Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Estudo de Tempos Paradas Tec e Org
Caricato da
leochemikCopyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Estudo de Tempos Paradas Tec e Org
Caricato da
leochemikCopyright:
Formati disponibili
XXIII Encontro Nac. de Eng.
de Produo - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003
Uma abordagem para o estudo de tempos considerando paradas tcnicas e organizacionais: um estudo de caso
Mariza Terezinha Rosolen Lopes (UFSCar) mariza@simucad.dep.ufscar.br Joo Alberto Camarotto (UFSCar) camaroto@power.ufscar.br Miguel Antonio Bueno da Costa (UFSCar) mbcosta@power.ufscar.br Nilton Luiz Menegon (UFSCar) menegon@power.ufscar.br Tiago Sanches Kernbincler (UFSCar) tiago@simucad.dep.ufscar.br
Resumo Existem dois tipos de paradas da produo: a parada tcnica e a parada organizacional. Elas dependem da estrutura da empresa e da tecnologia adotada. O objetivo deste artigo apresentar o modelo de anlise de tempos de produo que foi aplicado no estudo de caso de uma clula de manufatura de uma indstria do setor aeroespacial. Para a modelagem do trabalho, foi realizado um estudo da representao do trabalho formal e de uma amostra do trabalho real, como base para o entendimento das variveis organizacionais presentes no cotidiano da clula e que interferem direta ou indiretamente na capacidade de produo. So apresentados tambm alguns procedimentos utilizados na coleta e anlise dos tempos das operaes da clula. O trabalho busca mostrar, atravs de uma situao real, como o rendimento de fbrica influenciado pelas paradas tcnicas e organizacionais. Palavras chaves: estudo de tempos, paradas tcnica e organizacional, clula de manufatura.
1. Introduo Este estudo parte da demanda apresentada por uma empresa do setor aeroespacial interessada em conhecer a capacidade instalada da sua unidade. Para compreender o problema terico e conceitual, na determinao da capacidade instalada, considera-se inicialmente a equao adaptada de Olivrio (1985): C =(N * ) / (TPop + TPpr) onde: C representa a Capacidade Instalada; (Tpop + TPpr) o somatrio dos tempos de processamento e dos tempos de preparao para o mix de produtos considerados; N o nmero de homens/equipamentos disponveis; e o rendimento de fbrica. Se por hiptese considerar-se a existncia de um nico produto, a capacidade instalada (C) definida pela relao D/J, onde J representa a jornada de trabalho e D a demanda pelo item. A relao (D/J) representa o inverso do Tempo de Ciclo como conceituado por Monden (1987) ou Takt Time como apresentado por Antunes (1994). Neste caso, estabelecer a capacidade instalada significa estabelecer qual ser a demanda possvel de ser atendida para uma dada jornada de trabalho, o que depende do comportamento dos outros termos da equao, ou seja, dos tempos de operao e de preparao, bem como do rendimento de fbrica. Para estabelecer o comportamento de tais termos ser considerada a abordagem de Khrmann & Wiendahl (1999), conforme esboado na Figura 1.
ENEGEP 2003
ABEPRO
XXIII Encontro Nac. de Eng. de Produo - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003
Perodo de Observao Perodo disponvel Perodo de operao Perodo de operao Livre de interrupes
Perodo de parada tcnica - carga e descarga de pea - defeito de ciclo (ajustes) - inspees e limpezas
Perodo de parada da organizao. Exemplo: - interrupes - set-up - manuteno - espera de material - intervalos
Turno em que o sistema est inativo ou desligado
Figura 1 - Modelo de anlise da clula, adaptado de Khrmann & Wiendahl, 1999
Como apresentado na Figura 1, o perodo de observao corresponde ao tempo total entre duas jornadas de trabalho. O perodo disponvel aquele em que o sistema est ativo, efetivamente acionado dentro do perodo de observao, que corresponde ao somatrio dos turnos de trabalho. Enquanto o sistema est ativo, paradas organizacionais e paradas tcnicas ocorrem. O tempo disponvel menos as paradas organizacionais constituem o perodo de operao. Desta forma o perodo de operao corresponde ao perodo de tempo em que o sistema est dedicado realizao das operaes de trabalho, ou seja, aquele perodo compreendido entre o incio de ocupao do sistema para a realizao do processamento at o trmino do ciclo de operaes sobre a pea ou lote de peas. Desse tempo de operao so retirados os tempos de carga e descarga, defeitos de ciclo, inspees, que constituem os perodos de parada tcnica. O tempo de operao menos os tempos de parada tcnica constitui o tempo em que o sistema est efetivamente realizando a transformao nos materiais, livre de interrupes. Considerando o modelo apresentado, pode-se estabelecer os trs termos da equao que iro definir a capacidade instalada da unidade. Dado um perodo de observao, o TPop dado pela relao entre o perodo de operao livre de interrupes e o nmero de unidades produzidas no perodo. O TPpr dado pela relao entre o perodo de parada tcnica e o nmero de unidades produzidas no perodo e o rendimento de fbrica (), pela relao entre o perodo de operao e o perodo disponvel. importante notar que a forma como definido o Tempo Padro da Operao (Tpop) difere da maneira clssica. Para Barnes (1977), o tempo padro o tempo gasto por uma pessoa qualificada e devidamente treinada, trabalhando num ritmo normal, para executar uma tarefa ou operao especifica. Um trabalhador qualificado aquele que tem os atributos fsicos necessrios, inteligncia, habilidades, educao e conhecimento para desempenhar a tarefa com padres satisfatrios de segurana, qualidade e quantidade, (SLACK et alli, 2002). As restries mais comuns ao uso do tempo padro esto relacionadas s modificaes no ciclo, mtodo, materiais ou condies de trabalho e nos julgamentos dos cronoanalistas. No estudo de caso em questo, tratando-se de uma fbrica de fabricao de produtos de preciso, com utilizao intensa de equipamento CNC, o desempenho do operador no influencia o TPop, que acaba sendo definido pelos requisitos de operao do equipamento.
ENEGEP 2003 ABEPRO 2
XXIII Encontro Nac. de Eng. de Produo - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003
Neste caso, o operador tem papel relevante nas paradas tcnicas e nas paradas organizacionais, desempenhando um papel de superviso e gesto do processo. As abordagens clssicas de tempo padro esto centradas no tempo de processamento do item. A metodologia adotada neste trabalho considera, tambm, os tempos auxiliares e os tempos de parada do centro de produo devido a problemas tcnicos e/ou organizacionais. Estas observaes realizadas no cho de fbrica foram importantes para auxiliar no planejamento da capacidade de produo da clula. 2. Metodologia Primeiramente, foi necessrio conhecer a dinmica da clula de manufatura, definida para estudo, e entender as variveis que interferem no seu funcionamento. Foi realizado um estudo da representao do trabalho formal e do trabalho real, como base para o entendimento das variveis organizacionais presentes no ambiente da clula. O mtodo de trabalho nesta fase foi de observao direta do trabalho na clula, coleta de documentos formais de produo e entrevistas com o pessoal de operao e superviso. Utilizaram-se conceitos de trabalho real e trabalho prescrito e respectivas tcnicas de representao de acordo com Gurin et alli (2001). Foram realizadas anlises de atividades, com enfoque na caracterizao das variveis que interferem na capacidade de produo da clula. O modelo de anlise da clula, utilizado no estudo especfico de cada centro de produo, sintetiza os grandes grupos de variveis a serem observados no ambiente de trabalho, ou seja, o mtodo padro em estudo, o equipamento utilizado, a qualidade dos produtos na operao, as condies do local e o registro das mudanas ocorridas, de acordo com Khrmann & Wiendahl (1999). Para a anlise da distribuio do trabalho na clula foram consideradas variveis de tempo de produo a partir de observaes sistemticas, que pudessem exprimir a ocupao dos centros de trabalho, a fim de se entender o que ocorre entre dois apontamentos, que a anotao, pelo operador, de incio e fim de uma operao de uma pea ou lotes de peas. 3. Descrio da clula A clula em estudo destina-se a usinagem de componentes de aeronaves e tem como equipamentos principais um centro de usinagem e um torno CNC. Esta clula composta por um grupo de cinco Centros de Trabalho (CT) distintos: (1) CT1-Bancada; (2) CT2- Fresadora CN; (3) CT3- Centro de Usinagem; (4) CT4- Torno CNC; (5) CT5-Torno Convencional. A Figura 2 mostra um esquema da clula estudada.
Figura 2 - Esquema da clula estudada.
ENEGEP 2003 ABEPRO 3
XXIII Encontro Nac. de Eng. de Produo - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003
Alm dos CTs, a clula possui um supermercado para estoque de peas, mquina de lavar peas, arquivos de documentos, armrios de ferramentas e dispositivos e Kanban de ferramentas. Na clula trabalham cinco operadores por turno, cada um responsvel por um CT, e um lder, tambm chamado de preparador, responsvel pela coordenao do trabalho, que ajusta as ordens de produo aos recursos disponveis para produo naquele turno. Os produtos so processados em lotes de 3, 7 ou 21 unidades. 4. Sistematizao dos resultados A forma utilizada pela empresa para medir o tempo de processamento de um lote, que tambm utilizada para fins de custeio dos produtos, baseada no tempo de apontamento. O apontamento uma anotao do tempo (incio e trmino) gasto por um operador para realizar uma operao (ou um conjunto de operaes) em uma pea (ou lote de peas) em um CT. Pode-se medir o tempo de manufatura de um PN (Part Number), a partir da ordem de sua entrada na clula ou pode-se medir o tempo de trabalho em um CT, tomando como base o apontamento feito pelo operador do incio e final de operao no seu CT. Desta forma, o tempo de apontamento, que se confunde com o tempo disponvel, agrega os tempos tcnicos e os tempos organizacionais, sem distino entre eles. Numa viso clssica de definio de sistemas flexveis de manufatura, o tempo de apontamento representa o tempo total de manufatura, conforme Agostinho (1985) e Rank (1983). Quando se olha para um CT, devemos considerar as restries de tecnologia e processo, as restries de qualidade para o produto e as variveis organizacionais que interferem no tempo de execuo de uma determinada operao. Uma representao do estudo pode ser vista na figura 3.
Figura 3 - Representao do estudo para um centro de trabalho.
ENEGEP 2003 ABEPRO 4
XXIII Encontro Nac. de Eng. de Produo - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003
A tabela 1 apresenta as variveis de interesse, associadas a cada operao de um Part Number, que consomem tempo do CT.
Cdigo da Varivel AOP
Descrio Ajuste de operao: conjunto de atividades reguladoras do trabalho no CT, visando garantir a qualidade da operao atravs do funcionamento adequado do equipamento. Esta atividade no registrada na OF (Ordem de Fabricao). So atividades do tipo: limpeza da mquina ou da pea, lavagem da pea ou retirada de pequenas rebarbas e cavacos. Ajuste de programao do equipamento CN por deciso do operador (para fazer uma melhoria na seqncia do processamento) ou por deciso do lder quando a OF no estiver atualizada. Carga, ou colocao, de cada pea na mquina para realizar a operao. Compreende o acesso ao dispositivo de fixao da pea para a operao e respectivos ajustes de posicionamento da pea. Descarga, ou retirada, de cada pea da mquina aps operao. Compreende a desacelerao da mquina, acesso pea e afrouxamento do dispositivo de posicionamento da pea na mquina. Identificao da pea aps sua operao no CT. Esta identificao pode ser com pantgrafo, gravao ou com pincel. Inspeo da pea na operao. Foi possvel identificar inspees realizadas de duas maneiras distintas: inspeo de cada pea ao final da operao e inspeo de todas as peas ao final da operao de todo o lote. A primeira pea recebe sempre uma inspeo mais rigorosa (classificada como PR1). Preparao de ferramentas da mquina para a execuo do PN. Envolve verificao de listas, solicitao, montagem e colocao das ferramentas no equipamento. Para as operaes de bancada correspondem preparao de ferramentas manuais. Preparao da mquina para a operao. Envolve: programao, ajustes, calibrao. Preparao da operao atravs de verificaes dos documentos disponveis e necessrios para a operao e o apontamento da operao. Processamento: conjunto de atividades de transformao fsica da pea. Ajustes 1. Pea: adequao da programao CN ao lote, atravs de inspees e ajustes dos pontos de referncia na primeira pea, visando adequar o equipamento s caractersticas especficas do lote. Tabela 1 - Sistematizao das variveis observadas nos centros de trabalho.
APR CA DG ID IP
PF PM PO PR PR1
A partir da anlise detalhada das variveis possvel identificar problemas de ordem tcnica e de ordem organizacional, identificando quais atividades consomem recursos na clula. Desta forma pode-se indicar pontualmente quais mudanas devem ser realizadas para que se tenha uma diminuio no tempo de operao de cada centro de trabalho que implicar diretamente no tempo de manufatura de cada PN que passa por aquele CT. 5. Modelagem do sistema O tempo de operao no CT pode ser dividido em 3 grupos de atividades: Grupo 1 Preparao do CT para realizar a operao (TPREP): TPREP = TPO + TPF + TPM Grupo 2 Ajustes iniciais da operao (TAJUSTE). Em geral o processamento da primeira pea do lote: TAJUSTE = TCA 1 + TDG 1 + TPR1 + TAPR
ENEGEP 2003 ABEPRO 5
XXIII Encontro Nac. de Eng. de Produo - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003
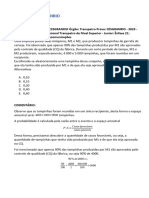
Grupo 3 Processamento da pea em regime de lote (TPROCESSO): TPROCESSO = TCA + TPR + TAOP + TIP + TID + TDG Assim, para um lote de n peas, o tempo total da operao expresso por: Tempo de Operao = TPREP + TAJUSTE + (n -1). (TPROCESSO) Na empresa estudada, a preparao dos centros de trabalho, que segundo Olivrio (1985) corresponderia a uma parcela do tempo de preparao, na realidade um tempo de parada organizacional j que os tempos de preparao da operao, preparao de ferramenta e preparao de mquina esto dentro do perodo disponvel que corresponde soma dos tempos apontados. O tempo de ajuste o tempo correspondente em que o centro de trabalho preparado para a produo em regime de lote. Na empresa esses ajustes so realizados durante o processamento da primeira pea, e caracterizado como uma parada tcnica, que para Olivrio (1985), corresponde ao TPpr. O Tempo de Ajuste de Programao caracterizado como tempo de parada organizacional, mas realizado durante o processamento da primeira pea do lote, e portanto, faz parte do tempo de ajuste. Supondo-se que os tempos de ajustes (TAJUSTE) e os tempos de preparao (TPREP) sejam constantes para um lote, o tempo total da operao ir depender, primordialmente, do tamanho do lote. E quanto maior for o lote, menor ser a participao dos tempos de ajuste e de preparao no tempo total das operaes do lote. Este um princpio usual para o dimensionamento de clulas. Na manufatura convencional, em linha rgida de produo, devem-se ainda considerar os tempos gastos com transporte de peas e estocagem de material em processo. No caso particular da clula em estudo, estes tempos foram desprezados. Atravs deste modelo pode-se calcular o tempo de manufatura de um PN para cada CT e consequentemente para a produo total deste PN e dos produtos finais. Para manter uma clula com capacidade aceitvel, em condies de trabalho com pequenos lotes, utilizam-se os processo de fabricao em famlias de peas visando minimizar os tempos de preparao tanto da mquina, como da operao e das ferramentas. 6. Resultados Este modelo de estudo de tempos nos permite identificar diversos problemas existentes no cho de fbrica que em geral so decorrentes da organizao adotada pela empresa. Esta organizao implica nos tempos de ocupao de um centro de trabalho, consumindo tempo e recursos de maneira incorreta. Estes tempos, muitas vezes so decorrentes de problemas gerados pelas falhas no fluxo de informaes entre os departamentos da empresa. O grfico da Figura 4 mostra a participao dos tempos de preparao e ajustes em comparao com o tempo de processamento para uma operao do Torno CNC para um lote de trs peas de um determinado PN. Podemos observar que para este PN os tempos de preparao somam 38% do tempo necessrio para se realizar a operao e os tempos de ajuste somam 57% do tempo de Operao. Nota-se que o tempo de ajuste de programao (TAPR) tambm foi muito grande, atingindo 21% do tempo total de operao do lote. Esse tempo, assim como os tempos de preparao de CT (TPREP), so decorrentes da organizao adotada pela empresa.
ENEGEP 2003 ABEPRO 6
XXIII Encontro Nac. de Eng. de Produo - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003
PR 5% PR1 36%
PO 15% PF 13% PO PF PM 10% APR 21% PM APR PR1 PR
Figura 4 - Distribuio dos Tempos de um lote para uma Operao do Torno CNC.
Neste exemplo vemos que os tempos de preparao e de ajustes somam 95% do tempo total de operao para um lote. Tal situao caracterstica de processos de alta complexidade e preciso, que demandam um maior nmero de atividades de controle da operao, TPR1 muito grande. Para compensar estes tempos iniciais altos, em geral trabalha-se com lotes maiores, minimizando assim os efeitos iniciais de ajustes.
70% 60% 50% Porcentagem 40% 30% 20% 10% 0% Tprep Tajuste Tproc CT1 CT2 CT3 CT4 CT5
Figura 5 - Distribuio percentual dos tempos para cada CT.
A partir do grfico da Figura 5 podemos observar que para o CT1, de operao de bancada, o tempo de ajuste muito pequeno, j que a atividade principal desse centro o prprio ajuste, classificado como tempo de processamento. Mas para os outros CTs, o tempo de ajuste significativo se comparado com o tempo de processamento de uma pea do lote.
ENEGEP 2003 ABEPRO 7
XXIII Encontro Nac. de Eng. de Produo - Ouro Preto, MG, Brasil, 21 a 24 de out de 2003
Para os CTs 3 e 4, compostos por equipamentos CNC, os tempos de ajustes so maiores que o tempo de preparao. Esta diferena relativa ao tempo de ajuste de programao e ajustes dos pontos de referncia na primeira pea, visando adequar o equipamento s caractersticas especficas do lote, que para os outros CTs so menos significativos. 7. Consideraes finais O tempo de apontamento, utilizado pela empresa, no representa a capacidade real da clula j que no considera quando duas operaes so realizadas simultaneamente, no mesmo PN. Durante as observaes de tomada de tempos, verificou-se que os lotes eram relativamente pequenos, o que aumenta a importncia dos tempos de preparao e aferio de ferramentas. A primeira pea do lote requer um tempo maior de processamento em funo dos acertos de ferramentas e do programa. Quando o lote muito pequeno, o tempo da primeira pea tornase determinante no tempo total do lote. A sistematizao das variveis para cada centro de trabalho mostra, em detalhes, a composio do tempo necessrio para a realizao de uma operao, diferenciando os tempos de parada tcnica e os tempos de parada organizacional. Os tempos organizacionais devem ser considerados no clculo da capacidade da clula, pois esto inclusos no Tempo de Operao. Para o sistema analisado o rendimento de fbrica baixo, pois os tempos de parada organizacional somam grande parcela do tempo necessrio para o funcionamento do CT. Como o tamanho do lote pequeno e fixo, devido confiabilidade e rastreabilidade necessrios ao produto, a distino entre os componentes das paradas tcnicas e das paradas organizacionais deve ser bem feita para gerar informao suficiente e confivel para tomadas de deciso que impliquem no melhor planejamento da utilizao do perodo de operao dos CTs e, por conseqncia, da clula. O modelo de anlise de tempos de produo mostrou-se adequado para a determinao da capacidade da clula, mostrando as interferncias das paradas tcnicas e organizacionais sobre o rendimento de fbrica. 8. Referncias
AGOSTINHO, O. L. (1985) - Estudo da Flexibilidade dos Sistemas Produtivos. So Carlos. EESC/USP, Tese de Doutorado. ANTUNES JR, J. A. V. (1994) - O mecanismo da funo produo: a anlise dos sistemas produtivos do ponto de vista de uma rede de processos e operaes. Produo, v.4, n.1, jul. 1994. p. 33-46. BARNES, R.M. (1991) - Estudo de Movimentos e de Tempos: Projeto e Medida do Trabalho. 6 edio(revisada). So Paulo. EDGARD BLCHER. GURIN, F., LAVILE, A., DANIELLOU, F., DURAFFOURG,J., KERGUELEN,A. (2001) Compreeder o Trabalho para Transform-lo - A Prtica da Ergonomia. So Paulo. Ed. Edgard Blcher. Traduo do original Comprendre le Travail pour le Transformer - La Pratique de L'Ergonomie, ditionss de lNACT, Paris, 1997. Traduzido por: Ingratta, G.M.J., Maffei, M. KOHRMANN, C., WIENDAHL, H. (1999) - International Used Strategies for Availability Optimisation of Assembly Systems, Institute of Production Systems (IFA), University of Hanover. MONDEN, Y.(1987) - Sistema TOYOTA de Produo. 1a. edio. So Paulo. IMAM. OLIVRIO, J. L. (1985) - Projeto de Fbrica: Produtos, Processos e Instalaes Industriais. 1. Edio. So Paulo. IBLC. RANK, P. (1983) - The Design and Operation of FMS. Primira edio. BELFORD, IFS/UK. SLACK, N., CHANBERS, S., JOHNSTON, R. (2002) - Administrao da Produo, 2 a. edio.So Paulo. Atlas.
ENEGEP 2003 ABEPRO 8
Potrebbero piacerti anche
- Física - B2 10 Potencial Criado Por Um Dipolo ElétricoDocumento4 pagineFísica - B2 10 Potencial Criado Por Um Dipolo ElétricoFísica Caderno de Resoluções100% (1)
- Aluno-Aula 5 - Técnicas de Análise de RiscoDocumento58 pagineAluno-Aula 5 - Técnicas de Análise de RiscoAires Humberto100% (1)
- Null 2 PDFDocumento3 pagineNull 2 PDFLourenço Fernando MaputoNessuna valutazione finora
- Questões e Desafios FQ9Documento49 pagineQuestões e Desafios FQ9Susana Chaves67% (6)
- Conversores de CódigosDocumento5 pagineConversores de CódigosVamos Deixar Isso De LadoNessuna valutazione finora
- Sys - Parâmetros e Funções Específicos Do Sistema - Documentação em Python 3.7.5rc1Documento25 pagineSys - Parâmetros e Funções Específicos Do Sistema - Documentação em Python 3.7.5rc1DK SecurityNessuna valutazione finora
- Lista10-Cinematica de Corpo RigidoDocumento5 pagineLista10-Cinematica de Corpo RigidoPedro SchuchterNessuna valutazione finora
- Apostila TecladoDocumento43 pagineApostila Tecladoimrmartins1Nessuna valutazione finora
- Aula2. MENU 2021Documento7 pagineAula2. MENU 2021Rafael GustavoNessuna valutazione finora
- ParafusosDocumento83 pagineParafusosTcharllis DemartiniNessuna valutazione finora
- Multiplos, Divisores, 5anoDocumento4 pagineMultiplos, Divisores, 5anoSílvia GodinhoNessuna valutazione finora
- Cálculo I - Problemas de OtimizaçãoDocumento47 pagineCálculo I - Problemas de OtimizaçãoLuis Henrique BaroniNessuna valutazione finora
- Rastreando AlgoritmosDocumento13 pagineRastreando AlgoritmosJoão Wellington Parreiras da SilvaNessuna valutazione finora
- Funcoes Sintaticas 2 CorrecaoDocumento3 pagineFuncoes Sintaticas 2 CorrecaoCatarina Dias DNessuna valutazione finora
- Ficha de Trabalho-Indicadores Demográficos-8ºanoDocumento2 pagineFicha de Trabalho-Indicadores Demográficos-8ºanomanjosme361775% (32)
- Cuidado Com As Provas de Carga Dinâmica PDFDocumento27 pagineCuidado Com As Provas de Carga Dinâmica PDFVeronica MaynardNessuna valutazione finora
- Compiladores - ResumoDocumento2 pagineCompiladores - Resumowilliamcsj100% (1)
- Introducao A Programacao 500 Algoritmos ResolvidosDocumento4 pagineIntroducao A Programacao 500 Algoritmos ResolvidosRayan Teixeira67% (3)
- Prisma Matemática Sugestão de CronogramaDocumento8 paginePrisma Matemática Sugestão de CronogramaLuciana BitencourtNessuna valutazione finora
- 001 - EProvasOficiais - GeometriaanaliticaDocumento13 pagine001 - EProvasOficiais - Geometriaanaliticapimentinha77Nessuna valutazione finora
- V2 Apostila Instrutor Fundamentos de IADocumento27 pagineV2 Apostila Instrutor Fundamentos de IARicardoNessuna valutazione finora
- Questões CESGRANRIO - MATEMATICADocumento33 pagineQuestões CESGRANRIO - MATEMATICASócrattes MartinsNessuna valutazione finora
- Resolucao ProvadeMatematica Vestibular Unicamp 2013 Fase2Documento9 pagineResolucao ProvadeMatematica Vestibular Unicamp 2013 Fase2Rogério CardosoNessuna valutazione finora
- 3a Prova Pesquisa Operacional Nome Do Aluno e SobrenomeDocumento18 pagine3a Prova Pesquisa Operacional Nome Do Aluno e SobrenomeRenan De limaNessuna valutazione finora
- Risco Sistemático e Risco Não SistemáticoDocumento3 pagineRisco Sistemático e Risco Não Sistemáticowell_wyldeNessuna valutazione finora
- Dimensionamento de Sistema de Alimentação - Canais - Massalotes - 25.06.18Documento8 pagineDimensionamento de Sistema de Alimentação - Canais - Massalotes - 25.06.18Carolai FabrisNessuna valutazione finora
- Análise Econômica NotasAULA 2023Documento63 pagineAnálise Econômica NotasAULA 2023Luisa DecimoniNessuna valutazione finora
- Puc Minas Virtual - Jonas LachiniDocumento12 paginePuc Minas Virtual - Jonas LachiniJeanne PassosNessuna valutazione finora
- Lista12 THDocumento3 pagineLista12 THoliver jamesNessuna valutazione finora
- Cap16 (Pindyck)Documento74 pagineCap16 (Pindyck)Juliana SalesNessuna valutazione finora