Potrebbero piacerti anche
- Rocker Arm and Shaft - InstallDocumento3 pagineRocker Arm and Shaft - InstallJoze 23Nessuna valutazione finora
- Pistons and Connecting Rods - AssembleDocumento6 paginePistons and Connecting Rods - AssemblealonsoNessuna valutazione finora
- SEBF8164 - Specification For Liner Measurement and Salvage of 3500 Series EnginesDocumento19 pagineSEBF8164 - Specification For Liner Measurement and Salvage of 3500 Series Enginesyahmanmahira4Nessuna valutazione finora
- Caterpillar Cat 330B L EXCAVATOR (Prefix 1JS) Service Repair Manual (1JS00001 and Up)Documento26 pagineCaterpillar Cat 330B L EXCAVATOR (Prefix 1JS) Service Repair Manual (1JS00001 and Up)kfm8seuuduNessuna valutazione finora
- Diff Pressure TestDocumento9 pagineDiff Pressure Testmzeca1Nessuna valutazione finora
- Spec 3406Documento104 pagineSpec 3406Taliswarto SihombingNessuna valutazione finora
- Installation of The 314-7815 Auxiliary Hydraulic Lines GP On Certain Hydraulic Excavators (5057)Documento7 pagineInstallation of The 314-7815 Auxiliary Hydraulic Lines GP On Certain Hydraulic Excavators (5057)Flávio da silva carvalhoNessuna valutazione finora
- Engine Quick Change Assembly BulletinDocumento50 pagineEngine Quick Change Assembly BulletinreyveNessuna valutazione finora
- Dokumen - Tips Caterpillar Cat 320n Excavator Prefix 3xk Service Repair Manual 3xk00001 00821Documento21 pagineDokumen - Tips Caterpillar Cat 320n Excavator Prefix 3xk Service Repair Manual 3xk00001 00821Dajan ZgrablićNessuna valutazione finora
- Caterpillar Cat 235 EXCAVATOR (Prefix 83X) Service Repair Manual (83X00444 and Up)Documento21 pagineCaterpillar Cat 235 EXCAVATOR (Prefix 83X) Service Repair Manual (83X00444 and Up)rpoy9396615Nessuna valutazione finora
- Algebra Bald OrcDocumento7 pagineAlgebra Bald OrcGilberto Morales CaldasNessuna valutazione finora
- I S 0 13709 (Api 610 10Th) Centrifugal Pump Process Data Sheet (Is0 Standards) SI UNITS (Bar)Documento9 pagineI S 0 13709 (Api 610 10Th) Centrifugal Pump Process Data Sheet (Is0 Standards) SI UNITS (Bar)Janakiraman MalligaNessuna valutazione finora
- Procedimiento de Armado 785CDocumento123 pagineProcedimiento de Armado 785CrubenNessuna valutazione finora
- WEG Brake Motor Installation Operation and Maintenance Manual 50021973 Manual EnglishDocumento2 pagineWEG Brake Motor Installation Operation and Maintenance Manual 50021973 Manual EnglishadalcomjesusNessuna valutazione finora
- Turbo D5GDocumento3 pagineTurbo D5GjulianmatabajoyNessuna valutazione finora
- Armado 784 y 785c InglésDocumento349 pagineArmado 784 y 785c InglésFelipeNicolasSilvaNessuna valutazione finora
- Fuel Injection Control Linkage - InstallDocumento5 pagineFuel Injection Control Linkage - InstallPutra JawaNessuna valutazione finora
- Inertia Dynamic TypeFL SpecsheetDocumento3 pagineInertia Dynamic TypeFL SpecsheetElectromateNessuna valutazione finora
- LE501 Service ManualDocumento73 pagineLE501 Service Manuallau_hy2158100% (1)
- FAA 2017 0667 0006 - Attachment - 1Documento5 pagineFAA 2017 0667 0006 - Attachment - 1pilot digitalNessuna valutazione finora
- Preload Bearing Final DriveDocumento6 paginePreload Bearing Final DrivemahmudiNessuna valutazione finora
- Cylinder Head - Install: Disassembly and AssemblyDocumento5 pagineCylinder Head - Install: Disassembly and AssemblyJoze 23Nessuna valutazione finora
- Cherry Burrell Processor ManualDocumento48 pagineCherry Burrell Processor ManualMadan YadavNessuna valutazione finora
- Rocker Arm BuminataDocumento7 pagineRocker Arm BuminataRgin AlanNessuna valutazione finora
- Caterpillar Cat 235 EXCAVATOR (Prefix 64R) Service Repair Manual (64R01258 and Up)Documento25 pagineCaterpillar Cat 235 EXCAVATOR (Prefix 64R) Service Repair Manual (64R01258 and Up)rpoy9396615Nessuna valutazione finora
- Fuel Injector AdjustmentDocumento5 pagineFuel Injector AdjustmentCeciliagorra33% (3)
- Bridgeport Series 2 Interact 2 Milling MachineDocumento95 pagineBridgeport Series 2 Interact 2 Milling MachineJaroslav AcsNessuna valutazione finora
- Caterpillar Cat 330-A L EXCAVATOR (Prefix 9ML) Service Repair Manual (9ML00001 and Up)Documento28 pagineCaterpillar Cat 330-A L EXCAVATOR (Prefix 9ML) Service Repair Manual (9ML00001 and Up)kfm8seuuduNessuna valutazione finora
- Guia Cat Codos de EscapeDocumento6 pagineGuia Cat Codos de EscapecabarajasrNessuna valutazione finora
- Hydraulic Pump - Test and AdjustDocumento22 pagineHydraulic Pump - Test and AdjustYustincita Quiquita Hermosa86% (22)
- Gsk983ta PLCDocumento37 pagineGsk983ta PLCCarlos FCNessuna valutazione finora
- Workshop Manual Chassis Supplement Mitsubishi 3000 GT 1998 EuroDocumento41 pagineWorkshop Manual Chassis Supplement Mitsubishi 3000 GT 1998 Euromb7050Nessuna valutazione finora
- MBF2301 CL 3 Installation PDFDocumento19 pagineMBF2301 CL 3 Installation PDFjeniful jenifulNessuna valutazione finora
- HKKGHGJHT Sisweb Sisweb Techdoc Techdoc Print Page - JSPDocumento11 pagineHKKGHGJHT Sisweb Sisweb Techdoc Techdoc Print Page - JSPchakrouneNessuna valutazione finora
- Calibrar 3500b LekDocumento5 pagineCalibrar 3500b LekAna María AcostaNessuna valutazione finora
- 34-15-59a.pdf Component Maintenance ManualDocumento110 pagine34-15-59a.pdf Component Maintenance Manualescribedecr100% (2)
- Caterpillar Cat M318C WHEELED Excavator (Prefix H2F) Service Repair Manual (H2F00001 and Up) PDFDocumento27 pagineCaterpillar Cat M318C WHEELED Excavator (Prefix H2F) Service Repair Manual (H2F00001 and Up) PDFfkdmmaNessuna valutazione finora
- Bomba Inyeccion D5GDocumento4 pagineBomba Inyeccion D5GjulianmatabajoyNessuna valutazione finora
- 3512C HD Fuel Injector AdjustmentDocumento5 pagine3512C HD Fuel Injector Adjustmentharikrishnanpd3327100% (2)
- Fan d11rDocumento17 pagineFan d11rPaulo FranciscoNessuna valutazione finora
- Mwo, M122a1, 7Documento8 pagineMwo, M122a1, 7David RamirezNessuna valutazione finora
- MH1000C Operation-Maintenance RepairDocumento166 pagineMH1000C Operation-Maintenance RepairnesojloNessuna valutazione finora
- Fan Uc Manuals 1787Documento194 pagineFan Uc Manuals 1787Erik Hernandez100% (2)
- Folding Stairway: Manual For Cat D8R DozerDocumento26 pagineFolding Stairway: Manual For Cat D8R Dozerkasahun tesifayeNessuna valutazione finora
- Attachment 3B YKTN Government Furnished InformationDocumento8 pagineAttachment 3B YKTN Government Furnished InformationRebecca JohnsonNessuna valutazione finora
- Caterpillar Cat 235 EXCAVATOR (Prefix 81X) Service Repair Manual (81X00404 and Up)Documento22 pagineCaterpillar Cat 235 EXCAVATOR (Prefix 81X) Service Repair Manual (81X00404 and Up)rpoy9396615Nessuna valutazione finora
- 3412E Rocker Arm AssemblyDocumento4 pagine3412E Rocker Arm AssemblyMohammed Mostafa100% (1)
- Demag DKUN Hoist Operating ManualDocumento80 pagineDemag DKUN Hoist Operating ManualCraneMaintain81% (27)
- Media Search - REHS2210 - Assembly Procedure For The 793D Off-Highway Truck (7000, 7006, 7960)Documento383 pagineMedia Search - REHS2210 - Assembly Procedure For The 793D Off-Highway Truck (7000, 7006, 7960)Deyvi0% (1)
- Transmission Pressures - Test and AdjustDocumento9 pagineTransmission Pressures - Test and AdjustEver SaavedraNessuna valutazione finora
- Caterpillar Cat 235B EXCAVATOR (Prefix 7WC) Service Repair Manual (7WC00001 and Up)Documento29 pagineCaterpillar Cat 235B EXCAVATOR (Prefix 7WC) Service Repair Manual (7WC00001 and Up)rpoy9396615Nessuna valutazione finora
- Presurizacion MandosDocumento9 paginePresurizacion MandosHector NelsonNessuna valutazione finora
- Caterpillar Cat 235 EXCAVATOR (Prefix 64R) Service Repair Manual (64R00596-01257)Documento24 pagineCaterpillar Cat 235 EXCAVATOR (Prefix 64R) Service Repair Manual (64R00596-01257)rpoy9396615Nessuna valutazione finora
- TALLER 317 Training ManualDocumento190 pagineTALLER 317 Training ManualHernan VarelaNessuna valutazione finora
- Roller DissassembleDocumento34 pagineRoller DissassembleJorgeNessuna valutazione finora
- Briggs & Stratton Model 445600 Illustrated Parts ListDocumento20 pagineBriggs & Stratton Model 445600 Illustrated Parts ListEvan EnderleNessuna valutazione finora
- Flywheel PM3516 3516B Power Module NBR00001-UPDocumento2 pagineFlywheel PM3516 3516B Power Module NBR00001-UPFaresNessuna valutazione finora
- Harrison M450Documento104 pagineHarrison M450zul_ats100% (1)
- Bomba de Lubricação Automatca de MarteloDocumento53 pagineBomba de Lubricação Automatca de MarteloDaniel F BarrosNessuna valutazione finora
- The Technical, Aerodynamic & Performance Aspects of a Helicopter: A Manual for Helicopter Pilots and Engineers Who Want to Know MoreDa EverandThe Technical, Aerodynamic & Performance Aspects of a Helicopter: A Manual for Helicopter Pilots and Engineers Who Want to Know MoreValutazione: 3 su 5 stelle3/5 (2)
- Engine BlockDocumento4 pagineEngine BlockCharlene RamirezNessuna valutazione finora
- Chapter 11 - Projectiles and Circular MotionDocumento56 pagineChapter 11 - Projectiles and Circular Motionascd_msvuNessuna valutazione finora
- Twenty-Five Years of Ramjet Development: William H. AveryDocumento11 pagineTwenty-Five Years of Ramjet Development: William H. AveryHoàng DavidNessuna valutazione finora
- AER 504 Aerodynamics: Ryerson University Department of Aerospace EngineeringDocumento8 pagineAER 504 Aerodynamics: Ryerson University Department of Aerospace EngineeringbatmanbittuNessuna valutazione finora
- E TicketDocumento2 pagineE TicketarunkumarndtNessuna valutazione finora
- Satellite CommunicationDocumento66 pagineSatellite CommunicationSaurabh Sahu100% (1)
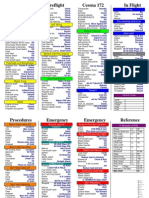
- Cessna 172 Skyhawk ChecklistDocumento2 pagineCessna 172 Skyhawk Checklistfedor andres81% (31)
- Nohea Airways Ground Services HandbookDocumento14 pagineNohea Airways Ground Services Handbookapi-552863583Nessuna valutazione finora
- LFMVDocumento19 pagineLFMVcheldya rodriguesNessuna valutazione finora
- Exercises 16.06 16.07 Matlab SimulinkDocumento6 pagineExercises 16.06 16.07 Matlab SimulinkflowerboyNessuna valutazione finora
- Troubleshooting: Library of Technical Reference BooksDocumento4 pagineTroubleshooting: Library of Technical Reference BooksPablo Valenzuela ArredondoNessuna valutazione finora
- Holley Carburettors High Performance TuningDocumento10 pagineHolley Carburettors High Performance Tuningkoolchangescribd100% (1)
- 7 PDFDocumento22 pagine7 PDFAlejandro GarciaNessuna valutazione finora
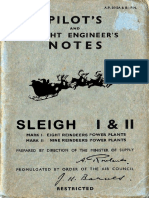
- Sleigh Flight ManualDocumento16 pagineSleigh Flight ManualEd GerckNessuna valutazione finora
- Design and Analysis of Small-Scale Vertical Axis Wind TurbineDocumento10 pagineDesign and Analysis of Small-Scale Vertical Axis Wind TurbineWinggi ArfaNessuna valutazione finora
- Aero Design Project AER18R408: RasenganDocumento63 pagineAero Design Project AER18R408: RasenganHari NaniNessuna valutazione finora
- Aerolab Finals ReviewerDocumento3 pagineAerolab Finals ReviewerMikaelarae GermanNessuna valutazione finora
- @airbus: Airbus S.A.SDocumento177 pagine@airbus: Airbus S.A.Sjoker hotNessuna valutazione finora
- EASA Guidance Material For PBNDocumento21 pagineEASA Guidance Material For PBNPedro Vitor100% (1)
- Wind Assessment 8m PoleDocumento1 paginaWind Assessment 8m Polearman malikNessuna valutazione finora
- List of Approved Supplier of AIS 140Documento1 paginaList of Approved Supplier of AIS 140Anjani Kumar TiwariNessuna valutazione finora
- Flying Scale Models July 2018Documento68 pagineFlying Scale Models July 2018Nikko Limua100% (1)
- Parker - AN 37° Flare Vs Industrial 37° Flare Fittings - What's The DifferenceDocumento5 pagineParker - AN 37° Flare Vs Industrial 37° Flare Fittings - What's The DifferencearcoarcoNessuna valutazione finora
- Checklist - b350 Gold Virtual AirlinesDocumento3 pagineChecklist - b350 Gold Virtual AirlinesMoisés Passos GomesNessuna valutazione finora
- Alcpt 63Documento14 pagineAlcpt 63Mohammed Hashim75% (8)
- Fluid Mechanics 8th Edition Textbook Solutions PDFDocumento4 pagineFluid Mechanics 8th Edition Textbook Solutions PDFSantiago Torres PachecoNessuna valutazione finora
- EFB Manual MSFS 2020Documento11 pagineEFB Manual MSFS 2020João BernardisNessuna valutazione finora
- Gosm Ed5 March 2016Documento397 pagineGosm Ed5 March 2016Poltak PujiantoNessuna valutazione finora
- 2014-09 PP Transport Semitrailer MPA enDocumento5 pagine2014-09 PP Transport Semitrailer MPA enTh NattapongNessuna valutazione finora