Potrebbero piacerti anche
- Synthesis GasDocumento8 pagineSynthesis GasTotok IswantoNessuna valutazione finora
- Hydrogen Gas Production by Partial OxidaDocumento69 pagineHydrogen Gas Production by Partial OxidaChinwuba Samuel EbukaNessuna valutazione finora
- Energy Production From Steam Gasification Processes and Parameters That Contemplate in Biomass Gasifier - A ReviewDocumento11 pagineEnergy Production From Steam Gasification Processes and Parameters That Contemplate in Biomass Gasifier - A ReviewAyush dave100% (1)
- CO2 Capture Over K2CO3 MgO Al2O3 Dry Sorbent in A Fluidized BedDocumento8 pagineCO2 Capture Over K2CO3 MgO Al2O3 Dry Sorbent in A Fluidized BedFarah Talib Al-sudaniNessuna valutazione finora
- Development of An Enhanced Biomass Gasifier Charcoal StoveDocumento9 pagineDevelopment of An Enhanced Biomass Gasifier Charcoal StoveInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Syngas Production Using Natural Gas From The EnvirDocumento19 pagineSyngas Production Using Natural Gas From The EnvirAdi Gunawan PrasetiaNessuna valutazione finora
- Oxidation of Organic Compounds: Medium Effects in Radical ReactionsDa EverandOxidation of Organic Compounds: Medium Effects in Radical ReactionsValutazione: 4 su 5 stelle4/5 (1)
- What's The Difference Between Biodiesel and Renewable (Green) DieselDocumento14 pagineWhat's The Difference Between Biodiesel and Renewable (Green) DieselRobert GilmoreNessuna valutazione finora
- Renewable Energy Resources: Introduction & Economic Analysis of A Gasification PlantDocumento36 pagineRenewable Energy Resources: Introduction & Economic Analysis of A Gasification PlantfaizanNessuna valutazione finora
- Aspen Plus® Process Simulation of Calcium Looping With Different Indirect Calciner Heat Transfer Concepts - ScienceDirectDocumento10 pagineAspen Plus® Process Simulation of Calcium Looping With Different Indirect Calciner Heat Transfer Concepts - ScienceDirectZhofran BintangNessuna valutazione finora
- New Aspects of Spillover Effect in Catalysis: For Development of Highly Active CatalystsDa EverandNew Aspects of Spillover Effect in Catalysis: For Development of Highly Active CatalystsNessuna valutazione finora
- Sweet SorghumDocumento67 pagineSweet Sorghumest_nuNessuna valutazione finora
- Numerical Simulation of Coal Gasification in Entrained Flow Gasifiers With CoalFoamDocumento27 pagineNumerical Simulation of Coal Gasification in Entrained Flow Gasifiers With CoalFoamoregano2000Nessuna valutazione finora
- Thermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerDa EverandThermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerNessuna valutazione finora
- Hydrogen As A FuelDocumento26 pagineHydrogen As A FuelLdrago Terrorincarnated100% (1)
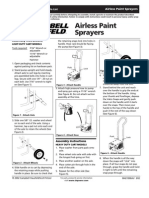
- Airless Owners ManualDocumento12 pagineAirless Owners ManualJorge GomezNessuna valutazione finora
- Incineration of Municipal Waste: Specialized Seminars on Incinerator Emissions of Heavy Metals and Particulates, Copenhagen, 18–19 September 1985 and Emission of Trace Organics from Municipal Solid Waste Incinerators, Copenhagen, 20–22 January 1987Da EverandIncineration of Municipal Waste: Specialized Seminars on Incinerator Emissions of Heavy Metals and Particulates, Copenhagen, 18–19 September 1985 and Emission of Trace Organics from Municipal Solid Waste Incinerators, Copenhagen, 20–22 January 1987Robert B. DeanNessuna valutazione finora
- Appendiks ADocumento107 pagineAppendiks APuttanara Deo100% (1)
- Praj Sweet SorghumDocumento17 paginePraj Sweet SorghumRajeshMorghe100% (1)
- Turbulence and Molecular Processes in CombustionDa EverandTurbulence and Molecular Processes in CombustionT. TakenoNessuna valutazione finora
- Gasification of Municipal Solid WastesDocumento8 pagineGasification of Municipal Solid WastesSalman Zafar100% (2)
- Counter Rotating FanDocumento10 pagineCounter Rotating Fanapoorvs75Nessuna valutazione finora
- Computational Fluid Dynamics Simulation of Coal Gasification in A Circulating Fluidized Bed ReactorDocumento7 pagineComputational Fluid Dynamics Simulation of Coal Gasification in A Circulating Fluidized Bed ReactorLucas DinizNessuna valutazione finora
- Modélisation Diesel RKDocumento68 pagineModélisation Diesel RKhind allaoui100% (1)
- Titan Campbell HousfeldDocumento24 pagineTitan Campbell HousfeldairmacmexNessuna valutazione finora
- First Magnetic Roasting PlantDocumento17 pagineFirst Magnetic Roasting PlantranjeevkumarNessuna valutazione finora
- Thesis Syed AbbasDocumento263 pagineThesis Syed AbbasabubakarNessuna valutazione finora
- Plasma Assisted CombustionDocumento8 paginePlasma Assisted CombustionEddie WinklerNessuna valutazione finora
- Slides of Prilling TowerDocumento12 pagineSlides of Prilling TowerCHUCHUNessuna valutazione finora
- Ali AdelDocumento159 pagineAli AdellumengentiunNessuna valutazione finora
- CFD Modeling of A Downdraft Gasifier WitDocumento18 pagineCFD Modeling of A Downdraft Gasifier Witray mayyerNessuna valutazione finora
- A Review of Oxy-Fuel Combustion in Fluidized Bed ReactorsDocumento25 pagineA Review of Oxy-Fuel Combustion in Fluidized Bed ReactorsIlyan Tik NantaNessuna valutazione finora
- Modeling of Black Liquor Gasification in Bubbling Fluidized Bed Presentation)Documento20 pagineModeling of Black Liquor Gasification in Bubbling Fluidized Bed Presentation)api-3799861Nessuna valutazione finora
- Reactions of Non-Metallic Inorganic CompoundsDa EverandReactions of Non-Metallic Inorganic CompoundsNessuna valutazione finora
- International Thermodynamic Tables of the Fluid State: Propylene (Propene)Da EverandInternational Thermodynamic Tables of the Fluid State: Propylene (Propene)Nessuna valutazione finora
- A Thermodynamic Analysis of Solid Waste Gasification in The Plasma Gasification Melting ProcessDocumento9 pagineA Thermodynamic Analysis of Solid Waste Gasification in The Plasma Gasification Melting ProcessArik AprilliyantoNessuna valutazione finora
- Structure and Properties of Mullite PDFDocumento16 pagineStructure and Properties of Mullite PDFFelipe Kellyta SouzaNessuna valutazione finora
- P810213 PDFDocumento5 pagineP810213 PDFAnonymous kejOID9QsNessuna valutazione finora
- Project Plan Greenway Plasma Energy ParkDocumento40 pagineProject Plan Greenway Plasma Energy ParkqueenslandferalNessuna valutazione finora
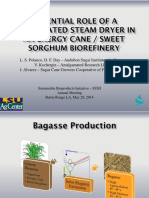
- 2014 Potential Role of A Superheated Steam Dryer in An Energy Cane Sweet Sorghum Biorefinery PDFDocumento21 pagine2014 Potential Role of A Superheated Steam Dryer in An Energy Cane Sweet Sorghum Biorefinery PDFSolooloo Kebede NemomsaNessuna valutazione finora
- B. Danon - 2015-DL LimoneneDocumento13 pagineB. Danon - 2015-DL LimoneneRubia Binti IdrisNessuna valutazione finora
- Design Guide For Air Slide PDFDocumento2 pagineDesign Guide For Air Slide PDFAhmedRizk100% (1)
- Separations and Reactors Design Project Production of Allyl ChlorideDocumento8 pagineSeparations and Reactors Design Project Production of Allyl ChlorideAdelina SimionNessuna valutazione finora
- Waste Biorefineries: Advanced Design Concepts for Integrated Waste to Energy ProcessesDa EverandWaste Biorefineries: Advanced Design Concepts for Integrated Waste to Energy ProcessesNessuna valutazione finora
- 18ee2128 Waste To EnergyDocumento1 pagina18ee2128 Waste To Energys sNessuna valutazione finora
- Integration of Gasification With Thermal Residue Conversion in RefineriesDocumento15 pagineIntegration of Gasification With Thermal Residue Conversion in Refineriesrameshkarthik810Nessuna valutazione finora
- Inorganic Hydrides: The Commonwealth and International Library: Chemistry DivisionDa EverandInorganic Hydrides: The Commonwealth and International Library: Chemistry DivisionNessuna valutazione finora
- Commercial Production of Fullerenes and Carbon Nanotubes PDFDocumento12 pagineCommercial Production of Fullerenes and Carbon Nanotubes PDFLuis RamosNessuna valutazione finora
- Review of Kinetic and Equilibrium Concepts For Biomass Tar Modeling by Using Aspen PlusDocumento22 pagineReview of Kinetic and Equilibrium Concepts For Biomass Tar Modeling by Using Aspen PlusserchNessuna valutazione finora
- Novel and Innovative Pyrolysis and Gasification Technologies For Energy Efficient and Environmentally Sound MSW DisposalDocumento27 pagineNovel and Innovative Pyrolysis and Gasification Technologies For Energy Efficient and Environmentally Sound MSW Disposalvitor_alberto_7100% (1)
- Thermo Fuel ProcessDocumento9 pagineThermo Fuel ProcessSpoiler Alert100% (1)
- PTQ Enhancing Heat TransferDocumento5 paginePTQ Enhancing Heat TransferkulaspiroNessuna valutazione finora
- PDFDocumento161 paginePDFElshadNessuna valutazione finora
- Purification and Recovery Options For GasificationDocumento22 paginePurification and Recovery Options For Gasificationapi-3799861Nessuna valutazione finora
- Equipment Design and Cost Estimation For Small Modular BiomassDocumento117 pagineEquipment Design and Cost Estimation For Small Modular Biomassapi-3799861100% (4)
- Hydrogen Plant For The New MillenniumDocumento21 pagineHydrogen Plant For The New Millenniumapi-3799861100% (2)
- Towards The Hydrogen EconomyDocumento13 pagineTowards The Hydrogen Economyapi-3799861Nessuna valutazione finora
- Wabash River Coal Gasification Re Powering Project (Part 2)Documento209 pagineWabash River Coal Gasification Re Powering Project (Part 2)api-3799861Nessuna valutazione finora
- Wabash River Coal Gasification Re Powering Project (Part 1)Documento149 pagineWabash River Coal Gasification Re Powering Project (Part 1)api-3799861Nessuna valutazione finora
- A Technical and Economic Assessment of CO2 Capture Technology For IGCCDocumento293 pagineA Technical and Economic Assessment of CO2 Capture Technology For IGCCapi-3799861100% (1)
- Modeling The Performance and Emissions of Integrated Gasification Combined Cycle Based Lurgi Ammonia Synthesis SystemDocumento213 pagineModeling The Performance and Emissions of Integrated Gasification Combined Cycle Based Lurgi Ammonia Synthesis Systemapi-3799861100% (2)
- Performance Evaluation of Atmospheric Biomass Integrated Gasifier Combined Cycle SystemsDocumento13 paginePerformance Evaluation of Atmospheric Biomass Integrated Gasifier Combined Cycle Systemsapi-3799861Nessuna valutazione finora
- Modeling The Performance and Emissions of British Gas - Lurgi-Based Integrated Gasification Combined Cycle SystemsDocumento174 pagineModeling The Performance and Emissions of British Gas - Lurgi-Based Integrated Gasification Combined Cycle Systemsapi-3799861100% (1)
- Cost and Performance Analysis of Biomass IGCC SystemDocumento70 pagineCost and Performance Analysis of Biomass IGCC Systemapi-3799861Nessuna valutazione finora
- Modeling The Performance, Emissions, and Costs of Texaco Gasifier-Based Integrated Gasification Combined Cycle SystemsDocumento288 pagineModeling The Performance, Emissions, and Costs of Texaco Gasifier-Based Integrated Gasification Combined Cycle Systemsapi-3799861100% (1)
- Aspen Process Flowsheet Simulation Model BGL, Fischer Tropsch Liquefaction and Combined-Cycle Power PlantDocumento159 pagineAspen Process Flowsheet Simulation Model BGL, Fischer Tropsch Liquefaction and Combined-Cycle Power Plantapi-3799861100% (5)
- A Review of Biomass IGCC Technology - Application To Sugarcane IndustriesDocumento23 pagineA Review of Biomass IGCC Technology - Application To Sugarcane Industriesapi-3799861Nessuna valutazione finora
- Two Phase Biomass Air-Steam Gasification Model For Fluidized Bed Reactors - Part I-Model Development Numerical)Documento24 pagineTwo Phase Biomass Air-Steam Gasification Model For Fluidized Bed Reactors - Part I-Model Development Numerical)api-3799861Nessuna valutazione finora
- The Pinon Pine Integrated Gasification Combined Cycle ProjectDocumento14 pagineThe Pinon Pine Integrated Gasification Combined Cycle Projectapi-3799861Nessuna valutazione finora
- Modeling & Simulation of Biomass Gasifier Effect of O2 Enrichment and Steam To Air RatioDocumento9 pagineModeling & Simulation of Biomass Gasifier Effect of O2 Enrichment and Steam To Air Ratioapi-3799861Nessuna valutazione finora
- Integrated Gasification Combined CycleDocumento16 pagineIntegrated Gasification Combined Cycleapi-3799861100% (2)
- Equilibrium Model For Biomass GasificationDocumento7 pagineEquilibrium Model For Biomass Gasificationapi-3799861100% (5)
- Math Modeling For Control of Biomass Gasifier 2005Documento40 pagineMath Modeling For Control of Biomass Gasifier 2005taokan81Nessuna valutazione finora
- Coal Gasification Pilot Plant For Hydrogen ProductionDocumento13 pagineCoal Gasification Pilot Plant For Hydrogen Productionapi-3799861100% (3)
- Fluidized-Bed Gasification and Slagging Combustion SystemDocumento10 pagineFluidized-Bed Gasification and Slagging Combustion Systemapi-3799861Nessuna valutazione finora
- Some Process Fundamentals of Biomass Gasification in Dual Fluidized BedDocumento12 pagineSome Process Fundamentals of Biomass Gasification in Dual Fluidized BedGabriel Cujia QuinteroNessuna valutazione finora
- Conceptual Design and Simulation Study of A Co-Gasification TechnologyDocumento13 pagineConceptual Design and Simulation Study of A Co-Gasification Technologyapi-3799861Nessuna valutazione finora
- Modeling of Black Liquor Gasification in Bubbling Fluidized Bed Presentation)Documento20 pagineModeling of Black Liquor Gasification in Bubbling Fluidized Bed Presentation)api-3799861Nessuna valutazione finora
- Biomass Gasification in Afluidized Bed Reactor (ASPEN SimDocumento22 pagineBiomass Gasification in Afluidized Bed Reactor (ASPEN Simapi-3799861Nessuna valutazione finora
- Gasification of Municipal Solid Wastes 2002Documento50 pagineGasification of Municipal Solid Wastes 2002Vashi BhaumikNessuna valutazione finora
- Gasification of Two Biomass Fuels in Bubbling Fluidized BedDocumento13 pagineGasification of Two Biomass Fuels in Bubbling Fluidized Bedapi-3799861Nessuna valutazione finora
- ProofDocumento9 pagineProofapi-3799861Nessuna valutazione finora
- Handpump BOQDocumento2 pagineHandpump BOQmuhammad iqbal0% (1)
- Ma'Aden Engineering Manual: Structural Design Criteria - Non-Process Buildings & StructuresDocumento35 pagineMa'Aden Engineering Manual: Structural Design Criteria - Non-Process Buildings & StructuresMuhammad Najam AbbasNessuna valutazione finora
- Agentes AntiescalaDocumento7 pagineAgentes AntiescalaFabian ArboledaNessuna valutazione finora
- A Comparison of ISO 15614 Part 1 and ASME IXDocumento2 pagineA Comparison of ISO 15614 Part 1 and ASME IXtuanNessuna valutazione finora
- Expt 3 Bioplastic From Plant Starch Lab Data SheetDocumento9 pagineExpt 3 Bioplastic From Plant Starch Lab Data SheetjanaNessuna valutazione finora
- PT B, CH 1, Sec 1: 5.6 Scantling of GlazingDocumento6 paginePT B, CH 1, Sec 1: 5.6 Scantling of GlazingHamada AttiaNessuna valutazione finora
- Brochure 2021 Eka Chlorine Dioxide Generation SystemsDocumento8 pagineBrochure 2021 Eka Chlorine Dioxide Generation SystemsirNessuna valutazione finora
- Experiment 17Documento4 pagineExperiment 17Jordy LaiNessuna valutazione finora
- Detaclad Zirconium Clad For Chemical Process EquipmentDocumento2 pagineDetaclad Zirconium Clad For Chemical Process EquipmentharshadNessuna valutazione finora
- Madanapalle Institue of Technology & Science Madanapalle: A Study On Abrasive Jet MachiningDocumento20 pagineMadanapalle Institue of Technology & Science Madanapalle: A Study On Abrasive Jet MachiningYashwanth ReddyNessuna valutazione finora
- The Complete Photo Guide To Beading (PDFDrive) PDFDocumento736 pagineThe Complete Photo Guide To Beading (PDFDrive) PDFRoxi Ma100% (5)
- Supporting Structure of Machine ToolsDocumento3 pagineSupporting Structure of Machine ToolsPrakash RajNessuna valutazione finora
- Case Study chm133Documento2 pagineCase Study chm133hasanahNessuna valutazione finora
- Appendixes: Appendix Particle Size - 1 - A - AluminumDocumento19 pagineAppendixes: Appendix Particle Size - 1 - A - AluminumIbrahim HeaderNessuna valutazione finora
- Water Treatment For Engine Cooling SystemsDocumento8 pagineWater Treatment For Engine Cooling SystemsJavier F Pacheco PuentesNessuna valutazione finora
- Cov Fast Stainless Steel Cat - 3rd Ed - Jun 09Documento116 pagineCov Fast Stainless Steel Cat - 3rd Ed - Jun 09jaffliangNessuna valutazione finora
- 1 s2.0 S0008884621002027 MainDocumento19 pagine1 s2.0 S0008884621002027 MainEverton AndradeNessuna valutazione finora
- GB Code ListDocumento6 pagineGB Code ListYuda SatriaNessuna valutazione finora
- Introduction To DSCDocumento29 pagineIntroduction To DSCDr-Dinesh Tripathi0% (1)
- Rate Analysis RHDDocumento34 pagineRate Analysis RHDImran Hossain RoniNessuna valutazione finora
- 12th Chemistry All Unit Questions and Answers Study Material EMDocumento44 pagine12th Chemistry All Unit Questions and Answers Study Material EMBalajiNessuna valutazione finora
- Causes and Prevention of Cracks in BuildingDocumento47 pagineCauses and Prevention of Cracks in BuildingvishalgoreNessuna valutazione finora
- Building Material - To Construct New HouseDocumento136 pagineBuilding Material - To Construct New HouseVenkata Ramanaiah KokaNessuna valutazione finora
- The Optimum Collection Global Version 2022 FlipbookDocumento8 pagineThe Optimum Collection Global Version 2022 FlipbookAnthony_I2CNessuna valutazione finora
- Datasheet For Metals ST 90 PCDocumento2 pagineDatasheet For Metals ST 90 PCGalNessuna valutazione finora
- Eddy Current & Ultrassom - Techna NDTDocumento48 pagineEddy Current & Ultrassom - Techna NDTBruno BatistaNessuna valutazione finora
- Carter SH: Synthetic Industrial Gear Lubricant With Long Drain IntervalDocumento2 pagineCarter SH: Synthetic Industrial Gear Lubricant With Long Drain IntervalАлексейNessuna valutazione finora
- Mix DesignDocumento30 pagineMix DesignyogiforyouNessuna valutazione finora
- Air Terminal - UK-ABB-FURSE-CATDocumento10 pagineAir Terminal - UK-ABB-FURSE-CATspartanNessuna valutazione finora
- Permafil 707Documento2 paginePermafil 707Yahiko LeosNessuna valutazione finora