Potrebbero piacerti anche
- Metalurgia Da Soldagem - Cap.6Documento39 pagineMetalurgia Da Soldagem - Cap.6Jorge LuengoNessuna valutazione finora
- Metais de Base - Cap.8Documento31 pagineMetais de Base - Cap.8Jorge LuengoNessuna valutazione finora
- Aco InoxDocumento13 pagineAco InoxorivaldoNessuna valutazione finora
- Controle de Deformações - Cap.7Documento73 pagineControle de Deformações - Cap.7Jorge LuengoNessuna valutazione finora
- Guia Candidato Inspetor Solda Revisao16Documento18 pagineGuia Candidato Inspetor Solda Revisao16Jorge Luengo100% (1)
- 10 - Tranformacoes FaseDocumento36 pagine10 - Tranformacoes FaseorivaldopenaNessuna valutazione finora
- 12-Procedimento Visual Dimensional SoldaDocumento8 pagine12-Procedimento Visual Dimensional SoldawagnerNessuna valutazione finora
- Processos de Soldagem 1Documento42 pagineProcessos de Soldagem 1Jorge LuengoNessuna valutazione finora
- Processos de Soldagem 3aDocumento12 pagineProcessos de Soldagem 3aJorge LuengoNessuna valutazione finora
- Is n1 Terminologia de Soldagem 1Documento30 pagineIs n1 Terminologia de Soldagem 1Raphael Mendes100% (1)
- Is N1 - Simbologia Da Soldagem 1Documento32 pagineIs N1 - Simbologia Da Soldagem 1Jorge Luengo100% (7)
- Biscoitos e Doces Decoraà à Es de Natal - Marcela Sanchez (By Juliana Mendonza)Documento13 pagineBiscoitos e Doces Decoraà à Es de Natal - Marcela Sanchez (By Juliana Mendonza)ginajhNessuna valutazione finora
- Coligativas TExercíciosDocumento18 pagineColigativas TExercíciosalexbreisNessuna valutazione finora
- Lorazepam InfarmedDocumento12 pagineLorazepam InfarmedCátia ViveirosNessuna valutazione finora
- Caderno de ComponentesDocumento63 pagineCaderno de ComponentesMarcela Parga LiraNessuna valutazione finora
- Lista de Exercícios 4 - Teorias de LigaçãoDocumento4 pagineLista de Exercícios 4 - Teorias de LigaçãogiovanaNessuna valutazione finora
- Fispq-Clarus Ecothinner Sco-514 26-10-2018Documento6 pagineFispq-Clarus Ecothinner Sco-514 26-10-2018Paula LopesNessuna valutazione finora
- Instrumentação ForenseDocumento269 pagineInstrumentação ForenseJ_o_s_e_HNessuna valutazione finora
- FT 01 PDFDocumento2 pagineFT 01 PDFAnonymous IN80L4rRNessuna valutazione finora
- Bombas Beto - CatalogoDocumento62 pagineBombas Beto - CatalogoTiago CatuxoNessuna valutazione finora
- Aula - Fatores AbióticosDocumento6 pagineAula - Fatores AbióticosThais OlivaNessuna valutazione finora
- Betão Reforçado Com Fibras de VidroDocumento53 pagineBetão Reforçado Com Fibras de VidroLuís FerreiraNessuna valutazione finora
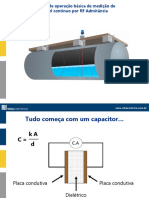
- Apresentacao Ametek RF AdmitanciaDocumento42 pagineApresentacao Ametek RF AdmitanciaLuciano MarianNessuna valutazione finora
- TerminologiaDocumento6 pagineTerminologiaanicetoNessuna valutazione finora
- Relatorio Aula 21.determinaçao Do Teor de Hidroxido de Sodio Na Soda Caustica.Documento7 pagineRelatorio Aula 21.determinaçao Do Teor de Hidroxido de Sodio Na Soda Caustica.Cristina Freitas100% (2)
- Solucao Limpeza 1300Q FR 1 L para Impressora Ink Jet Ext 150Documento9 pagineSolucao Limpeza 1300Q FR 1 L para Impressora Ink Jet Ext 150Daniel IbanezNessuna valutazione finora
- HT-B223 - Manual de InstruçãoDocumento2 pagineHT-B223 - Manual de Instruçãotaioba2010Nessuna valutazione finora
- EletrodeposiçãoDocumento28 pagineEletrodeposiçãoJoão Lucas BarrosNessuna valutazione finora
- Acido, Base, Sal e ÓxidoDocumento4 pagineAcido, Base, Sal e ÓxidoHidro Solo - Departamento Técnico100% (1)
- Roteiro Aula Laboratório - Ranielli Lima Do Carmo.Documento6 pagineRoteiro Aula Laboratório - Ranielli Lima Do Carmo.Ranielli CarmoNessuna valutazione finora
- IPH 212 2013 1S - Modulo 2Documento21 pagineIPH 212 2013 1S - Modulo 2Vinícius Machado SchwanckNessuna valutazione finora
- TermogeneseDocumento13 pagineTermogeneseLeonardo Silva100% (1)
- Informativo de CordasDocumento8 pagineInformativo de CordasMarcelo LucasNessuna valutazione finora
- Erva Doce TamifluDocumento2 pagineErva Doce TamifluGodinno GodinnoNessuna valutazione finora
- Mini 1Documento4 pagineMini 1Martins AiupaNessuna valutazione finora
- Características Dos Seres VivosDocumento8 pagineCaracterísticas Dos Seres VivosCristina AguiarNessuna valutazione finora
- CQ CapsulasDocumento25 pagineCQ CapsulasRondineli Seba SalomãoNessuna valutazione finora
- Fundicao IFRSDocumento108 pagineFundicao IFRSAlcivone Colet100% (1)
- Como Funcionam Os Capacitores de TântaloDocumento9 pagineComo Funcionam Os Capacitores de TântaloJosmarNessuna valutazione finora
- Hormonios e Movimento VegetalDocumento10 pagineHormonios e Movimento Vegetalcamila warmelingNessuna valutazione finora
- Manual Op FSPO PDFDocumento114 pagineManual Op FSPO PDFJose Marcos Martins ReisNessuna valutazione finora