Potrebbero piacerti anche
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- NCM - News Briefs August 2020Documento14 pagineNCM - News Briefs August 2020ganariNessuna valutazione finora
- New Cloth Market October 2016 IBPsDocumento31 pagineNew Cloth Market October 2016 IBPsganariNessuna valutazione finora
- Placement Opportunity in Japan As SEWING - STITCHING Under Technical Intern Training ProgramDocumento4 paginePlacement Opportunity in Japan As SEWING - STITCHING Under Technical Intern Training ProgramganariNessuna valutazione finora
- NEW CLOTH MARKET: News BriefsDocumento20 pagineNEW CLOTH MARKET: News BriefsganariNessuna valutazione finora
- News BriefsDocumento17 pagineNews BriefsganariNessuna valutazione finora
- News Briefs: New Cloth Market August 2015Documento18 pagineNews Briefs: New Cloth Market August 2015ganariNessuna valutazione finora
- Denim Manufacture, Finishing and ApplicationsDocumento1 paginaDenim Manufacture, Finishing and Applicationsganari0% (5)
- List of Industrial Entrepreneurs' Memorandum (Textile & Allied Sectors)Documento3 pagineList of Industrial Entrepreneurs' Memorandum (Textile & Allied Sectors)ganariNessuna valutazione finora
- Textile Machinery Manufacturers' Association (India) : TMMAIDocumento7 pagineTextile Machinery Manufacturers' Association (India) : TMMAIganariNessuna valutazione finora
- 18th Dye+Chem Bangladesh 2014Documento2 pagine18th Dye+Chem Bangladesh 2014ganariNessuna valutazione finora
- NEW CLOTH MARKET: The Textile Association (India) Ahmedabad UnitDocumento2 pagineNEW CLOTH MARKET: The Textile Association (India) Ahmedabad UnitganariNessuna valutazione finora
- NEW CLOTH MARKET: The Cotton Textiles Export Promotion Council (Texprocil) - 57 Annual General Meeting (Published in The Nov. 2011 IssueDocumento6 pagineNEW CLOTH MARKET: The Cotton Textiles Export Promotion Council (Texprocil) - 57 Annual General Meeting (Published in The Nov. 2011 IssueganariNessuna valutazione finora
- Vijay Trivedi Passes AwayDocumento1 paginaVijay Trivedi Passes AwayganariNessuna valutazione finora
- Duty Drawback SchemeDocumento3 pagineDuty Drawback SchemeganariNessuna valutazione finora
- Textile Machinery Manufacturers Association (India) TmmaiDocumento13 pagineTextile Machinery Manufacturers Association (India) TmmaiganariNessuna valutazione finora
- List of Industrial Entrepreneurs' Production MemorandumDocumento2 pagineList of Industrial Entrepreneurs' Production MemorandumganariNessuna valutazione finora
- NEW CLOTH MARKET: TAI Conference in AhmedabadDocumento15 pagineNEW CLOTH MARKET: TAI Conference in AhmedabadganariNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Bai Tap Cau Dieu Kien Co Dap AnDocumento19 pagineBai Tap Cau Dieu Kien Co Dap AnHồngBthNessuna valutazione finora
- Unit 5. The Atmosphere.Documento9 pagineUnit 5. The Atmosphere.Cristina GomezNessuna valutazione finora
- All About Drilling RIGDocumento5 pagineAll About Drilling RIGSaroop JosephNessuna valutazione finora
- Reco-Cool HD Premium-N 25% Antifreeze-Coolant v4 - MSDS - 230224 - 171528Documento7 pagineReco-Cool HD Premium-N 25% Antifreeze-Coolant v4 - MSDS - 230224 - 171528Jon HermanNessuna valutazione finora
- Activity Sheet 3 in Science ViDocumento4 pagineActivity Sheet 3 in Science ViJohn Cyrel MondejarNessuna valutazione finora
- AcknowledgementDocumento2 pagineAcknowledgementSonali SinghNessuna valutazione finora
- Material Product Data Sheet Masking Tapes For Thermal Spray: Quick FactsDocumento3 pagineMaterial Product Data Sheet Masking Tapes For Thermal Spray: Quick FactsPatingas PatingasNessuna valutazione finora
- People of The Philippines, Plaintiff, vs. Primo Campuhan Y BELLO, Accused. DecisionDocumento8 paginePeople of The Philippines, Plaintiff, vs. Primo Campuhan Y BELLO, Accused. Decisiondiamajolu gaygonsNessuna valutazione finora
- Treatment Plan 3Documento8 pagineTreatment Plan 3Kathy Lee Hornbeck KendrickNessuna valutazione finora
- Early Production ContainmentDocumento2 pagineEarly Production Containmenttravi9580% (5)
- Latihan Soal Tentang Public PlacesDocumento3 pagineLatihan Soal Tentang Public PlacesRiimha AmbarwatiNessuna valutazione finora
- User Munual For DENAIR Diesel Portable Air CompressorDocumento25 pagineUser Munual For DENAIR Diesel Portable Air CompressorBoumediene CHIKHAOUINessuna valutazione finora
- The Gardener South Africa February 2021Documento78 pagineThe Gardener South Africa February 2021kavithaNessuna valutazione finora
- Horizontal and Vertical Dis AllowanceDocumento12 pagineHorizontal and Vertical Dis Allowancesuhaspujari93Nessuna valutazione finora
- Learning Intervention Program (Lip) Plan Second Quarter SY 2020 - 2021Documento3 pagineLearning Intervention Program (Lip) Plan Second Quarter SY 2020 - 2021Laarni Kiamco Ortiz EpanNessuna valutazione finora
- Equivalents of Carbon Steel QualitiesDocumento6 pagineEquivalents of Carbon Steel QualitiesMahmud MaherNessuna valutazione finora
- Autopsy Case For HEMODYNAMIC DISORDERS PDFDocumento8 pagineAutopsy Case For HEMODYNAMIC DISORDERS PDFpixiedustNessuna valutazione finora
- HSEQ-HQ-06-08-00 Transportation StandardDocumento15 pagineHSEQ-HQ-06-08-00 Transportation StandardAHMED AMIRANessuna valutazione finora
- Installation User Instruction (KMC Corporation)Documento33 pagineInstallation User Instruction (KMC Corporation)Dan StroescuNessuna valutazione finora
- Business Studies 2012 HSC With AnswerDocumento33 pagineBusiness Studies 2012 HSC With AnswerPSiloveyou490% (1)
- Sigma MP 102 (US) EN SdsDocumento9 pagineSigma MP 102 (US) EN SdsEduardo GarzaNessuna valutazione finora
- Neither This Nor That by Jean KleinDocumento6 pagineNeither This Nor That by Jean KleinTarun Patwal60% (5)
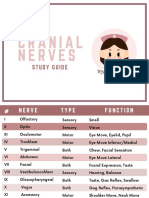
- Cranial NervesDocumento6 pagineCranial Nervesvienny kayeNessuna valutazione finora
- Solid Waste Management in SchoolsDocumento32 pagineSolid Waste Management in SchoolsRusty TorioNessuna valutazione finora
- Nrn101 and Nrn102 Drug Card: Zithromax, Zmax, Z-PakDocumento2 pagineNrn101 and Nrn102 Drug Card: Zithromax, Zmax, Z-PakJanet Sheldon50% (2)
- Iso 27001 PDFDocumento7 pagineIso 27001 PDFMonica MoreiraNessuna valutazione finora
- Prevention and Control of Infectious Diseases Act - Act 342Documento32 paginePrevention and Control of Infectious Diseases Act - Act 342appakhabarNessuna valutazione finora
- GX200 Operator Service ManualDocumento12 pagineGX200 Operator Service ManualKenia Fdez AlvaradoNessuna valutazione finora
- Chapter 10Documento14 pagineChapter 10Khorshedul IslamNessuna valutazione finora
- More Evidence Confirms Diet's Link To Mental Health: Could An Apple A Day Really Keep Depression and Anxiety Away?Documento5 pagineMore Evidence Confirms Diet's Link To Mental Health: Could An Apple A Day Really Keep Depression and Anxiety Away?psychologyconceptsNessuna valutazione finora