Ground Tool LifeBob MoncrieffNessuna valutazione finora
- Design and Construction of A Segmental LiningDocumento9 pagineDesign and Construction of A Segmental LiningLiew Yen Ching100% (1)
- The Assembling and Commissioning Programme of TBM-20180811Documento1 paginaThe Assembling and Commissioning Programme of TBM-20180811Sahiduj Jaman SajuNessuna valutazione finora
- NORMET TBM Presentation - NUS SeminarDocumento22 pagineNORMET TBM Presentation - NUS SeminarYeoh chun yenNessuna valutazione finora
- Tunnel FailureDocumento4 pagineTunnel FailurekzxeNessuna valutazione finora
- Thu Thiem Tunnel Construction - Sequence - Immersed - Tunnel PDFDocumento36 pagineThu Thiem Tunnel Construction - Sequence - Immersed - Tunnel PDFThông PhanNessuna valutazione finora
- Goa Cable StayDocumento2 pagineGoa Cable Staydarmumbai100% (1)
- Invert Heave in Operation TunnelDocumento9 pagineInvert Heave in Operation TunnelKen LiewNessuna valutazione finora
- Bappler - 2017 TBM APPLICATIONS FOR SHORT TUNNELSDocumento9 pagineBappler - 2017 TBM APPLICATIONS FOR SHORT TUNNELSPaloma CortizoNessuna valutazione finora
- TE2 - 25 MayDocumento270 pagineTE2 - 25 MayPTchongNessuna valutazione finora
- 122103-TBM5-RT-SL-0001 - (FDS) DSGN RPT Segment - 1637 - ExtractsDocumento40 pagine122103-TBM5-RT-SL-0001 - (FDS) DSGN RPT Segment - 1637 - ExtractsTina ChenNessuna valutazione finora
- Tunnel Linning Design: Flood Design Height Lowest Credible Water LevelDocumento44 pagineTunnel Linning Design: Flood Design Height Lowest Credible Water LevelDEBASIS BARMANNessuna valutazione finora
- 2006 02 01 - LettoDocumento44 pagine2006 02 01 - LettogifantaNessuna valutazione finora
- Tunnel Boring Machines: Which Way To The Surface?Documento2 pagineTunnel Boring Machines: Which Way To The Surface?bishal pradhanNessuna valutazione finora
- HKIE Download Tunnel Related FailuresDocumento11 pagineHKIE Download Tunnel Related FailuresPrashant SharmaNessuna valutazione finora
- 10 Crossover-TBMs ATC2015Documento13 pagine10 Crossover-TBMs ATC2015nishantNessuna valutazione finora
- TTC - Segment Accessories BrochureDocumento8 pagineTTC - Segment Accessories Brochurefivehours5Nessuna valutazione finora
- Earth Pressure Balance (Epb) Machines: Levent Ozdemir Tunneling ConsultantDocumento25 pagineEarth Pressure Balance (Epb) Machines: Levent Ozdemir Tunneling ConsultantSérgio BernardesNessuna valutazione finora
- Geo 249 PDFDocumento60 pagineGeo 249 PDFリムスィギャン瑞娴Nessuna valutazione finora
- TenderDocumento158 pagineTendershahqazwsxNessuna valutazione finora
- Chapter-6 Bridge & TunnelsDocumento66 pagineChapter-6 Bridge & TunnelsDinaras IbrahimNessuna valutazione finora
- Eddie Wong Aecom PDFDocumento79 pagineEddie Wong Aecom PDFAishwarya Kumar100% (1)
- The Risk of Very Large Settlements Due To EPB TunnellingDocumento10 pagineThe Risk of Very Large Settlements Due To EPB Tunnellingfreezefreeze100% (1)
- Surat Metro General Arrangment DrawingsDocumento5 pagineSurat Metro General Arrangment Drawingsdebapriyo50% (2)
- 357-CS-GALLER - Lyon 20111124 PDFDocumento84 pagine357-CS-GALLER - Lyon 20111124 PDFarslanpasaNessuna valutazione finora
- Three-Dimensional Cavern Analysis For A Hydroelectric Project in India, Using FLAC3DDocumento9 pagineThree-Dimensional Cavern Analysis For A Hydroelectric Project in India, Using FLAC3Dbhandaritushar1390Nessuna valutazione finora
- Code of Practice For Reinforcement of Rock Slopes With Plane Wedge FailureDocumento16 pagineCode of Practice For Reinforcement of Rock Slopes With Plane Wedge FailurePabloNessuna valutazione finora
- Chapter 31Documento23 pagineChapter 31Harpreet SinghNessuna valutazione finora
- Diaphragm Walls Construction and DesignDocumento18 pagineDiaphragm Walls Construction and DesignShirley Munoz100% (1)
- 1 Monitoring VibrationsDocumento9 pagine1 Monitoring VibrationsCarlos RoaNessuna valutazione finora
- Design of TBM Work Shaft and TBM Launching Chamber SingaporeDocumento8 pagineDesign of TBM Work Shaft and TBM Launching Chamber SingaporeLuis Zhan100% (1)
- Hulme 2023 Win T316 Tunnelling in AirportDocumento13 pagineHulme 2023 Win T316 Tunnelling in AirportnaytunNessuna valutazione finora
- Evaluating The Required Face Support PressureDocumento14 pagineEvaluating The Required Face Support PressureBob MoncrieffNessuna valutazione finora
- TBM Performance in SingaporeDocumento87 pagineTBM Performance in SingaporeBob MoncrieffNessuna valutazione finora
- Hard Rock Tunnel Boring - Drillability Test MethodsDocumento25 pagineHard Rock Tunnel Boring - Drillability Test MethodsBob MoncrieffNessuna valutazione finora
- Calculation of Face Stability For EPBDocumento21 pagineCalculation of Face Stability For EPBBob MoncrieffNessuna valutazione finora
- Grouting of The Annular Gap in Shield TunnellingDocumento9 pagineGrouting of The Annular Gap in Shield TunnellingJose David Garcia100% (1)
- Selecting The TBMs For The First Tunnel Project On Bangalore MetroDocumento1 paginaSelecting The TBMs For The First Tunnel Project On Bangalore MetroBob MoncrieffNessuna valutazione finora
- Classifications WeakRockDocumento13 pagineClassifications WeakRockrahulgeo05Nessuna valutazione finora
- Earth Retaining Structures in Perth, Wa: Soil & Rock EngineeringDocumento15 pagineEarth Retaining Structures in Perth, Wa: Soil & Rock EngineeringLip Jin TanNessuna valutazione finora
- Motorship Oct 2023Documento56 pagineMotorship Oct 2023Sahil PakhaliNessuna valutazione finora
- Prism 2 RWDocumento21 paginePrism 2 RWthao210905Nessuna valutazione finora
- Pitch Book DholeraDocumento29 paginePitch Book Dholerajasmin.kachaNessuna valutazione finora
- Core Components of TransportationDocumento1 paginaCore Components of TransportationJohn Mathew Alday BrionesNessuna valutazione finora
- NEW RFP For Regional and Local Plans Ofr Eastern RegionDocumento68 pagineNEW RFP For Regional and Local Plans Ofr Eastern RegionYashika SachdevaNessuna valutazione finora
- A Report of The Aspen Institute's Dialogue On Sustainable Water Infrastructure in The USDocumento43 pagineA Report of The Aspen Institute's Dialogue On Sustainable Water Infrastructure in The USapi-25924194100% (2)
- Assignment 1 - Chandan VaidyaDocumento10 pagineAssignment 1 - Chandan VaidyaAishwarya GaidhaniNessuna valutazione finora
- Sive AnalysisDocumento15 pagineSive AnalysisRhiky Irvanjas JanultullohNessuna valutazione finora
- Why Juniper Utilities PresentationDocumento8 pagineWhy Juniper Utilities PresentationMateiNessuna valutazione finora
- Keta Port Request For Expression of InterestDocumento4 pagineKeta Port Request For Expression of InterestHevie MichaelNessuna valutazione finora
- Philippine Development Plan 2017-2022Documento17 paginePhilippine Development Plan 2017-2022Charibelle AvilaNessuna valutazione finora
- Seminar Real EstateDocumento12 pagineSeminar Real Estatealtafmghori11Nessuna valutazione finora
- FIFA Natural Turf Guidelines - Jan 2023 (24012023) (Pasto Natural9Documento120 pagineFIFA Natural Turf Guidelines - Jan 2023 (24012023) (Pasto Natural9Simon SanchezNessuna valutazione finora
- Guidelines For Maintenance Dredging in Trinidad and TobagoDocumento48 pagineGuidelines For Maintenance Dredging in Trinidad and TobagoJudson FarrayNessuna valutazione finora
- Union Budget 2021 - 22: Anuj JindalDocumento20 pagineUnion Budget 2021 - 22: Anuj JindalamritNessuna valutazione finora
- Report On Investment Bank in BangladeshDocumento29 pagineReport On Investment Bank in BangladeshAbir Ahmed100% (5)
- Long Term Field Performance of Porous Asphalt Pavement in ChinaDocumento7 pagineLong Term Field Performance of Porous Asphalt Pavement in ChinaMaureen GalinganNessuna valutazione finora
- Barangay Budget Authorization No. 11Documento36 pagineBarangay Budget Authorization No. 11Clarissa PalinesNessuna valutazione finora
- Daily Construction Report: Commercial & Luxury ApartmentsDocumento3 pagineDaily Construction Report: Commercial & Luxury ApartmentsFaheem MushtaqNessuna valutazione finora
- Chap 8 Industrial LocationDocumento36 pagineChap 8 Industrial LocationErmias AtalayNessuna valutazione finora
- INDIAN STEEL OUTLOOK IISI - Tata Steel PresentationDocumento40 pagineINDIAN STEEL OUTLOOK IISI - Tata Steel Presentationtvn112@gmail.com100% (6)
- MoRTH - Pocketbook For Highway Engineers - 2002-2nd Rev PDFDocumento222 pagineMoRTH - Pocketbook For Highway Engineers - 2002-2nd Rev PDFanugkumar8100% (1)
- Introduction of Site InvestigationDocumento48 pagineIntroduction of Site InvestigationPunithan Punithan0% (1)
- An Introduction To Building Management System PDFDocumento3 pagineAn Introduction To Building Management System PDFZayar Min ThanNessuna valutazione finora
- NHAIDocumento45 pagineNHAITejeshwini SNessuna valutazione finora
- Construction of Gravel RoadsDocumento14 pagineConstruction of Gravel RoadsHappy Casio100% (1)
- Quality Manual Template PDFDocumento19 pagineQuality Manual Template PDFvarun sainiNessuna valutazione finora
- Green Technology Economic and Environmental Benefits From I CTDocumento42 pagineGreen Technology Economic and Environmental Benefits From I CTAzizan BakriNessuna valutazione finora
- Asset Management For FleetDocumento32 pagineAsset Management For FleetRushab SolankiNessuna valutazione finora