Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- 2600: The Hacker Quarterly (Volume 2, Number 11, November 1985)Documento8 pagine2600: The Hacker Quarterly (Volume 2, Number 11, November 1985)Ranko Kohime100% (1)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Drama Glossary A-ZDocumento9 pagineDrama Glossary A-ZSusanoo12Nessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Scientific American - February 2019Documento112 pagineScientific American - February 2019Frankling AguilarNessuna valutazione finora
- Pipeline Mechanical Design Formulas and Stress CalculationsDocumento94 paginePipeline Mechanical Design Formulas and Stress CalculationsSusanoo12100% (1)
- Shaft Alignment ManualDocumento76 pagineShaft Alignment Manualmjerkan100% (11)
- Manuale Injectors Delphi 15-23-2 Ediz IngDocumento7 pagineManuale Injectors Delphi 15-23-2 Ediz IngKary Shito100% (2)
- FMEA Guide Failure ModesDocumento21 pagineFMEA Guide Failure ModesSusanoo12Nessuna valutazione finora
- Advanced Carbonate Reservoir CharacterizationDocumento5 pagineAdvanced Carbonate Reservoir CharacterizationAijaz AliNessuna valutazione finora
- Pipeline Fracture Experience - Cabral and Kimber 1997Documento21 paginePipeline Fracture Experience - Cabral and Kimber 1997Susanoo12100% (1)
- ACFM Inspection Procedure PDFDocumento40 pagineACFM Inspection Procedure PDFNam DoNessuna valutazione finora
- Analytics For Sustainable BusinessDocumento6 pagineAnalytics For Sustainable BusinessDeloitte AnalyticsNessuna valutazione finora
- Meetings Bloody MeetingsDocumento4 pagineMeetings Bloody MeetingsMostafa MekawyNessuna valutazione finora
- 7 Geolog Drilling Optimization ServicesDocumento10 pagine7 Geolog Drilling Optimization ServicespendexxNessuna valutazione finora
- Solving Polynomial Systems Using Branch and PruneDocumento31 pagineSolving Polynomial Systems Using Branch and PruneSusanoo12Nessuna valutazione finora
- Constraint Programming: Michael Trick Carnegie MellonDocumento41 pagineConstraint Programming: Michael Trick Carnegie MellonSusanoo12Nessuna valutazione finora
- Akron 1Documento2 pagineAkron 1Susanoo12Nessuna valutazione finora
- Dancehall's Negative Impacts on StudentsDocumento6 pagineDancehall's Negative Impacts on StudentsSusanoo120% (2)
- Fault Tree Handbook With Aerospace ApplicationsDocumento218 pagineFault Tree Handbook With Aerospace ApplicationsRakesh SandarativjuNessuna valutazione finora
- 1.1 Economic Losses: © 2010 by Taylor and Francis Group, LLCDocumento4 pagine1.1 Economic Losses: © 2010 by Taylor and Francis Group, LLCSusanoo12Nessuna valutazione finora
- OMHS Procedures ManualDocumento187 pagineOMHS Procedures ManualSusanoo12Nessuna valutazione finora
- EUR22302ENDocumento58 pagineEUR22302ENSusanoo12Nessuna valutazione finora
- Answering Substation Automation Questions Through Fault Tree AnalysisDocumento29 pagineAnswering Substation Automation Questions Through Fault Tree AnalysisMichael Parohinog GregasNessuna valutazione finora
- A New Method For Abbreviating The Fault Tree Graphical RepresentationDocumento4 pagineA New Method For Abbreviating The Fault Tree Graphical RepresentationSusanoo12Nessuna valutazione finora
- 10 1 1 57Documento14 pagine10 1 1 57Susanoo12Nessuna valutazione finora
- 2008 04 25 - C04Documento6 pagine2008 04 25 - C04Susanoo12Nessuna valutazione finora
- Chap9 1200Documento29 pagineChap9 1200Susanoo12Nessuna valutazione finora
- CO2 Well Drilling&Completion ProcedureDocumento7 pagineCO2 Well Drilling&Completion Proceduresmithyry2014Nessuna valutazione finora
- 1313Documento5 pagine1313Susanoo12Nessuna valutazione finora
- 3 10 245809AutomotiveFTADocumento12 pagine3 10 245809AutomotiveFTASusanoo12Nessuna valutazione finora
- Full TextDocumento8 pagineFull TextSusanoo12Nessuna valutazione finora
- 1998 08 Asymtek Flip Chip Encapsulation ReliabilityDocumento13 pagine1998 08 Asymtek Flip Chip Encapsulation ReliabilitySusanoo12Nessuna valutazione finora
- 15 FtaDocumento2 pagine15 FtaSusanoo12Nessuna valutazione finora
- Lead-Acid Battery InfoDocumento16 pagineLead-Acid Battery Infongt881Nessuna valutazione finora
- Industry Definitions For The Condition of Electronic Components and PackagingDocumento3 pagineIndustry Definitions For The Condition of Electronic Components and PackagingSusanoo12Nessuna valutazione finora
- MC02-02 Fighting Debris HTF Bearings For TransmissionsDocumento10 pagineMC02-02 Fighting Debris HTF Bearings For TransmissionsSusanoo12Nessuna valutazione finora
- Takahashi Japanese Electronics After WWIIDocumento16 pagineTakahashi Japanese Electronics After WWIISusanoo12Nessuna valutazione finora
- Original PhotonicsEurope2006 - NEMODocumento11 pagineOriginal PhotonicsEurope2006 - NEMOSusanoo12Nessuna valutazione finora
- 2021 Feb EMTEK Door Hardware Price Book WebDocumento228 pagine2021 Feb EMTEK Door Hardware Price Book WebAlejandro LópezNessuna valutazione finora
- Electric Double Layer Capacitors GuideDocumento20 pagineElectric Double Layer Capacitors GuideMusa Abdul AzizNessuna valutazione finora
- Wind Load On Cable TraysDocumento10 pagineWind Load On Cable TraysAaron EasleyNessuna valutazione finora
- Semantics-Based Image Retrieval by Region SaliencyDocumento9 pagineSemantics-Based Image Retrieval by Region SaliencyRazzougui SarahNessuna valutazione finora
- ReadMe STEP7 Professional V14 enUS PDFDocumento74 pagineReadMe STEP7 Professional V14 enUS PDFAndre Luis SilvaNessuna valutazione finora
- Muh Eng 50hzDocumento8 pagineMuh Eng 50hzaleks canjugaNessuna valutazione finora
- As 61800.3-2005 Adjustable Speed Electrical Power Drive Systems EMC Requirements and Specific Test MethodsDocumento11 pagineAs 61800.3-2005 Adjustable Speed Electrical Power Drive Systems EMC Requirements and Specific Test MethodsSAI Global - APAC0% (1)
- PP43C10-10.25-VS 43c10varDocumento2 paginePP43C10-10.25-VS 43c10varJonas RachidNessuna valutazione finora
- D5 Novtek Premium Tile Adhesive TDSDocumento2 pagineD5 Novtek Premium Tile Adhesive TDSJILBERT DORIANessuna valutazione finora
- TH3122 004 PDFDocumento14 pagineTH3122 004 PDFSasa MitrovicNessuna valutazione finora
- Lumascape Lightings CatalogueDocumento265 pagineLumascape Lightings CatalogueajlounicNessuna valutazione finora
- Populate Data From Database Into JTable in NetbeansDocumento13 paginePopulate Data From Database Into JTable in NetbeansSam Nil100% (1)
- Orange Line Improvements Project PresentationDocumento25 pagineOrange Line Improvements Project PresentationMetro Los AngelesNessuna valutazione finora
- Building A Two Wheeled Balancing RobotDocumento120 pagineBuilding A Two Wheeled Balancing RobotCp Em PheeradorNessuna valutazione finora
- Amc 20-28Documento31 pagineAmc 20-28Vivian TellerNessuna valutazione finora
- CamlabDocumento22 pagineCamlabviswamanojNessuna valutazione finora
- InvoicedfgvnhbjnmDocumento1 paginaInvoicedfgvnhbjnmJay VayedaNessuna valutazione finora
- EmeakDocumento3 pagineEmeakSantosh RecruiterNessuna valutazione finora
- Boeing 777Documento5 pagineBoeing 777anon_874255349Nessuna valutazione finora
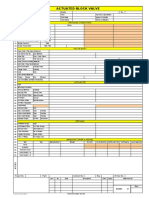
- DSS2060D Actuated Block Valve DatasheetDocumento1 paginaDSS2060D Actuated Block Valve Datasheetkrishna kumarNessuna valutazione finora
- Thermodynamic properties of R740 (ammonia) in SI unitsDocumento1 paginaThermodynamic properties of R740 (ammonia) in SI unitsJose LuisNessuna valutazione finora
- The Performing Style of Alexander Scriabin by Anatole LeikinDocumento6 pagineThe Performing Style of Alexander Scriabin by Anatole LeikinRobert MorrisNessuna valutazione finora