Potrebbero piacerti anche
- Weld Like a Pro: Beginning to Advanced TechniquesDa EverandWeld Like a Pro: Beginning to Advanced TechniquesValutazione: 4.5 su 5 stelle4.5/5 (6)
- Asphalt Specs ADMDocumento19 pagineAsphalt Specs ADMAbdul GhaniNessuna valutazione finora
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsDa EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNessuna valutazione finora
- Materials Data for Cyclic Loading: Low-Alloy SteelsDa EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsValutazione: 5 su 5 stelle5/5 (2)
- EN6114Documento14 pagineEN6114akayirNessuna valutazione finora
- 1 Cutting Tools KDocumento358 pagine1 Cutting Tools Kchitzulanu100% (1)
- Alloy TrademarksDocumento4 pagineAlloy TrademarksClaudia Mms100% (1)
- Construction Cost Estimation SheetDocumento200 pagineConstruction Cost Estimation SheetPUMANessuna valutazione finora
- Technical Information on Speed Charts and Insert MaterialsDocumento32 pagineTechnical Information on Speed Charts and Insert MaterialssathishelakkiyaNessuna valutazione finora
- SKF Hybrid BearingsDocumento4 pagineSKF Hybrid BearingsLLNessuna valutazione finora
- Steel (TSL) Specification Chemical-Physical270109Documento55 pagineSteel (TSL) Specification Chemical-Physical270109dyutimanhazra88% (8)
- KOBELCO-Copper-Alloy Tubes For Heat ExchangersDocumento20 pagineKOBELCO-Copper-Alloy Tubes For Heat Exchangerssumant.c.singh1694Nessuna valutazione finora
- Is 1852Documento26 pagineIs 1852Munish Vashistha67% (3)
- Especificacion API 5lDocumento44 pagineEspecificacion API 5ljpcc1986100% (1)
- Spare Parts List of Stacker SL. NODocumento22 pagineSpare Parts List of Stacker SL. NOanil100% (1)
- Columbus Stainless Pocket GuideDocumento29 pagineColumbus Stainless Pocket Guidebruteforce2000Nessuna valutazione finora
- The Feasibility of Eliminating Flood Problems in The Philippines Through Pervious ConcreteDocumento24 pagineThe Feasibility of Eliminating Flood Problems in The Philippines Through Pervious ConcreteClarisse DuenasNessuna valutazione finora
- Material Reference ListDocumento7 pagineMaterial Reference ListionijhonnieNessuna valutazione finora
- EN10025 - Steel Grades SpecificationsDocumento6 pagineEN10025 - Steel Grades SpecificationsFYNessuna valutazione finora
- MATERIAL GRADE COMPARISON TABLE For Web PDFDocumento9 pagineMATERIAL GRADE COMPARISON TABLE For Web PDFsucihaNessuna valutazione finora
- AMRI ISORIA 16 Type Series Booklet DataDocumento20 pagineAMRI ISORIA 16 Type Series Booklet Datarudiskw456Nessuna valutazione finora
- Astm A490 PDFDocumento7 pagineAstm A490 PDFmanbkkNessuna valutazione finora
- Nikken Slim ChuckDocumento16 pagineNikken Slim ChuckJohn SavioNessuna valutazione finora
- Table of MaterialDocumento24 pagineTable of MaterialsreckoNessuna valutazione finora
- Sds Eng PDFDocumento8 pagineSds Eng PDFdaviko313Nessuna valutazione finora
- 5 Globe Valves-DINDocumento20 pagine5 Globe Valves-DINkemo10Nessuna valutazione finora
- NO Power Ampere Power Line (MM) KW HPDocumento7 pagineNO Power Ampere Power Line (MM) KW HPMarto CelorNessuna valutazione finora
- NO Power Ampere Power Line (MM) KW HPDocumento7 pagineNO Power Ampere Power Line (MM) KW HPMarto CelorNessuna valutazione finora
- 5V6 DiodeDocumento5 pagine5V6 DiodeAchmad Rifdatul HisanNessuna valutazione finora
- POSCO Korea - Galvanized SheetDocumento27 paginePOSCO Korea - Galvanized SheetFrancis BoeyNessuna valutazione finora
- Copper Casting Alloys - Foundry TechnologyDocumento16 pagineCopper Casting Alloys - Foundry TechnologyOnilio Firmino de MedeirosNessuna valutazione finora
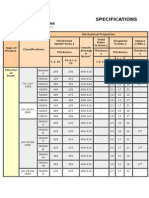
- SPECIFICATIONSDocumento9 pagineSPECIFICATIONSRicardo VelozNessuna valutazione finora
- SPECIFICATIONS FOR STRUCTURAL STEEL AND SHEET PILEDocumento9 pagineSPECIFICATIONS FOR STRUCTURAL STEEL AND SHEET PILEAbdul Syukur ZNessuna valutazione finora
- 6 Conical Spring WashersDocumento4 pagine6 Conical Spring Washersbcsf01Nessuna valutazione finora
- Royal Catalog MedDocumento32 pagineRoyal Catalog MedGerardo Miranda IIINessuna valutazione finora
- Cross Reference of STANDARDS For Equivalent Grades of Steel: 1. Bearing Quality Steel: BS DIN IS EN Sae/AisiDocumento4 pagineCross Reference of STANDARDS For Equivalent Grades of Steel: 1. Bearing Quality Steel: BS DIN IS EN Sae/AisiManjunath MNessuna valutazione finora
- W.-Nr. DIN UNI Afnor B.S. UNE Aisi/Sae/Astm JIS SS Gost EN: Italy France England Spain U.S.A. Japan Sweden RussiaDocumento1 paginaW.-Nr. DIN UNI Afnor B.S. UNE Aisi/Sae/Astm JIS SS Gost EN: Italy France England Spain U.S.A. Japan Sweden RussiaDouglas CortezziNessuna valutazione finora
- 10 Ns 00 MokjiDocumento20 pagine10 Ns 00 MokjiCarlos PadillaNessuna valutazione finora
- Flexible Expansion Joint Design & ManufactureDocumento40 pagineFlexible Expansion Joint Design & ManufactureVignesh NadimuthuNessuna valutazione finora
- 650 SchematicDocumento4 pagine650 Schematicab5951Nessuna valutazione finora
- Jis G4053-2008Documento14 pagineJis G4053-2008황현석Nessuna valutazione finora
- Breviar Structura CortDocumento30 pagineBreviar Structura CortStefanNessuna valutazione finora
- Ingersoll CAT-009 HoleM TechDocumento30 pagineIngersoll CAT-009 HoleM TechLLNessuna valutazione finora
- GGG40 50 60Documento10 pagineGGG40 50 60fklicekNessuna valutazione finora
- CW Hydro Pump PDFDocumento56 pagineCW Hydro Pump PDFashim_scribdNessuna valutazione finora
- Indexable: Center DrillDocumento6 pagineIndexable: Center DrillskidamdnevnoNessuna valutazione finora
- 10072023.list Material Mobil MO.02 (AA 8294 QB)Documento23 pagine10072023.list Material Mobil MO.02 (AA 8294 QB)Ardian Wahyu RNessuna valutazione finora
- ARTY - Aubert Et Duval - Produits - Longs - GB PDFDocumento6 pagineARTY - Aubert Et Duval - Produits - Longs - GB PDFScott_B4UNessuna valutazione finora
- Alloys (TM)Documento4 pagineAlloys (TM)linguy007Nessuna valutazione finora
- Ductile Iron Pipes FittingsDocumento44 pagineDuctile Iron Pipes FittingsSaifur RahmanNessuna valutazione finora
- CR StandardsDocumento6 pagineCR Standardsalpha_beta48Nessuna valutazione finora
- CAT Pump BRO RevOsmosisDocumento4 pagineCAT Pump BRO RevOsmosisHerik AziziNessuna valutazione finora
- Peeled Round Steel BarsDocumento9 paginePeeled Round Steel BarsaxgasaNessuna valutazione finora
- 03171344yzet PDFDocumento30 pagine03171344yzet PDFRobin LeeNessuna valutazione finora
- AC510U AC520U BrochureDocumento6 pagineAC510U AC520U BrochureUrip S. SetyadjiNessuna valutazione finora
- Amg RTJ Data PDFDocumento8 pagineAmg RTJ Data PDFsiswoutNessuna valutazione finora
- Brochure - SGE Shimadzu GC Quick-Pick GuideDocumento2 pagineBrochure - SGE Shimadzu GC Quick-Pick GuideSiva NagireddyNessuna valutazione finora
- Flowmeter SelectionDocumento4 pagineFlowmeter SelectionsrshahNessuna valutazione finora
- Transmittal (Welding Tracing)Documento14 pagineTransmittal (Welding Tracing)Yurizal FirmansyahNessuna valutazione finora
- ATX Forward 1 PC PowerDocumento36 pagineATX Forward 1 PC PowerAntonio Jose Rodriguez AlvaradoNessuna valutazione finora
- Classif AçosDocumento7 pagineClassif AçoslavascudoNessuna valutazione finora
- NPA205 Black Rush TaeguTecDocumento6 pagineNPA205 Black Rush TaeguTecpchakkrapaniNessuna valutazione finora
- Untitled 1 PDFDocumento35 pagineUntitled 1 PDFRAVI KANT BARANWALNessuna valutazione finora
- Tech BS 4449 2005Documento10 pagineTech BS 4449 2005Syed RizwanNessuna valutazione finora
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryDa EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNessuna valutazione finora
- JIS G3445 STKM 11A Steel TubesDocumento11 pagineJIS G3445 STKM 11A Steel TubesshantyNessuna valutazione finora
- Antenna FundamentalsDocumento16 pagineAntenna FundamentalsMarco Aurelio PereiraNessuna valutazione finora
- SP-P-003 - Rev 1 - Specification For Steam JacketingDocumento19 pagineSP-P-003 - Rev 1 - Specification For Steam Jacketingvishal bhamreNessuna valutazione finora
- Olex Product Handbook 2007Documento108 pagineOlex Product Handbook 2007Roger GroppiNessuna valutazione finora
- FastnersDocumento18 pagineFastnersraghbirNessuna valutazione finora
- 4140 30-36HRc Chromium-Molybdenum Through Hardening Steel - Hillfoot Multi Metals PDFDocumento1 pagina4140 30-36HRc Chromium-Molybdenum Through Hardening Steel - Hillfoot Multi Metals PDFHeri Fadli SinagaNessuna valutazione finora
- Gb 8923-1988 涂装前钢材表面锈蚀等级和除锈等级Documento15 pagineGb 8923-1988 涂装前钢材表面锈蚀等级和除锈等级Dilnesa EjiguNessuna valutazione finora
- Family Bunglow Construction ScheduleDocumento6 pagineFamily Bunglow Construction ScheduleRaj GuptaNessuna valutazione finora
- UK600 Brochure - EnglishDocumento64 pagineUK600 Brochure - EnglishIorgoni LiviuNessuna valutazione finora
- 2964 Draculan KarlvaughnDocumento8 pagine2964 Draculan KarlvaughnRufo Daskeo Jr.Nessuna valutazione finora
- Product Data Sheet DRE80 EPDM Rubber SheetDocumento1 paginaProduct Data Sheet DRE80 EPDM Rubber Sheetvivashwanth paiNessuna valutazione finora
- Setting Time of ConcreteDocumento1 paginaSetting Time of ConcretemiyaeunchaeNessuna valutazione finora
- Steel Grades ExplainedDocumento5 pagineSteel Grades ExplainedrakeshNessuna valutazione finora
- Repair RCC Columns Beams SlabsDocumento4 pagineRepair RCC Columns Beams SlabsNirmal KishorNessuna valutazione finora
- SIKA Dry MortaDocumento12 pagineSIKA Dry MortaPhạm ViệtNessuna valutazione finora
- Drilling Speeds and FeedsDocumento1 paginaDrilling Speeds and FeedsLe Hoang HiepNessuna valutazione finora
- Bills of Quantities For 2 Bedroom HouseDocumento54 pagineBills of Quantities For 2 Bedroom HousePerry LendorNessuna valutazione finora
- Pipe Fittings CatalogueDocumento0 paginePipe Fittings CatalogueDara AmeliaNessuna valutazione finora
- 24186SAE 4340 180mm 2017Documento1 pagina24186SAE 4340 180mm 2017jorge arturoNessuna valutazione finora
- Mech Forged Fitting and Wrought Fitting PWHT Scope InspectionDocumento6 pagineMech Forged Fitting and Wrought Fitting PWHT Scope InspectionSUNIL PandeyNessuna valutazione finora
- Cege0009 - PP2 10-12-2020Documento3 pagineCege0009 - PP2 10-12-2020eyu HungryfishNessuna valutazione finora
- Cwi Bok 082009Documento1 paginaCwi Bok 082009ArmandoZacariasAcostaNessuna valutazione finora
- Codewest Api-570 Prep Course Final Exam # 1Documento30 pagineCodewest Api-570 Prep Course Final Exam # 1Erick Olavarria100% (2)
- Eucalyptus CLTDocumento13 pagineEucalyptus CLTmiguelcambiumNessuna valutazione finora
- 5.21 Tolerance of Joint Dimensions: Clause 5. Fabrication AWS D1.1/D1.1M:2015Documento1 pagina5.21 Tolerance of Joint Dimensions: Clause 5. Fabrication AWS D1.1/D1.1M:2015Rohit KambleNessuna valutazione finora