Potrebbero piacerti anche
- Quorn - Part 1-4Documento24 pagineQuorn - Part 1-4catalin9494100% (3)
- Machining Aluminum: Feeds, Speeds, Tooling TipsDocumento12 pagineMachining Aluminum: Feeds, Speeds, Tooling Tipswardendavid5591100% (1)
- Fubri Company Presentation (Modif)Documento50 pagineFubri Company Presentation (Modif)Himanshu MishraNessuna valutazione finora
- Tube Bending GuideDocumento35 pagineTube Bending Guidejozomar0% (1)
- Stabil Drill BrochureDocumento27 pagineStabil Drill Brochuretrinhtu7Nessuna valutazione finora
- Weld Like a Pro: Beginning to Advanced TechniquesDa EverandWeld Like a Pro: Beginning to Advanced TechniquesValutazione: 4.5 su 5 stelle4.5/5 (6)
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderDa EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderValutazione: 5 su 5 stelle5/5 (2)
- Samsung Machine Tools: PL 20M/25 / 25M / 30Documento6 pagineSamsung Machine Tools: PL 20M/25 / 25M / 30Angel LeydanNessuna valutazione finora
- CNCDocumento99 pagineCNCSree Raj91% (11)
- GUHRING Deep Hole DrillsDocumento12 pagineGUHRING Deep Hole Drillsbatman2054Nessuna valutazione finora
- Dme CatalogDocumento28 pagineDme Cataloggalici2002Nessuna valutazione finora
- Gun Drill PriceDocumento15 pagineGun Drill Price1mmahoneyNessuna valutazione finora
- HR 500Documento20 pagineHR 500george000023Nessuna valutazione finora
- Quality Tool Holders PartnerDocumento81 pagineQuality Tool Holders PartnerbrineytoolingNessuna valutazione finora
- Iscar ToolsDocumento231 pagineIscar ToolsBrandon Meg ShinNessuna valutazione finora
- DanCut Rev1 en PDocumento8 pagineDanCut Rev1 en PDaniel ConwayNessuna valutazione finora
- NTK General MillingDocumento14 pagineNTK General Millingswathi_ipeNessuna valutazione finora
- 2010 IMCO CatalogDocumento170 pagine2010 IMCO Cataloggeav25653855Nessuna valutazione finora
- The Tool Specialists for the TradeDocumento318 pagineThe Tool Specialists for the TradeX800XLNessuna valutazione finora
- Hard MachiningDocumento16 pagineHard MachiningAlen HusagićNessuna valutazione finora
- High-Precision Dies and Roller Shells Increase Pellet Mill Lifetime and ProfitsDocumento6 pagineHigh-Precision Dies and Roller Shells Increase Pellet Mill Lifetime and Profitstarun paulNessuna valutazione finora
- Everything You Need to Know About Drill BitsDocumento23 pagineEverything You Need to Know About Drill BitsIndah CharismasariNessuna valutazione finora
- Endurance Carbide CatalogDocumento4 pagineEndurance Carbide CatalogAmy SalaskeNessuna valutazione finora
- Sterling Gun Drill CatalogDocumento18 pagineSterling Gun Drill Catalogjkruise100% (1)
- Introducing Cold Pilger Mill Technology - Tube and Pipe ProductionDocumento4 pagineIntroducing Cold Pilger Mill Technology - Tube and Pipe Productionribeiro30Nessuna valutazione finora
- Automotive Aluminium Product OverviewDocumento36 pagineAutomotive Aluminium Product OverviewSophia GarciaNessuna valutazione finora
- 3D & 5D Pipe Bend For PipelineDocumento6 pagine3D & 5D Pipe Bend For PipelinemohammadazraiNessuna valutazione finora
- Multi Point Cutting Tool Design PDFDocumento73 pagineMulti Point Cutting Tool Design PDFsrutiiNessuna valutazione finora
- Deep Hole SolutionsDocumento28 pagineDeep Hole SolutionsyatinbhatNessuna valutazione finora
- Basic HolemakingDocumento5 pagineBasic HolemakingdramiltNessuna valutazione finora
- Sterling LiteratureDocumento18 pagineSterling Literaturekar1270Nessuna valutazione finora
- Alfra Catalogue 21 CuttingDocumento41 pagineAlfra Catalogue 21 CuttingMartín LópezNessuna valutazione finora
- Somta Tools User GuideDocumento150 pagineSomta Tools User GuideBarrie Van Wyk100% (1)
- 15 Rotating Toolholders WNT2013Documento177 pagine15 Rotating Toolholders WNT2013Natrajj SivakumarNessuna valutazione finora
- Boosting Deep-Hole Drilling Productivity Up To 10 Times (MAN August 1999) PDFDocumento3 pagineBoosting Deep-Hole Drilling Productivity Up To 10 Times (MAN August 1999) PDFchidambaram kasiNessuna valutazione finora
- Kinkelder StandardDocumento24 pagineKinkelder StandardJason StephensNessuna valutazione finora
- Aluminum Machining GuideDocumento5 pagineAluminum Machining Guidechristian gonzalezNessuna valutazione finora
- Deep Hole Drlling On Maching Centres BOTEKDocumento2 pagineDeep Hole Drlling On Maching Centres BOTEKmapalptsNessuna valutazione finora
- CoroKey 2008engDocumento208 pagineCoroKey 2008engStela LjevarNessuna valutazione finora
- Screenshot 2023-08-31 at 3.21.43 PMDocumento52 pagineScreenshot 2023-08-31 at 3.21.43 PMMagdy ElmasriNessuna valutazione finora
- Sika-B V4Documento16 pagineSika-B V4Didier MarneffeNessuna valutazione finora
- Spare parts for earthmoving and mining equipmentDocumento12 pagineSpare parts for earthmoving and mining equipmentBYG Spare PartsNessuna valutazione finora
- TaegoTech - PG BroshureDocumento11 pagineTaegoTech - PG Broshurealexl5892Nessuna valutazione finora
- Fabrication Services CatalogueDocumento16 pagineFabrication Services CatalogueRAMSINGH CHAUHANNessuna valutazione finora
- Professional Woodworking Tools Catalogue 2012Documento72 pagineProfessional Woodworking Tools Catalogue 2012Ja Pa JaNessuna valutazione finora
- End Mill Training Website PDFDocumento64 pagineEnd Mill Training Website PDFDejan Jovanovic100% (1)
- High Precision Carbide End Mills for Hardened Steels and CompositesDocumento180 pagineHigh Precision Carbide End Mills for Hardened Steels and CompositesИван РадивојевићNessuna valutazione finora
- Rental Products Orbitalum PDFDocumento16 pagineRental Products Orbitalum PDFAshley JacksonNessuna valutazione finora
- Grip Systems Catalog Inch 2012Documento389 pagineGrip Systems Catalog Inch 2012Casey100% (1)
- B Gen 200 0903Documento16 pagineB Gen 200 0903Joan CzNessuna valutazione finora
- Drill BitDocumento22 pagineDrill BitPinto JovitaNessuna valutazione finora
- Nitrodur steel: High-performance nitriding steel for demanding applicationsDocumento20 pagineNitrodur steel: High-performance nitriding steel for demanding applicationsABDELKADERNessuna valutazione finora
- Docslide - Us CH 5 Drilling SK MondalDocumento31 pagineDocslide - Us CH 5 Drilling SK MondalKumar UjjwalNessuna valutazione finora
- Am ItDocumento27 pagineAm Itakalbhor90Nessuna valutazione finora
- Everything You Need to Know About Choosing the Right Drill BitDocumento6 pagineEverything You Need to Know About Choosing the Right Drill BitDurvesh GalvankarNessuna valutazione finora
- Канавочные и отрезные резцы IscarDocumento313 pagineКанавочные и отрезные резцы IscarstctoolNessuna valutazione finora
- Turning Wood with Carbide Tools: Techniques and Projects for Every Skill LevelDa EverandTurning Wood with Carbide Tools: Techniques and Projects for Every Skill LevelValutazione: 4.5 su 5 stelle4.5/5 (3)
- 5 Axis Post ProcessorDocumento9 pagine5 Axis Post ProcessorDUONGTAMNessuna valutazione finora
- Thread and Connection Identification Guide - MS-13-77 PDFDocumento56 pagineThread and Connection Identification Guide - MS-13-77 PDFjochem_ligthartNessuna valutazione finora
- Hard Part Turning Fundamentals PDFDocumento26 pagineHard Part Turning Fundamentals PDFPrashant TalnikarNessuna valutazione finora
- Drill Stem Components GuideDocumento28 pagineDrill Stem Components Guidechonubobby100% (1)
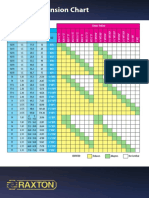
- Raxton Thread Dimension Chart 2 PDFDocumento1 paginaRaxton Thread Dimension Chart 2 PDFHoangNessuna valutazione finora
- DIN ISO Programming USer Manual 2010Documento618 pagineDIN ISO Programming USer Manual 2010Reymondo BundocNessuna valutazione finora
- Practical Assignment of Manufacturing Processes Open Ended LabDocumento9 paginePractical Assignment of Manufacturing Processes Open Ended LabMeer UmarNessuna valutazione finora
- Determination and Optimization of Cylindrical Grinding Process Parameters Using Taguchi Method and Regression AnalysisDocumento7 pagineDetermination and Optimization of Cylindrical Grinding Process Parameters Using Taguchi Method and Regression AnalysishaiheeeNessuna valutazione finora
- What Is Milling ProcessDocumento4 pagineWhat Is Milling ProcessRonnick De La TongaNessuna valutazione finora
- Asme B18.5.2.1M 1996Documento8 pagineAsme B18.5.2.1M 1996Jesse ChenNessuna valutazione finora
- Consultancy BrochureDocumento8 pagineConsultancy BrochureRaghu YogNessuna valutazione finora
- CNC Machines ManualDocumento212 pagineCNC Machines ManualThanh BuiNessuna valutazione finora
- Optimization of Machining Parameters On 7075 Aluminum Alloy Using Taguchi and ANOVA For Surface RoughnessDocumento6 pagineOptimization of Machining Parameters On 7075 Aluminum Alloy Using Taguchi and ANOVA For Surface RoughnessyitayalNessuna valutazione finora
- Wear of Coated and Uncoated Carbides in Turning Tool SteelDocumento6 pagineWear of Coated and Uncoated Carbides in Turning Tool Steelking9sunNessuna valutazione finora
- ArtCAM Pro Jewellery Edition User Guide by Delcam PDFDocumento130 pagineArtCAM Pro Jewellery Edition User Guide by Delcam PDFLys StilosNessuna valutazione finora
- C. Amarnath, MR., Mr. A. Harinath, Mr. N. Phani Raja Rao N. Phani Raja RaoDocumento6 pagineC. Amarnath, MR., Mr. A. Harinath, Mr. N. Phani Raja Rao N. Phani Raja RaoEditor IJTSRDNessuna valutazione finora
- Machining Fixture For Adaptive CNC Machining Process of Near-Net-Shaped Jet Engine BladeDocumento18 pagineMachining Fixture For Adaptive CNC Machining Process of Near-Net-Shaped Jet Engine BladeJustformedia JustformediaNessuna valutazione finora
- BAYU FeatureCAM Turn-MillDocumento120 pagineBAYU FeatureCAM Turn-Millasu690890Nessuna valutazione finora
- 3Documento19 pagine3Safalsha BabuNessuna valutazione finora
- Experimental Investigation of Electro Discharge Machining Process by AHP-MOORA TechniqueDocumento7 pagineExperimental Investigation of Electro Discharge Machining Process by AHP-MOORA Techniquedebnath35/11Nessuna valutazione finora
- HZL-F PartsList EngDocumento34 pagineHZL-F PartsList EngSalman MajeedNessuna valutazione finora
- About Development Cautionary Note of Customization SoftwareDocumento33 pagineAbout Development Cautionary Note of Customization SoftwareVladimirAgeevNessuna valutazione finora
- WSTP 132 Tool GeometryDocumento85 pagineWSTP 132 Tool GeometrySundly ElerioNessuna valutazione finora
- First MCV 1600 Katalogu 354Documento13 pagineFirst MCV 1600 Katalogu 354鄭慶輝Nessuna valutazione finora
- Brother LK3 B430EDocumento27 pagineBrother LK3 B430EWashingtonbarboza BarbozaNessuna valutazione finora
- MILLING FUNDAMENTALSDocumento19 pagineMILLING FUNDAMENTALSMukund GoelNessuna valutazione finora
- Failure of Cutting Tools and Tool LifeDocumento9 pagineFailure of Cutting Tools and Tool LifeAmanpreet SinghNessuna valutazione finora