Potrebbero piacerti anche
- Friction Stir Welding of Aluminum MMC: Tracy W. Nelson, Dick LederichDocumento22 pagineFriction Stir Welding of Aluminum MMC: Tracy W. Nelson, Dick LederichSanthosh Kumar KodhandapaniNessuna valutazione finora
- Structural Dynamics of Electronic and Photonic SystemsDa EverandStructural Dynamics of Electronic and Photonic SystemsNessuna valutazione finora
- Jntuworld: Advances in Manufacturing TechnnologyDocumento1 paginaJntuworld: Advances in Manufacturing TechnnologycomputerstudentNessuna valutazione finora
- HIGH CARBON 35Cr-45Ni-1Nb: Alloy TypeDocumento2 pagineHIGH CARBON 35Cr-45Ni-1Nb: Alloy TypeSaravanan Pitchandi100% (1)
- Uncinventional Machining Process Interview QuestionsDocumento14 pagineUncinventional Machining Process Interview QuestionsimsaiyathNessuna valutazione finora
- CMT Welding Research PaperDocumento23 pagineCMT Welding Research PaperUpendra93Nessuna valutazione finora
- Mecanismos de Falha Nos Capacitores de CerâmicaDocumento9 pagineMecanismos de Falha Nos Capacitores de CerâmicaLeonardo RennóNessuna valutazione finora
- Wave Soldering: Wave Soldering Is A Bulk Soldering Process Used in TheDocumento5 pagineWave Soldering: Wave Soldering Is A Bulk Soldering Process Used in TheMadhusudanan Ashok0% (1)
- Final Exam Key AnswerDocumento6 pagineFinal Exam Key Answergirma worku100% (1)
- BMMP3533 - Labsheet - EDM Die Sinker 20192020Documento5 pagineBMMP3533 - Labsheet - EDM Die Sinker 20192020Amilin HatiaraNessuna valutazione finora
- Answer of Midterm Exam 2 PDFDocumento6 pagineAnswer of Midterm Exam 2 PDFFaisal Al-assafNessuna valutazione finora
- AN-1501 Handling InstructionsDocumento8 pagineAN-1501 Handling InstructionsmSmallNessuna valutazione finora
- SCHEME Test UiTM WeldingDocumento2 pagineSCHEME Test UiTM Weldinglimakupang_matNessuna valutazione finora
- Adv - Design of Weldments Seme1 2004Documento4 pagineAdv - Design of Weldments Seme1 2004mukesh3021Nessuna valutazione finora
- DH 1232NSDocumento1 paginaDH 1232NSGopiNathNessuna valutazione finora
- MCQ's Tips Paper 1Documento3 pagineMCQ's Tips Paper 1miteshNessuna valutazione finora
- Resistance Spot Welding Parameters Optimal Selection For Automotive Steel PlateDocumento6 pagineResistance Spot Welding Parameters Optimal Selection For Automotive Steel PlateMahmoud SingerNessuna valutazione finora
- Specification STANDAR WLDocumento7 pagineSpecification STANDAR WLJakJhonNessuna valutazione finora
- Crack Detection Methods For Lead-Free Solder Joints: Milos Dusek & Christopher HuntDocumento26 pagineCrack Detection Methods For Lead-Free Solder Joints: Milos Dusek & Christopher HuntpastelquenteNessuna valutazione finora
- CH 28Documento6 pagineCH 28koech02118Nessuna valutazione finora
- 60mm Size Ring Type: Large Ring Structure Contributes To MultifunctioningDocumento3 pagine60mm Size Ring Type: Large Ring Structure Contributes To MultifunctioningshyhuNessuna valutazione finora
- Ch-12 Unconventional MachiningDocumento135 pagineCh-12 Unconventional MachiningSaumil ShahNessuna valutazione finora
- Model Answer - Sheet (1&2)Documento17 pagineModel Answer - Sheet (1&2)YSMHXSTS SYTMXSNessuna valutazione finora
- ThermistorDocumento44 pagineThermistorjuca_br2002Nessuna valutazione finora
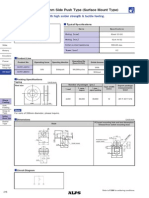
- 4.5×3.55mm Side Push Type (Surface Mount Type) : Sidepush With High Solder Strength & Tactile FeelingDocumento3 pagine4.5×3.55mm Side Push Type (Surface Mount Type) : Sidepush With High Solder Strength & Tactile FeelingshyhuNessuna valutazione finora
- Local PWHTDocumento6 pagineLocal PWHTcmeshibu100% (1)
- AnswersDocumento34 pagineAnswersMahmoud Elsayed MohamedNessuna valutazione finora
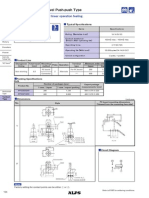
- Sped2: 4.5mm-Travel Push-Push TypeDocumento3 pagineSped2: 4.5mm-Travel Push-Push TypeshyhuNessuna valutazione finora
- 1 Modulo IWEDocumento4 pagine1 Modulo IWEgiovannidelduca1974Nessuna valutazione finora
- Rework ConditionsDocumento1 paginaRework Conditionsroman reeseNessuna valutazione finora
- Practice 6 - Questions - CSWIPDocumento12 paginePractice 6 - Questions - CSWIPravichandran0506Nessuna valutazione finora
- Flyback Transformers: SchematicsDocumento2 pagineFlyback Transformers: Schematicscatsoithahuong84Nessuna valutazione finora
- HW 8 Non Traditional Machining Ch26Documento2 pagineHW 8 Non Traditional Machining Ch26BobNessuna valutazione finora
- Total Hight of 3.1mm. Surface Mount Package With Ground TerminalDocumento3 pagineTotal Hight of 3.1mm. Surface Mount Package With Ground TerminalshyhuNessuna valutazione finora
- BY Debabrata Sahu REGD NO:-1721109146: Production EngineeringDocumento20 pagineBY Debabrata Sahu REGD NO:-1721109146: Production EngineeringRabindra DashNessuna valutazione finora
- Test Bank Mid 2Documento13 pagineTest Bank Mid 2mhd slmnNessuna valutazione finora
- Unit 4 Lesson 4Documento7 pagineUnit 4 Lesson 4mahmoud yarahmadiNessuna valutazione finora
- Tesys Contactors DDocumento6 pagineTesys Contactors DJabir QuadriNessuna valutazione finora
- Side Push Half-Mount Type With 1.6mm Height (Surface Mount Type)Documento3 pagineSide Push Half-Mount Type With 1.6mm Height (Surface Mount Type)shyhuNessuna valutazione finora
- Low-Profile, 1.2mm Height, Long Travel TypeDocumento3 pagineLow-Profile, 1.2mm Height, Long Travel TypeshyhuNessuna valutazione finora
- 45mm Size Ring Type: Large Ring, Heavy Torque Device Perfect For Large Ring Knob DesignDocumento3 pagine45mm Size Ring Type: Large Ring, Heavy Torque Device Perfect For Large Ring Knob DesignshyhuNessuna valutazione finora
- HIC Failure Investigation ReportDocumento25 pagineHIC Failure Investigation Reportravindra_jivaniNessuna valutazione finora
- Side Push Surface Mount Type With 1.55mm Height SKTD SeriesDocumento3 pagineSide Push Surface Mount Type With 1.55mm Height SKTD SeriesshyhuNessuna valutazione finora
- Tests According To IEC-En Standards (WAGO)Documento11 pagineTests According To IEC-En Standards (WAGO)va3ttnNessuna valutazione finora
- API 510 CB Mockup 3 R0 26112010Documento18 pagineAPI 510 CB Mockup 3 R0 26112010essnelsonNessuna valutazione finora
- Unit 4: Micro Machining and Nano Fabrication TechniquesDocumento21 pagineUnit 4: Micro Machining and Nano Fabrication TechniquesSachin SBNessuna valutazione finora
- Tube HydraulicsDocumento8 pagineTube HydraulicsrijalharunNessuna valutazione finora
- Sample MSD PaperDocumento2 pagineSample MSD PaperKylo Ren0% (1)
- Quiet Type With 0.9mm Stroke (Surface Mount Type)Documento3 pagineQuiet Type With 0.9mm Stroke (Surface Mount Type)shyhuNessuna valutazione finora
- Wis 5 Eoca AnswersDocumento34 pagineWis 5 Eoca AnswersAli ClubistNessuna valutazione finora
- DR xc035Documento68 pagineDR xc035Александр БалашовNessuna valutazione finora
- Effect of Different Metalurgical Phases On The Welding Residual Stresses of Base MetalDocumento71 pagineEffect of Different Metalurgical Phases On The Welding Residual Stresses of Base Metalsalmanzafar_37304938Nessuna valutazione finora
- Duplex Beaune 2010Documento10 pagineDuplex Beaune 2010aliNessuna valutazione finora
- Chip Evacuation of PCB Micro-Drilling and High-Speed PhotographyDocumento7 pagineChip Evacuation of PCB Micro-Drilling and High-Speed PhotographyChethan GowdaNessuna valutazione finora
- Specification: Specification of Electrical Double Layer CapacitorDocumento16 pagineSpecification: Specification of Electrical Double Layer CapacitorselocaNessuna valutazione finora
- Design Guidelines for Surface Mount TechnologyDa EverandDesign Guidelines for Surface Mount TechnologyValutazione: 5 su 5 stelle5/5 (1)
- Dynamic Damage and FragmentationDa EverandDynamic Damage and FragmentationDavid Edward LambertNessuna valutazione finora
- Fundamental Aspects of Dislocation Interactions: Low-Energy Dislocation Structures IIIDa EverandFundamental Aspects of Dislocation Interactions: Low-Energy Dislocation Structures IIIG. KostorzNessuna valutazione finora
- (Appendix 1) Solids: Oelze ECE/TAM 373 Notes - Chapter 5 PG 27Documento8 pagine(Appendix 1) Solids: Oelze ECE/TAM 373 Notes - Chapter 5 PG 27AlinaBogoiNessuna valutazione finora
- A) B) B - Cos A) B, When A 90°: Material Charpy V Impact StrengthDocumento3 pagineA) B) B - Cos A) B, When A 90°: Material Charpy V Impact StrengthsonuNessuna valutazione finora
- How To Implement Elastoplasticity in A Model Using External Materials - COMSOL BlogDocumento17 pagineHow To Implement Elastoplasticity in A Model Using External Materials - COMSOL BlogSebastiao SilvaNessuna valutazione finora
- Dental Polymers: Typical Applications of Polymers in DentistryDocumento9 pagineDental Polymers: Typical Applications of Polymers in DentistryEuro UndisaNessuna valutazione finora
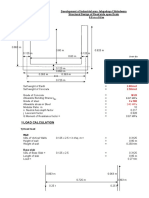
- RCC Drain DesignDocumento11 pagineRCC Drain DesignShashank Yadav100% (3)
- Buried Pipe AnalysisDocumento6 pagineBuried Pipe AnalysisAnonymous Jq5ttTCNessuna valutazione finora
- LRFD Axially Loaded Compression MembersDocumento4 pagineLRFD Axially Loaded Compression Membersالكشكولي رضوانNessuna valutazione finora
- DSC Beginners GuideDocumento9 pagineDSC Beginners GuidelumineurNessuna valutazione finora
- 2 Sheet Metal StructuresDocumento98 pagine2 Sheet Metal StructuresSteph AicoNessuna valutazione finora
- Theories of Failure 2Documento23 pagineTheories of Failure 2Nagendra Manral100% (1)
- Exam 1 Formula Sheet RevDocumento1 paginaExam 1 Formula Sheet RevMadi SilalahiNessuna valutazione finora
- 6005-T6 Aluminum Vs 6061-T6 AluminumDocumento4 pagine6005-T6 Aluminum Vs 6061-T6 AluminumKhamda Aja Dulu100% (1)
- Cornu Method XXDocumento7 pagineCornu Method XXArunnarenNessuna valutazione finora
- Bernt - EC3 1 5Documento44 pagineBernt - EC3 1 5Rosario BlancaNessuna valutazione finora
- Chapter 6 Thermodynamic Properties of FluidsDocumento31 pagineChapter 6 Thermodynamic Properties of FluidsMuhammad Fawwaz100% (1)
- Tutorial YuJ Magnetism PDFDocumento110 pagineTutorial YuJ Magnetism PDFAhmad AwadallahNessuna valutazione finora
- Stress Based Topology Optimization of 30 Ton C Hook Using FEM.Documento48 pagineStress Based Topology Optimization of 30 Ton C Hook Using FEM.Aravind J100% (1)
- EPFM - Elasto Plastic Fracture MechanicsDocumento11 pagineEPFM - Elasto Plastic Fracture MechanicsSaima naazNessuna valutazione finora
- ATM-025/ATM-100 Asphalt Mix Performance Tester: Compliance and Strength Where 100 KN Capacity Is SpecifiedDocumento4 pagineATM-025/ATM-100 Asphalt Mix Performance Tester: Compliance and Strength Where 100 KN Capacity Is SpecifiedJorge SandokanNessuna valutazione finora
- Pearson Chemistry Chapter 8 Flashcards - QuizletDocumento4 paginePearson Chemistry Chapter 8 Flashcards - Quizletأستغفرالله واتوب اليهNessuna valutazione finora
- Chapter 2 Beams Curved in Plan FinalDocumento12 pagineChapter 2 Beams Curved in Plan Finalyosef gemessa100% (1)
- 20 Zienkiewicz, O. C., Watson, M., and King, I. P., A Numerical Method of Visco-Elastic PDFDocumento21 pagine20 Zienkiewicz, O. C., Watson, M., and King, I. P., A Numerical Method of Visco-Elastic PDFTariq MahmoodNessuna valutazione finora
- CSI Analysis Reference ManualDocumento1 paginaCSI Analysis Reference Manualisaacw_39Nessuna valutazione finora
- Effect of Thermomechanical Treatment On The Intergranular Corrosion of Al-Mg-Si-Type Alloy BarsDocumento8 pagineEffect of Thermomechanical Treatment On The Intergranular Corrosion of Al-Mg-Si-Type Alloy BarsbharatNessuna valutazione finora
- RCC21 Subframe AnalysisDocumento10 pagineRCC21 Subframe AnalysisAmit Kumar PaulNessuna valutazione finora
- Deflection LabDocumento9 pagineDeflection LabFarid NajandNessuna valutazione finora
- Abaqus 6.12: Abaqus Keywords Reference ManualDocumento1.545 pagineAbaqus 6.12: Abaqus Keywords Reference ManualIojanan Ben AvrahamNessuna valutazione finora
- Class Lectures 5 - Beam-Column MembersDocumento10 pagineClass Lectures 5 - Beam-Column MembersvrsafeNessuna valutazione finora
- Using The Microstructure and Mechanical Behavior of Steel Materials To Develop A New Fire Investigation TechnologyDocumento7 pagineUsing The Microstructure and Mechanical Behavior of Steel Materials To Develop A New Fire Investigation TechnologyFlávio LasmarNessuna valutazione finora
- Section Properties: Design of Padeye As Per Aisc 360-2005Documento6 pagineSection Properties: Design of Padeye As Per Aisc 360-2005Enrique BarajasNessuna valutazione finora