Potrebbero piacerti anche
- World Class Manufacturing ManagementDocumento2 pagineWorld Class Manufacturing ManagementShashank BurdeNessuna valutazione finora
- World Class Manufacturing: Mac Bering MEIE-2Documento8 pagineWorld Class Manufacturing: Mac Bering MEIE-2Mac BeringNessuna valutazione finora
- Single Minute Exchange of Dies College ProjectDocumento99 pagineSingle Minute Exchange of Dies College ProjectAkshay Shah50% (2)
- Tips For 5S On The Shop FloorDocumento5 pagineTips For 5S On The Shop FloorAnonymous v5QjDW2eHxNessuna valutazione finora
- Operational Excellence A Complete Guide - 2019 EditionDa EverandOperational Excellence A Complete Guide - 2019 EditionValutazione: 1 su 5 stelle1/5 (1)
- Relation Between 7 Major Losses of Equipment and Overall Equipment EfficiencyDocumento2 pagineRelation Between 7 Major Losses of Equipment and Overall Equipment EfficiencySwapnil KhadeNessuna valutazione finora
- Jidoka: The Toyota Principle of Building Quality into the ProcessDa EverandJidoka: The Toyota Principle of Building Quality into the ProcessValutazione: 4 su 5 stelle4/5 (2)
- SMEDDocumento26 pagineSMEDSAURAV KUMARNessuna valutazione finora
- Poka Yoke Best Presentation.....Documento39 paginePoka Yoke Best Presentation.....DebashishDolonNessuna valutazione finora
- AssemblyDocumento26 pagineAssemblySahil GuptaNessuna valutazione finora
- TPS and Lean ProductionDocumento18 pagineTPS and Lean ProductionMikey ChuaNessuna valutazione finora
- 8D Problem SolvingDocumento14 pagine8D Problem SolvingHiệp Hài HướcNessuna valutazione finora
- YAMAZUMIDocumento16 pagineYAMAZUMImagudeeshNessuna valutazione finora
- Total Quality ManagementDocumento7 pagineTotal Quality ManagementmansoorliveNessuna valutazione finora
- VSM ExerciseDocumento1 paginaVSM ExerciseJacob EdwardsNessuna valutazione finora
- Fulltext01 PDFDocumento120 pagineFulltext01 PDFBhushan KambleNessuna valutazione finora
- Project Report On Maynard Operation Sequence TechniqueDocumento9 pagineProject Report On Maynard Operation Sequence TechniqueEditor IJTSRDNessuna valutazione finora
- 5s CSRDocumento69 pagine5s CSRFadzilahMohamadNessuna valutazione finora
- 5S Thoughts - AllDocumento12 pagine5S Thoughts - Allssk3712Nessuna valutazione finora
- Difference Between Rework & Repair As Per IATF 16949?: by - Arun Kumar SharmaDocumento19 pagineDifference Between Rework & Repair As Per IATF 16949?: by - Arun Kumar SharmaDanang Widoyoko100% (1)
- Kaizen Case StudyDocumento44 pagineKaizen Case StudyTanmoy ChakrabortyNessuna valutazione finora
- Cad Module 1Documento126 pagineCad Module 1iampiyushsahuNessuna valutazione finora
- Smed Forms For Lean ProjectsDocumento11 pagineSmed Forms For Lean ProjectscivanusNessuna valutazione finora
- Value Stream Mapping Case Study Step by Step ExplainedDocumento90 pagineValue Stream Mapping Case Study Step by Step ExplainedOmar RjaibiNessuna valutazione finora
- QC Story - Toyota - Handbook of TQM and QCC - V1Documento8 pagineQC Story - Toyota - Handbook of TQM and QCC - V1Venkatesh GogineniNessuna valutazione finora
- Lect14r6oct 06 Pom World Class Manufacturing 110908135935 Phpapp01 PDFDocumento80 pagineLect14r6oct 06 Pom World Class Manufacturing 110908135935 Phpapp01 PDFVivek KumarNessuna valutazione finora
- One Piece FlowDocumento31 pagineOne Piece Flowakdmech9621100% (1)
- Eng Oee Industry StandardDocumento30 pagineEng Oee Industry Standardjoseparra100% (1)
- KAIZEN: A Case Study in Small Scale OrganizationsDocumento4 pagineKAIZEN: A Case Study in Small Scale OrganizationsijsretNessuna valutazione finora
- OEE PresentationDocumento15 pagineOEE PresentationIbrahim FaragNessuna valutazione finora
- Cellular ManufacturingDocumento25 pagineCellular ManufacturingApoorv Mathur100% (1)
- Presentation Total Productive Maintenance (TPM)Documento14 paginePresentation Total Productive Maintenance (TPM)jaanus143Nessuna valutazione finora
- Green Belt Course ManualDocumento34 pagineGreen Belt Course ManualKaranShinde100% (1)
- Multi SkillDocumento6 pagineMulti SkillK.s. RameshNessuna valutazione finora
- Chapter 10. Initial Flow Control ManualDocumento10 pagineChapter 10. Initial Flow Control ManualVivek KumarNessuna valutazione finora
- Set-Up Time Losses in Style VariationDocumento28 pagineSet-Up Time Losses in Style VariationVachan Abhilekh ThakurNessuna valutazione finora
- 5S - Visual Workplace HandbookDocumento19 pagine5S - Visual Workplace HandbookJePee GroupNessuna valutazione finora
- Fmea Methodology For Quality Improvement in Sheet Metal Industry IJERTV5IS010123Documento5 pagineFmea Methodology For Quality Improvement in Sheet Metal Industry IJERTV5IS010123DanistergladwinNessuna valutazione finora
- Schneider Production System: The Global Specialist in Energy ManagementDocumento16 pagineSchneider Production System: The Global Specialist in Energy ManagementAmrNessuna valutazione finora
- Inventory MGMNT AccountsDocumento23 pagineInventory MGMNT AccountsTrinath OjhaNessuna valutazione finora
- Poster Mustafa KonukR2Documento1 paginaPoster Mustafa KonukR2Ansar LawiNessuna valutazione finora
- APQP 1st Phase Input and OutputDocumento1 paginaAPQP 1st Phase Input and OutputSunilNessuna valutazione finora
- The Two Key Principles of Toyota Production System Were Just in Time and JidokaDocumento2 pagineThe Two Key Principles of Toyota Production System Were Just in Time and JidokaF13 NIECNessuna valutazione finora
- Autonomous MaintenanceDocumento7 pagineAutonomous Maintenancenavi3281Nessuna valutazione finora
- Manufacturing Process AssignmentDocumento9 pagineManufacturing Process AssignmentSaad Ur Rehman0% (1)
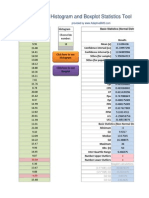
- Histogram Box Plot Statistics AdaptiveBMSDocumento13 pagineHistogram Box Plot Statistics AdaptiveBMSashutoshrvNessuna valutazione finora
- CP, CPK, CM, CMK, Control LimitsDocumento5 pagineCP, CPK, CM, CMK, Control LimitsBruno MauroNessuna valutazione finora
- All About "Poka-Yoke" (Mistake Proofing) : Continuous Improvement TrainingDocumento31 pagineAll About "Poka-Yoke" (Mistake Proofing) : Continuous Improvement TrainingSowmya PriyaNessuna valutazione finora
- Opex VSM Training Module 100711001122 Phpapp02Documento53 pagineOpex VSM Training Module 100711001122 Phpapp02Jesus Jose Hernandez GuerreroNessuna valutazione finora
- Cross Cut Kit ManualDocumento5 pagineCross Cut Kit ManualYuvaraj Sathish100% (1)
- Value Stream Mapping: Dr. Syed Amir IqbalDocumento41 pagineValue Stream Mapping: Dr. Syed Amir IqbalNOSHEEN MEHFOOZ100% (1)
- Submitted By,: Jarzid Alam Alomgir Badsha Saif MahabubDocumento26 pagineSubmitted By,: Jarzid Alam Alomgir Badsha Saif MahabubSaif KhanNessuna valutazione finora
- Work StudyDocumento20 pagineWork Studyjesus784Nessuna valutazione finora
- Improve Business - Kobetsu KaizenDocumento4 pagineImprove Business - Kobetsu KaizenRishabh JainNessuna valutazione finora
- TPMDocumento42 pagineTPMSrinivasan VenkatNessuna valutazione finora
- 7QC Tools - Training WorkshopDocumento10 pagine7QC Tools - Training Workshopb-consultant960Nessuna valutazione finora
- QAP Chennai MetroDocumento23 pagineQAP Chennai Metrosreesailam100% (1)
- TQM PresentationDocumento39 pagineTQM Presentationsaifktk100% (4)
- Assessment 1 BSBMGT PDFDocumento8 pagineAssessment 1 BSBMGT PDFJeevan DhindsaNessuna valutazione finora
- A Project Report On A Study On Impact of Iso Procedures On Quality Control at SisDocumento77 pagineA Project Report On A Study On Impact of Iso Procedures On Quality Control at SisBabasab Patil (Karrisatte)100% (1)
- SAP-QM Quality ManagementDocumento16 pagineSAP-QM Quality ManagementpraveennbsNessuna valutazione finora
- Unit IIDocumento24 pagineUnit IISaurav KakkarNessuna valutazione finora
- Iso 9001 1994Documento18 pagineIso 9001 1994fajar_92100% (1)
- Customer SatisfactionDocumento45 pagineCustomer Satisfactionsohaib638100% (1)
- Steps in ISO 9001: Total Quality Management (TQM)Documento3 pagineSteps in ISO 9001: Total Quality Management (TQM)aswathymr77Nessuna valutazione finora
- OM Critics On Journal Ind AssignDocumento15 pagineOM Critics On Journal Ind AssignJeffrilim VkiatNessuna valutazione finora
- FSSC 22000 NestléDocumento26 pagineFSSC 22000 NestléLuis GonzálezNessuna valutazione finora
- BWT PDFDocumento20 pagineBWT PDFmaddygaddyNessuna valutazione finora
- Mitra Sambamurthy 2011Documento13 pagineMitra Sambamurthy 2011Niky Triantafilo NuñezNessuna valutazione finora
- Chapter 1 - Total Quality Management An Overview: DefinitionDocumento8 pagineChapter 1 - Total Quality Management An Overview: Definitionnanocid100% (1)
- Quality Planning For The Manufacturing Supply ChainDocumento10 pagineQuality Planning For The Manufacturing Supply ChainjoannakamNessuna valutazione finora
- 04 Task Performance 1 1Documento5 pagine04 Task Performance 1 1Marck JassperNessuna valutazione finora
- Presentation - Quality (Schedule 'Q' Requirements)Documento55 paginePresentation - Quality (Schedule 'Q' Requirements)kbldam100% (1)
- MGT 420 Final ExamDocumento6 pagineMGT 420 Final Examteacher.theacestudNessuna valutazione finora
- Guide For Concrete Construction Quality Systems in Conformance With ISO 9001Documento2 pagineGuide For Concrete Construction Quality Systems in Conformance With ISO 9001anigz570Nessuna valutazione finora
- Solid Surface ManualDocumento58 pagineSolid Surface ManualBala Praveen0% (1)
- Is.8910.2010 General Technical Delivery Requirements For Steel and Steel ProductsDocumento19 pagineIs.8910.2010 General Technical Delivery Requirements For Steel and Steel ProductsledaswanNessuna valutazione finora
- Involvement of People-Quality Assurance PrinciplesDocumento20 pagineInvolvement of People-Quality Assurance PrinciplesMalak BadawiNessuna valutazione finora
- TQM - Ppt.part 1 2013 StudentDocumento56 pagineTQM - Ppt.part 1 2013 StudentPradeep Kannan0% (1)
- Quality Assurance and Quality Control-FinalDocumento47 pagineQuality Assurance and Quality Control-FinalMariel Coronado100% (1)
- Catalogue RamnäsDocumento13 pagineCatalogue RamnäsSreekanthNessuna valutazione finora
- Qasp ChecklistDocumento6 pagineQasp ChecklistSamsung JosephNessuna valutazione finora
- Lean Techniques: Are You Looking To Lead The Industry?Documento10 pagineLean Techniques: Are You Looking To Lead The Industry?vijaypaterNessuna valutazione finora
- $100M Offers: How to Make Offers So Good People Feel Stupid Saying NoDa Everand$100M Offers: How to Make Offers So Good People Feel Stupid Saying NoValutazione: 5 su 5 stelle5/5 (23)
- Dealers of Lightning: Xerox PARC and the Dawn of the Computer AgeDa EverandDealers of Lightning: Xerox PARC and the Dawn of the Computer AgeValutazione: 4 su 5 stelle4/5 (88)
- $100M Leads: How to Get Strangers to Want to Buy Your StuffDa Everand$100M Leads: How to Get Strangers to Want to Buy Your StuffValutazione: 5 su 5 stelle5/5 (18)
- Fascinate: How to Make Your Brand Impossible to ResistDa EverandFascinate: How to Make Your Brand Impossible to ResistValutazione: 5 su 5 stelle5/5 (1)
- Yes!: 50 Scientifically Proven Ways to Be PersuasiveDa EverandYes!: 50 Scientifically Proven Ways to Be PersuasiveValutazione: 4 su 5 stelle4/5 (153)
- The Catalyst: How to Change Anyone's MindDa EverandThe Catalyst: How to Change Anyone's MindValutazione: 4.5 su 5 stelle4.5/5 (274)
- Obviously Awesome: How to Nail Product Positioning so Customers Get It, Buy It, Love ItDa EverandObviously Awesome: How to Nail Product Positioning so Customers Get It, Buy It, Love ItValutazione: 4.5 su 5 stelle4.5/5 (152)
- Summary: $100M Leads: How to Get Strangers to Want to Buy Your Stuff by Alex Hormozi: Key Takeaways, Summary & Analysis IncludedDa EverandSummary: $100M Leads: How to Get Strangers to Want to Buy Your Stuff by Alex Hormozi: Key Takeaways, Summary & Analysis IncludedValutazione: 3 su 5 stelle3/5 (6)
- Invisible Influence: The Hidden Forces that Shape BehaviorDa EverandInvisible Influence: The Hidden Forces that Shape BehaviorValutazione: 4.5 su 5 stelle4.5/5 (131)
- Jab, Jab, Jab, Right Hook: How to Tell Your Story in a Noisy Social WorldDa EverandJab, Jab, Jab, Right Hook: How to Tell Your Story in a Noisy Social WorldValutazione: 4.5 su 5 stelle4.5/5 (18)
- Summary: Dotcom Secrets: The Underground Playbook for Growing Your Company Online with Sales Funnels by Russell Brunson: Key Takeaways, Summary & Analysis IncludedDa EverandSummary: Dotcom Secrets: The Underground Playbook for Growing Your Company Online with Sales Funnels by Russell Brunson: Key Takeaways, Summary & Analysis IncludedValutazione: 5 su 5 stelle5/5 (2)
- Ca$hvertising: How to Use More than 100 Secrets of Ad-Agency Psychology to Make Big Money Selling Anything to AnyoneDa EverandCa$hvertising: How to Use More than 100 Secrets of Ad-Agency Psychology to Make Big Money Selling Anything to AnyoneValutazione: 5 su 5 stelle5/5 (114)
- Visibility Marketing: The No-Holds-Barred Truth About What It Takes to Grab Attention, Build Your Brand, and Win New BusinessDa EverandVisibility Marketing: The No-Holds-Barred Truth About What It Takes to Grab Attention, Build Your Brand, and Win New BusinessValutazione: 4.5 su 5 stelle4.5/5 (7)
- Pre-Suasion: Channeling Attention for ChangeDa EverandPre-Suasion: Channeling Attention for ChangeValutazione: 4.5 su 5 stelle4.5/5 (278)
- Brand Identity Breakthrough: How to Craft Your Company's Unique Story to Make Your Products IrresistibleDa EverandBrand Identity Breakthrough: How to Craft Your Company's Unique Story to Make Your Products IrresistibleValutazione: 4.5 su 5 stelle4.5/5 (48)
- Summary: Traction: Get a Grip on Your Business: by Gino Wickman: Key Takeaways, Summary, and AnalysisDa EverandSummary: Traction: Get a Grip on Your Business: by Gino Wickman: Key Takeaways, Summary, and AnalysisValutazione: 5 su 5 stelle5/5 (10)
- How to Read People: The Complete Psychology Guide to Analyzing People, Reading Body Language, and Persuading, Manipulating and Understanding How to Influence Human BehaviorDa EverandHow to Read People: The Complete Psychology Guide to Analyzing People, Reading Body Language, and Persuading, Manipulating and Understanding How to Influence Human BehaviorValutazione: 4.5 su 5 stelle4.5/5 (33)
- ChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessDa EverandChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessNessuna valutazione finora
- 100M Offers Made Easy: Create Your Own Irresistible Offers by Turning ChatGPT into Alex HormoziDa Everand100M Offers Made Easy: Create Your Own Irresistible Offers by Turning ChatGPT into Alex HormoziNessuna valutazione finora
- Summary: The Intelligent Investor: The Definitive Book on Value Investing by Benjamin Graham: Key Takeaways, Summary & AnalysisDa EverandSummary: The Intelligent Investor: The Definitive Book on Value Investing by Benjamin Graham: Key Takeaways, Summary & AnalysisValutazione: 4 su 5 stelle4/5 (4)
- The Power of Why: Breaking Out In a Competitive MarketplaceDa EverandThe Power of Why: Breaking Out In a Competitive MarketplaceValutazione: 4 su 5 stelle4/5 (5)
- Understanding Digital Marketing: Marketing Strategies for Engaging the Digital GenerationDa EverandUnderstanding Digital Marketing: Marketing Strategies for Engaging the Digital GenerationValutazione: 4 su 5 stelle4/5 (22)
- The Myth of the Rational Market: A History of Risk, Reward, and Delusion on Wall StreetDa EverandThe Myth of the Rational Market: A History of Risk, Reward, and Delusion on Wall StreetNessuna valutazione finora
- Marketing Made Simple: A Step-by-Step StoryBrand Guide for Any BusinessDa EverandMarketing Made Simple: A Step-by-Step StoryBrand Guide for Any BusinessValutazione: 5 su 5 stelle5/5 (203)
- Summary: Influence: The Psychology of Persuasion by Robert B. Cialdini Ph.D.: Key Takeaways, Summary & AnalysisDa EverandSummary: Influence: The Psychology of Persuasion by Robert B. Cialdini Ph.D.: Key Takeaways, Summary & AnalysisValutazione: 5 su 5 stelle5/5 (4)
- How To Win Customers And Keep Them For Life: An Action-Ready Blueprint for Achieving the Winner's Edge!Da EverandHow To Win Customers And Keep Them For Life: An Action-Ready Blueprint for Achieving the Winner's Edge!Valutazione: 4.5 su 5 stelle4.5/5 (23)
- The Power of Experiments: Decision-Making in a Data Driven WorldDa EverandThe Power of Experiments: Decision-Making in a Data Driven WorldNessuna valutazione finora