Potrebbero piacerti anche
- Tratamentos térmicos e superficiais dos açosDa EverandTratamentos térmicos e superficiais dos açosValutazione: 4.5 su 5 stelle4.5/5 (3)
- Cabala Anjos e GnoseDocumento578 pagineCabala Anjos e Gnosesibilium100% (3)
- Soldagem Eletrodo RevestidoDocumento85 pagineSoldagem Eletrodo RevestidoShueidy Braga50% (2)
- Manutenção de Equips. Industriais Rev 1Documento132 pagineManutenção de Equips. Industriais Rev 1Rogério Cerqueira LimaNessuna valutazione finora
- Tecnologia Da Soldagem 2012 - Prof. Amilton CordeiroDocumento88 pagineTecnologia Da Soldagem 2012 - Prof. Amilton Cordeiroalanrogermoreno100% (1)
- Processos de soldagem por fusãoDocumento223 pagineProcessos de soldagem por fusãoTalwaniNessuna valutazione finora
- Processos de Soldagem ManualDocumento41 pagineProcessos de Soldagem ManualLuis Omena100% (1)
- Metalurgia Da SoldagemDocumento119 pagineMetalurgia Da SoldagemErivaldo ConstantNessuna valutazione finora
- Princípios dos processos de fabricação utilizando metais e polímerosDa EverandPrincípios dos processos de fabricação utilizando metais e polímerosNessuna valutazione finora
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasDa EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNessuna valutazione finora
- TS - Aula 02 Eletrodo Revestido Senai 2020 PDFDocumento42 pagineTS - Aula 02 Eletrodo Revestido Senai 2020 PDFMatheus StrombeckNessuna valutazione finora
- GMAW - Soldagem MIG/MAG emDocumento33 pagineGMAW - Soldagem MIG/MAG emHudson XavierNessuna valutazione finora
- Consumíveis de SoldagemDocumento51 pagineConsumíveis de SoldagemRafael Souza100% (1)
- Solda Eletrica Eletrodo RevestidoDocumento14 pagineSolda Eletrica Eletrodo RevestidorumpontomoraisNessuna valutazione finora
- Soldagem com eletrodo revestidoDocumento38 pagineSoldagem com eletrodo revestidoRayana VieiraNessuna valutazione finora
- Tratamentos endurecimento superficialDocumento32 pagineTratamentos endurecimento superficialCarolai FabrisNessuna valutazione finora
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoDa EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoNessuna valutazione finora
- SOLDAGEM - Processo Eletrodo Revestido1Documento34 pagineSOLDAGEM - Processo Eletrodo Revestido1Roberta Silva OliveiraNessuna valutazione finora
- Soldagem de Aços InoxidáveisDocumento80 pagineSoldagem de Aços InoxidáveisWeniton OliveiraNessuna valutazione finora
- Orixás e Os CristaisDocumento2 pagineOrixás e Os CristaisPriscila De Iemanjá100% (4)
- Soldagem Eletrodo RevestidoDocumento66 pagineSoldagem Eletrodo Revestidowellington848100% (6)
- Soldagem: Processos e SegurançaDocumento92 pagineSoldagem: Processos e Segurançafiesta new100% (1)
- Programação Em Assembly Para O Microcontrolador Pic12f Volume IDa EverandProgramação Em Assembly Para O Microcontrolador Pic12f Volume IValutazione: 5 su 5 stelle5/5 (1)
- SENAI - Eletrodo Revestido NIVEL 1Documento89 pagineSENAI - Eletrodo Revestido NIVEL 1Rafinha Melo100% (1)
- Ensaio de Dureza DurDocumento58 pagineEnsaio de Dureza DurAntonio Melgaço da SilvaNessuna valutazione finora
- Usinabilidade dos materiaisDocumento78 pagineUsinabilidade dos materiaisFabianoKovalechenNessuna valutazione finora
- M1 D2 T12 Terminologia de DescontinuidadesDocumento20 pagineM1 D2 T12 Terminologia de DescontinuidadesGiuseppe SilvaNessuna valutazione finora
- Processos de soldagem - Lista de exercíciosDocumento8 pagineProcessos de soldagem - Lista de exercíciosVicente RamosNessuna valutazione finora
- Lista 01 - Soldagem - ResolDocumento10 pagineLista 01 - Soldagem - ResolMatheusSouzaNessuna valutazione finora
- Tratamentos Térmicos Dos AçosDocumento151 pagineTratamentos Térmicos Dos AçosRafaela BatistaNessuna valutazione finora
- Soldagem MIG (Slides)Documento28 pagineSoldagem MIG (Slides)César Augusto100% (1)
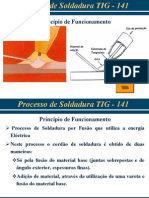
- Soldadura TIG: Princípios e ParâmetrosDocumento31 pagineSoldadura TIG: Princípios e ParâmetrosJohhSmithNessuna valutazione finora
- Soldagem a arco elétrico com eletrodo revestidoDocumento37 pagineSoldagem a arco elétrico com eletrodo revestidoClaudio RibasNessuna valutazione finora
- Senai - 6 Processo MIG MAGDocumento22 pagineSenai - 6 Processo MIG MAGAnonymous XQuDOLNessuna valutazione finora
- Lista de Exercício para SoldagemDocumento16 pagineLista de Exercício para SoldagemFlávio Spindola100% (2)
- Noções Básicas de Soldagem e CorteDocumento119 pagineNoções Básicas de Soldagem e Cortec_guzanskyrochaNessuna valutazione finora
- Soldagem - Aula 1Documento60 pagineSoldagem - Aula 1Lucas Issamu Nakasone Paulo100% (1)
- Introdução aos processos de fabricação de metaisDocumento281 pagineIntrodução aos processos de fabricação de metaisPaulo Henrique RibeiroNessuna valutazione finora
- Tecnologia Da SoldagemDocumento54 pagineTecnologia Da SoldagemBruno MoraesNessuna valutazione finora
- SPDA Moradas GarapuvuDocumento8 pagineSPDA Moradas GarapuvuRicardo StepanskiNessuna valutazione finora
- Soldagem A Arco Elétrico Com Eletrodo RevestidoDocumento36 pagineSoldagem A Arco Elétrico Com Eletrodo RevestidoVisconde JoséNessuna valutazione finora
- LAMINAÇÃODocumento32 pagineLAMINAÇÃOMonize GarciaNessuna valutazione finora
- DX-10Plus manual de serviçosDocumento39 pagineDX-10Plus manual de serviçosRoger Silva100% (4)
- Soldagem Eletrodo RevestidoDocumento7 pagineSoldagem Eletrodo RevestidoMatheus Leite PéresNessuna valutazione finora
- Parâmetros Sugeridos para Solda TIGDocumento3 pagineParâmetros Sugeridos para Solda TIGPaulinoNessuna valutazione finora
- 13 - Soldagem PDFDocumento127 pagine13 - Soldagem PDFwlton Vga100% (1)
- Serviços e componentes das bombas HELIXDocumento54 pagineServiços e componentes das bombas HELIXAdriele ZanoneNessuna valutazione finora
- Mar e Ambientes CosteirosDocumento324 pagineMar e Ambientes CosteirosPauloNessuna valutazione finora
- Lista CEME2 para P1Documento6 pagineLista CEME2 para P1Arthur Carvalho100% (2)
- Aula 1 - Soldagem Eletrodo Revestido - Aula ApresentaçãoDocumento25 pagineAula 1 - Soldagem Eletrodo Revestido - Aula ApresentaçãoJuliano Sampaio100% (1)
- Noções de SoldagemDocumento67 pagineNoções de SoldagemAugusto PereiraNessuna valutazione finora
- Instrumentista Reparador - Noções de MetrologiaDocumento73 pagineInstrumentista Reparador - Noções de MetrologiajanchietaNessuna valutazione finora
- Soldagem com eletrodo revestidoDocumento12 pagineSoldagem com eletrodo revestidopaulo100% (1)
- Microestrutura em Soldagem PDFDocumento38 pagineMicroestrutura em Soldagem PDFAna Maria PerezNessuna valutazione finora
- Plano de ensino de Ciências para 5o anoDocumento2 paginePlano de ensino de Ciências para 5o anoFabiana FariaNessuna valutazione finora
- Aula Soldagem Processo de Fabricação - FinalDocumento37 pagineAula Soldagem Processo de Fabricação - FinalBruno GuedesNessuna valutazione finora
- Soldagem: processos, tipos de eletrodos e aplicaçõesDocumento9 pagineSoldagem: processos, tipos de eletrodos e aplicaçõesRenato MantaNessuna valutazione finora
- Usinagem Não Convencional 1Documento40 pagineUsinagem Não Convencional 1marcioulguim0% (1)
- Soldagem - Tecnologia de Solda - Processo TIG e Eletrodo RevestidoDocumento49 pagineSoldagem - Tecnologia de Solda - Processo TIG e Eletrodo RevestidoRoberto Carlos Teixeira100% (1)
- Aula 3 Soldagem UniritterDocumento26 pagineAula 3 Soldagem UniritterBrick FacilNessuna valutazione finora
- 5 Soldagemcom Eletrodo Revestido 101008Documento27 pagine5 Soldagemcom Eletrodo Revestido 101008Lucas RaithsNessuna valutazione finora
- Processo de Fabricação Com Soldagem - Arco El+®tricoDocumento47 pagineProcesso de Fabricação Com Soldagem - Arco El+®tricoedujfrNessuna valutazione finora
- Processos de SoldagemDocumento55 pagineProcessos de SoldagemRodrigo Ribeiro de AzevedoNessuna valutazione finora
- Proteção contra descargas atmosféricasDocumento20 pagineProteção contra descargas atmosféricasJosé Carlos MartinsNessuna valutazione finora
- 063.911 - 2018 - SP - Regulamento de Segurança Contra Incêndio Das Edificações e Áreas de Risco No Estado de São PauloDocumento28 pagine063.911 - 2018 - SP - Regulamento de Segurança Contra Incêndio Das Edificações e Áreas de Risco No Estado de São PauloMauricio Rodrigues FernandesNessuna valutazione finora
- PR.0247 Eletricista Regras SegurancaDocumento48 paginePR.0247 Eletricista Regras Segurancasesmt.pgfNessuna valutazione finora
- NTD - 02.07-CEB-Redes Secundárias Isoladas - RSIDocumento52 pagineNTD - 02.07-CEB-Redes Secundárias Isoladas - RSIYuri Da Gama SantosNessuna valutazione finora
- GasesDocumento21 pagineGasesjoao paulo alcantaraNessuna valutazione finora
- VAlter Lucio ApresentacaoDocumento28 pagineVAlter Lucio ApresentacaoMarceloAbiNessuna valutazione finora
- Diagnóstico do setor agropecuário de Minas GeraisDocumento620 pagineDiagnóstico do setor agropecuário de Minas GeraisViniciusNessuna valutazione finora
- Fluxograma de Produção de Açucar e Alcool PDFDocumento1 paginaFluxograma de Produção de Açucar e Alcool PDFThiagoNessuna valutazione finora
- Agulhas náuticas; conversão de rumos e marcaçõesDocumento38 pagineAgulhas náuticas; conversão de rumos e marcaçõesleonardo.mohamedNessuna valutazione finora
- Fermentação Alcoolica Na Produção de PãoDocumento7 pagineFermentação Alcoolica Na Produção de PãoAnthony KentNessuna valutazione finora
- Instalação de padrão de energia em muroDocumento14 pagineInstalação de padrão de energia em muroDeborah FariasNessuna valutazione finora
- Bomba de combustívelDocumento4 pagineBomba de combustívelmarcelolimaspaNessuna valutazione finora
- Fispq - Cera Auto Brilho Polylar 3Documento6 pagineFispq - Cera Auto Brilho Polylar 3Mariana GomesNessuna valutazione finora
- Propagação do Calor - Processos e AplicaçõesDocumento3 paginePropagação do Calor - Processos e AplicaçõesMarcilio NarcisoNessuna valutazione finora
- Cálculos de Projeto de Trocadores de Calor pelo Método ε-NUTDocumento23 pagineCálculos de Projeto de Trocadores de Calor pelo Método ε-NUTVitor RibonNessuna valutazione finora
- Máquinas de Fluxo - Aula 1 - Introdução À Máquinas de FluxoDocumento27 pagineMáquinas de Fluxo - Aula 1 - Introdução À Máquinas de Fluxoisabelle_barreto_1Nessuna valutazione finora
- Rele de Tempo 7PUDocumento1 paginaRele de Tempo 7PUfelipeintegraNessuna valutazione finora
- MORAESDocumento3 pagineMORAESnantesNessuna valutazione finora
- Aula 04 - Escoamento Uniforme em TubulaçõesDocumento21 pagineAula 04 - Escoamento Uniforme em TubulaçõesVitor BoffNessuna valutazione finora
- Análise de projetos de investimentoDocumento5 pagineAnálise de projetos de investimentoNikolas BorgesNessuna valutazione finora