Potrebbero piacerti anche
- 239 Change of Temperature of Cotton and Polyester Fabrics in Wetting and Drying ProcessDocumento14 pagine239 Change of Temperature of Cotton and Polyester Fabrics in Wetting and Drying ProcesspriyaNessuna valutazione finora
- Kinetics of Moisture Movement Air of Beet Root: SugarDocumento11 pagineKinetics of Moisture Movement Air of Beet Root: SugarLê Minh Toàn SvdNessuna valutazione finora
- Comparison of Different Test Methods For The Measurement of Fabric or Garment Moisture Transfer PropertiesDocumento7 pagineComparison of Different Test Methods For The Measurement of Fabric or Garment Moisture Transfer PropertiesTran Tran QuocNessuna valutazione finora
- Mathematical Modeling and Simulation of Shrunk Cylindrical Material's Drying Kinetics-Approximation and Application To BananaDocumento6 pagineMathematical Modeling and Simulation of Shrunk Cylindrical Material's Drying Kinetics-Approximation and Application To BananaNouha JhiderNessuna valutazione finora
- Concept of A Characteristic Drying Rate Curve in 1958, Van MeelDocumento8 pagineConcept of A Characteristic Drying Rate Curve in 1958, Van MeelLiza NovrianiNessuna valutazione finora
- A Mathematical Model of The Drying ProcessDocumento4 pagineA Mathematical Model of The Drying Processlili&valiNessuna valutazione finora
- A Study of Efficient Drying Parameters For Bed Dryers: Christopher Tremblay, Dongmei ZhouDocumento8 pagineA Study of Efficient Drying Parameters For Bed Dryers: Christopher Tremblay, Dongmei ZhouavgpaulNessuna valutazione finora
- A Review - Hot Air Nozzle System of Textile Dryer: Kaushal D PatelDocumento5 pagineA Review - Hot Air Nozzle System of Textile Dryer: Kaushal D Patelfathi mustafaNessuna valutazione finora
- Mathematical Modelling of Hot Air Drying of Sweet PotatoDocumento11 pagineMathematical Modelling of Hot Air Drying of Sweet PotatoNEFTALI VAZQUEZ ESPINOSANessuna valutazione finora
- Bobbins DryingDocumento14 pagineBobbins DryingRupees CashNessuna valutazione finora
- Experimental Study of Drying KineticsDocumento10 pagineExperimental Study of Drying KineticsNguyễn Hoàng Minh TríNessuna valutazione finora
- Fundamentals of DryingDocumento14 pagineFundamentals of DryingAlisha AnchearyNessuna valutazione finora
- How To Dry Textile Without Over-DryingDocumento7 pagineHow To Dry Textile Without Over-Dryingconker4Nessuna valutazione finora
- Author's Accepted ManuscriptDocumento11 pagineAuthor's Accepted Manuscriptchaima rekikNessuna valutazione finora
- Tray Dryer - Chemical EngineeringDocumento3 pagineTray Dryer - Chemical EngineeringmaueemalicdemNessuna valutazione finora
- Impact of Relative Humidity On Loom Shed Efficiency: October 2016Documento6 pagineImpact of Relative Humidity On Loom Shed Efficiency: October 2016yonasNessuna valutazione finora
- Objective: To The Control of Certain Environmental Conditions Including Air Temperature, AirDocumento14 pagineObjective: To The Control of Certain Environmental Conditions Including Air Temperature, AirfekadeNessuna valutazione finora
- Determination of Suitable Thin Layer Drying Curve Model For Some Vegetables and FruitsDocumento10 pagineDetermination of Suitable Thin Layer Drying Curve Model For Some Vegetables and FruitsLe Quoc TuanNessuna valutazione finora
- Unit Operation Laboratory 2 (CCB 3062)Documento7 pagineUnit Operation Laboratory 2 (CCB 3062)Carl Erickson100% (1)
- Impactof Relative Humidityon Loom Shed EfficiencyDocumento6 pagineImpactof Relative Humidityon Loom Shed EfficiencyyonasNessuna valutazione finora
- Dialnet SimulacionDeUnSecadorContinuoDeLechoFluidizadoConF 5179451 PDFDocumento10 pagineDialnet SimulacionDeUnSecadorContinuoDeLechoFluidizadoConF 5179451 PDFYusnita OniNessuna valutazione finora
- Lab Notes For DryingDocumento17 pagineLab Notes For Dryingrk_gummaluri5334Nessuna valutazione finora
- Textile DyeingDocumento25 pagineTextile Dyeingtextile.km98Nessuna valutazione finora
- Simulation Model To Predict Drying in The Automated Grain DryerDocumento7 pagineSimulation Model To Predict Drying in The Automated Grain DryerhawxflyNessuna valutazione finora
- Current State of Automation Process of Convection Drying of Bulk MaterialsDocumento6 pagineCurrent State of Automation Process of Convection Drying of Bulk MaterialsOpen Access JournalNessuna valutazione finora
- Difusividad Efectiva en Funcion Del EspesorDocumento7 pagineDifusividad Efectiva en Funcion Del EspesorJorge AgudeloNessuna valutazione finora
- Experiment 1 - Drying (R&D)Documento8 pagineExperiment 1 - Drying (R&D)Joshua Daniele Lontok AriasNessuna valutazione finora
- Sample AbstractsDocumento2 pagineSample AbstractsjebNessuna valutazione finora
- Introduction:-: Lars Nilsson.Documento18 pagineIntroduction:-: Lars Nilsson.Bharat PatilNessuna valutazione finora
- Characterization of Drying Behavior and Modeling of Industrial Drying ProcessDocumento9 pagineCharacterization of Drying Behavior and Modeling of Industrial Drying ProcessMilos VasicNessuna valutazione finora
- Moisture Transmission Through Textiles 1Documento11 pagineMoisture Transmission Through Textiles 1Ahmad SamerNessuna valutazione finora
- Lab 3 - Tray Drier Theory, Apparatus, MethodologyDocumento5 pagineLab 3 - Tray Drier Theory, Apparatus, MethodologyToukaNessuna valutazione finora
- Prediction of Drying Kinetics of Different Vegetables in A Fluidized Bed DrierDocumento37 paginePrediction of Drying Kinetics of Different Vegetables in A Fluidized Bed DrierMajid KhanNessuna valutazione finora
- Tray DryerDocumento16 pagineTray DryerZalina Samsuddin100% (1)
- Ijaret: International Journal of Advanced Research in Engineering and Technology (Ijaret)Documento13 pagineIjaret: International Journal of Advanced Research in Engineering and Technology (Ijaret)IAEME PublicationNessuna valutazione finora
- Theoretical and Experimental Analysis of Drying Various Geometrical Forms of Red PepperDocumento5 pagineTheoretical and Experimental Analysis of Drying Various Geometrical Forms of Red PepperAnonymous 4SIk3AdnNessuna valutazione finora
- Fluidized Bed Drying of MustardDocumento16 pagineFluidized Bed Drying of MustardТодор ДжурковNessuna valutazione finora
- CMT 450 Tray Drier B Laboratory ReportDocumento16 pagineCMT 450 Tray Drier B Laboratory ReportAyish MataNessuna valutazione finora
- Expt Guide - F4 - Drying Under Constant Conditions Using Tray DryerDocumento9 pagineExpt Guide - F4 - Drying Under Constant Conditions Using Tray DryerBabyyFacedNessuna valutazione finora
- Investigations in Mass Transfer Enhancement in Textiles With UltrasoundDocumento13 pagineInvestigations in Mass Transfer Enhancement in Textiles With UltrasoundasocanNessuna valutazione finora
- Aatcc195-2011 Liquid Moisture Management Properties of Textile FabricsDocumento5 pagineAatcc195-2011 Liquid Moisture Management Properties of Textile Fabricsdr tamerNessuna valutazione finora
- Tray DryerDocumento15 pagineTray Dryerfaez94Nessuna valutazione finora
- Experimental Analysis of Fluidized Bed Freeze DryingDocumento7 pagineExperimental Analysis of Fluidized Bed Freeze DryingMohamadMostafaviNessuna valutazione finora
- Drying Performance of A Thumbler Dryer With CondenserDocumento5 pagineDrying Performance of A Thumbler Dryer With CondenserZaharanNessuna valutazione finora
- Iads 2005Documento11 pagineIads 2005Alegría LeeNessuna valutazione finora
- A New Drying Application For Garment LeatherDocumento7 pagineA New Drying Application For Garment LeatherandryeazanzNessuna valutazione finora
- Studies On Moisture Content in Cotton Fibre Assembly (Lint) in Relation To Variations in Temperature and Relative HumidityDocumento1 paginaStudies On Moisture Content in Cotton Fibre Assembly (Lint) in Relation To Variations in Temperature and Relative Humiditynumannazir3276Nessuna valutazione finora
- Drum Dryer Moisture ControlDocumento12 pagineDrum Dryer Moisture ControlJason RichardsonNessuna valutazione finora
- The Prediction of Drying Uniformity in Tray Dryer System Using CFD SimulationDocumento5 pagineThe Prediction of Drying Uniformity in Tray Dryer System Using CFD SimulationSiraj AL sharifNessuna valutazione finora
- Tray Dryer PDFDocumento3 pagineTray Dryer PDFAlshreef AljeelanyNessuna valutazione finora
- DryingDocumento7 pagineDryingYong JinNessuna valutazione finora
- Drying of SolidDocumento10 pagineDrying of SolidJajabor JibonNessuna valutazione finora
- 1996 Food Eng 28 (3-4)Documento12 pagine1996 Food Eng 28 (3-4)rahiman37Nessuna valutazione finora
- Experimental and Theoretical Analysis of Drying Carrots: Ahmet Kaya, Orhan Aydın, Cevdet DemirtaşDocumento11 pagineExperimental and Theoretical Analysis of Drying Carrots: Ahmet Kaya, Orhan Aydın, Cevdet DemirtaşMara RoNessuna valutazione finora
- Drying Ex8Documento3 pagineDrying Ex8puteriNessuna valutazione finora
- Thermophysiological Comfort Properties of Different Knitted Fabrics Used in Cycling ClothesDocumento9 pagineThermophysiological Comfort Properties of Different Knitted Fabrics Used in Cycling ClothespriyaNessuna valutazione finora
- Heat and Moisture Transfer between Human Body and EnvironmentDa EverandHeat and Moisture Transfer between Human Body and EnvironmentNessuna valutazione finora
- Textile Finishing: Recent Developments and Future TrendsDa EverandTextile Finishing: Recent Developments and Future TrendsNessuna valutazione finora
- Sustainable Innovations in Recycled TextilesDa EverandSustainable Innovations in Recycled TextilesNessuna valutazione finora
- Data Sheet Tq-04 RLL Eppetroecuador Epn Rev CDocumento10 pagineData Sheet Tq-04 RLL Eppetroecuador Epn Rev CFrancesco GuardiniNessuna valutazione finora
- Nonlinear Modelling of Liquid Sloshing in A Moving Rectangular TankDocumento37 pagineNonlinear Modelling of Liquid Sloshing in A Moving Rectangular TankFrancesco GuardiniNessuna valutazione finora
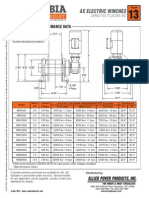
- Ac Electric Winches: Dimensional/Performance DataDocumento1 paginaAc Electric Winches: Dimensional/Performance DataFrancesco GuardiniNessuna valutazione finora
- Textiles and MoistureDocumento42 pagineTextiles and MoistureAli Altaf83% (6)
- Drying of Solids-I"': Industrial and Engineering ChemistryDocumento5 pagineDrying of Solids-I"': Industrial and Engineering ChemistryFrancesco GuardiniNessuna valutazione finora
- Analisa RAB Dan INCOME Videotron TrenggalekDocumento2 pagineAnalisa RAB Dan INCOME Videotron TrenggalekMohammad Bagus SaputroNessuna valutazione finora
- Unit 5 Andhra Pradesh.Documento18 pagineUnit 5 Andhra Pradesh.Charu ModiNessuna valutazione finora
- Amel Forms & Logging SheetsDocumento4 pagineAmel Forms & Logging SheetsisaacNessuna valutazione finora
- Gmo EssayDocumento4 pagineGmo Essayapi-270707439Nessuna valutazione finora
- Guidelines Use of The Word AnzacDocumento28 pagineGuidelines Use of The Word AnzacMichael SmithNessuna valutazione finora
- BACE Marketing Presentation FINALDocumento14 pagineBACE Marketing Presentation FINALcarlosfelix810% (1)
- Kompetensi Sumber Daya Manusia SDM Dalam Meningkatkan Kinerja Tenaga Kependidika PDFDocumento13 pagineKompetensi Sumber Daya Manusia SDM Dalam Meningkatkan Kinerja Tenaga Kependidika PDFEka IdrisNessuna valutazione finora
- 3.13 Regional TransportationDocumento23 pagine3.13 Regional TransportationRonillo MapulaNessuna valutazione finora
- Salem Telephone CompanyDocumento4 pagineSalem Telephone Company202211021 imtnagNessuna valutazione finora
- QG To AIS 2017 PDFDocumento135 pagineQG To AIS 2017 PDFMangoStarr Aibelle VegasNessuna valutazione finora
- 6 AsianregionalismDocumento32 pagine6 AsianregionalismChandria Ford100% (1)
- PovidoneDocumento2 paginePovidoneElizabeth WalshNessuna valutazione finora
- Hardware Architecture For Nanorobot Application in Cancer TherapyDocumento7 pagineHardware Architecture For Nanorobot Application in Cancer TherapyCynthia CarolineNessuna valutazione finora
- La Salle Lipa Integrated School Senior High School Community 1 Quarter Summative Assessment Earth Science AY 2021-2022 Household Conservation PlanDocumento4 pagineLa Salle Lipa Integrated School Senior High School Community 1 Quarter Summative Assessment Earth Science AY 2021-2022 Household Conservation PlanKarlle ObviarNessuna valutazione finora
- Aman 5Documento1 paginaAman 5HamidNessuna valutazione finora
- Fletcher Theophilus Ato CVDocumento7 pagineFletcher Theophilus Ato CVTHEOPHILUS ATO FLETCHERNessuna valutazione finora
- Science News Explores-June July 2023Documento36 pagineScience News Explores-June July 2023Tobei AchimNessuna valutazione finora
- Rs 422Documento1 paginaRs 422rezakaihaniNessuna valutazione finora
- (ACYFAR2) Toribio Critique Paper K36.editedDocumento12 pagine(ACYFAR2) Toribio Critique Paper K36.editedHannah Jane ToribioNessuna valutazione finora
- A CMOS Current-Mode Operational Amplifier: Thomas KaulbergDocumento4 pagineA CMOS Current-Mode Operational Amplifier: Thomas KaulbergAbesamis RanmaNessuna valutazione finora
- (ENG) Visual Logic Robot ProgrammingDocumento261 pagine(ENG) Visual Logic Robot ProgrammingAbel Chaiña Gonzales100% (1)
- Installation and User's Guide For AIX Operating SystemDocumento127 pagineInstallation and User's Guide For AIX Operating SystemPeter KidiavaiNessuna valutazione finora
- PlsqldocDocumento21 paginePlsqldocAbhishekNessuna valutazione finora
- Dr. Najeebuddin Ahmed: 969 Canterbury Road, Lakemba, Sydney, NSW, Australia, 2195Documento2 pagineDr. Najeebuddin Ahmed: 969 Canterbury Road, Lakemba, Sydney, NSW, Australia, 2195Najeebuddin AhmedNessuna valutazione finora
- MEMORANDUMDocumento8 pagineMEMORANDUMAdee JocsonNessuna valutazione finora
- Liga NG Mga Barangay: Resolution No. 30Documento2 pagineLiga NG Mga Barangay: Resolution No. 30Rey PerezNessuna valutazione finora
- Marley Product Catalogue Brochure Grease TrapsDocumento1 paginaMarley Product Catalogue Brochure Grease TrapsKushalKallychurnNessuna valutazione finora
- VP Construction Real Estate Development in NY NJ Resume Edward CondolonDocumento4 pagineVP Construction Real Estate Development in NY NJ Resume Edward CondolonEdwardCondolonNessuna valutazione finora
- 9.admin Rosal Vs ComelecDocumento4 pagine9.admin Rosal Vs Comelecmichelle zatarainNessuna valutazione finora
- FBW Manual-Jan 2012-Revised and Corrected CS2Documento68 pagineFBW Manual-Jan 2012-Revised and Corrected CS2Dinesh CandassamyNessuna valutazione finora