Potrebbero piacerti anche
- Electron Transfer Reactions of Complex Ions in SolutionDa EverandElectron Transfer Reactions of Complex Ions in SolutionNessuna valutazione finora
- Crystal Violet KineticsDocumento9 pagineCrystal Violet KineticsMario VaNessuna valutazione finora
- Physics IADocumento2 paginePhysics IAPriyam SarkarNessuna valutazione finora
- IB Chem IA Bleach PDFDocumento17 pagineIB Chem IA Bleach PDFsushma111Nessuna valutazione finora
- IB Chemistry HL IA (MAY 2021)Documento13 pagineIB Chemistry HL IA (MAY 2021)Insiyah Huzefa BasraiNessuna valutazione finora
- Physics IADocumento16 paginePhysics IABlayNessuna valutazione finora
- 9 PPT Matter in Our Surroundings LatestDocumento53 pagine9 PPT Matter in Our Surroundings Latestvbxjbp8hd5Nessuna valutazione finora
- WM Final Chemistry Ia Watermark 1Documento12 pagineWM Final Chemistry Ia Watermark 1ppNessuna valutazione finora
- Experiment 7: IN IN IN INDocumento5 pagineExperiment 7: IN IN IN INLimYuEnNessuna valutazione finora
- Chemistry Extended EssayDocumento45 pagineChemistry Extended EssayYang HaoNessuna valutazione finora
- Physics IA 3Documento6 paginePhysics IA 3Swapnil KumarNessuna valutazione finora
- Voltaic Cell Design Lab - How Temperature Affects VoltageDocumento2 pagineVoltaic Cell Design Lab - How Temperature Affects VoltageTheVioletFrost83% (6)
- Siddharth Physics IADocumento7 pagineSiddharth Physics IAElement Ender1Nessuna valutazione finora
- Redox WKSHTDocumento4 pagineRedox WKSHTMarco ConopioNessuna valutazione finora
- FL53099 Food Dyes Beers Law QC Lesson PlanDocumento8 pagineFL53099 Food Dyes Beers Law QC Lesson PlanSpotify WillylandNessuna valutazione finora
- MCQ Madness 1 PDFDocumento15 pagineMCQ Madness 1 PDFnotabc gamerNessuna valutazione finora
- Chapter: 1 Stoichiometric Relationships: SubtopicsDocumento108 pagineChapter: 1 Stoichiometric Relationships: SubtopicsBNessuna valutazione finora
- WM Chemistry Ia Final Risma RemsudeenDocumento12 pagineWM Chemistry Ia Final Risma RemsudeenPriyanshi PeelwanNessuna valutazione finora
- Prescribed Practicals Lab Manual 2016Documento28 paginePrescribed Practicals Lab Manual 2016rbgrossNessuna valutazione finora
- Chemistry IADocumento17 pagineChemistry IAAlysha SubendranNessuna valutazione finora
- Acid Base TitrationsDocumento17 pagineAcid Base TitrationsmoizkaideNessuna valutazione finora
- Lab Report PhysicsDocumento8 pagineLab Report PhysicssuryanshranaNessuna valutazione finora
- Chemistry IA (1) FINALDocumento14 pagineChemistry IA (1) FINALFreya shahNessuna valutazione finora
- 3 - Gravimetric Analysis of Calcium and Hard Water - S PDFDocumento6 pagine3 - Gravimetric Analysis of Calcium and Hard Water - S PDFJon CranNessuna valutazione finora
- FR AnachemDocumento5 pagineFR AnachemYüri ÄnnNessuna valutazione finora
- CHem IA Oxalyic AcidDocumento5 pagineCHem IA Oxalyic AcidKennard ChiaNessuna valutazione finora
- I A Extended Essay Ideas For Ib ChemistryDocumento3 pagineI A Extended Essay Ideas For Ib ChemistryAaliyaNessuna valutazione finora
- Ib Chem IaDocumento9 pagineIb Chem IaFrank Lala0% (1)
- IA Chemistry 2 Rate of ReactionDocumento2 pagineIA Chemistry 2 Rate of ReactionAldo Hamka0% (1)
- Rate of Reaction Bwat SendiriDocumento4 pagineRate of Reaction Bwat SendiriNor Ashikin IsmailNessuna valutazione finora
- Chem Ia HL Ib2Documento4 pagineChem Ia HL Ib2Athbah Al RoumNessuna valutazione finora
- Extended Essay - MathematicsDocumento67 pagineExtended Essay - MathematicsFredrik ArentzNessuna valutazione finora
- Lab Report 4 Ash and SaltsDocumento11 pagineLab Report 4 Ash and Saltsnikhil reddyNessuna valutazione finora
- Post Lab Report FinalDocumento8 paginePost Lab Report FinalerizaNessuna valutazione finora
- Ib Chemistry Data BookletDocumento28 pagineIb Chemistry Data BookletPrem AnandNessuna valutazione finora
- IB Chem Energetics HandoutsDocumento17 pagineIB Chem Energetics HandoutsNguyenHoangMinhDucNessuna valutazione finora
- Edexcel IAS Bonding 1Documento14 pagineEdexcel IAS Bonding 1mostafa barakatNessuna valutazione finora
- Assignment 1a ChemistryDocumento7 pagineAssignment 1a ChemistryJoshua HongNessuna valutazione finora
- Tipo Test Tilley PDFDocumento7 pagineTipo Test Tilley PDFJesus27Nessuna valutazione finora
- UNIT 1 - Assignment 7 - Harder Balancing Problems - Answer KeyDocumento2 pagineUNIT 1 - Assignment 7 - Harder Balancing Problems - Answer KeyAayush ChoudharyNessuna valutazione finora
- Chemistry Extended Essay Final DraftDocumento7 pagineChemistry Extended Essay Final DraftLynn SleimanNessuna valutazione finora
- SNR Chemistry 19 Formula Data BookDocumento17 pagineSNR Chemistry 19 Formula Data Bookapi-125934329Nessuna valutazione finora
- Collated Acids AnswersDocumento9 pagineCollated Acids AnswersmadonnaNessuna valutazione finora
- Atomic Structure & The Periodic Table 1 MS PDFDocumento9 pagineAtomic Structure & The Periodic Table 1 MS PDFClinton ChikengezhaNessuna valutazione finora
- IB Physics IA Ideas Investigations - IdeasDocumento1 paginaIB Physics IA Ideas Investigations - IdeasjohnNessuna valutazione finora
- Physics Mock IADocumento5 paginePhysics Mock IAYAMAMOTO KeijiNessuna valutazione finora
- Torrie IA Physics Guideline Wc2a3lDocumento3 pagineTorrie IA Physics Guideline Wc2a3lkoeliaNessuna valutazione finora
- Atomic Structure QuizDocumento7 pagineAtomic Structure QuizJohanna Martin LipioNessuna valutazione finora
- Chemistry Topic One QuestionsDocumento30 pagineChemistry Topic One QuestionsAruba Dhaduk100% (1)
- Cbaich, Journal Manager, 18-IASproc1969-TemperatureDependenceDocumento6 pagineCbaich, Journal Manager, 18-IASproc1969-TemperatureDependencemohammedali2004Nessuna valutazione finora
- Ap Lab Manual 2 - Gravimetric Analysis of A Metal CarbonateDocumento4 pagineAp Lab Manual 2 - Gravimetric Analysis of A Metal CarbonateJacob StephansNessuna valutazione finora
- Chem IA Bonding LabDocumento7 pagineChem IA Bonding LabJason YuanNessuna valutazione finora
- Oxford Resources For IB: Structure 3.1 - The Periodic Table: Classification of ElementsDocumento19 pagineOxford Resources For IB: Structure 3.1 - The Periodic Table: Classification of ElementsGian Paolo GerzonNessuna valutazione finora
- IB Chemistry Lab TemplateDocumento5 pagineIB Chemistry Lab TemplateAndrew92% (13)
- Advances in Structure Research by Diffraction Methods: Fortschritte der Strukturforschung mit BeugungsmethodenDa EverandAdvances in Structure Research by Diffraction Methods: Fortschritte der Strukturforschung mit BeugungsmethodenW. HoppeNessuna valutazione finora
- Guidelines For Doing Business in Grenada & OECSDocumento14 pagineGuidelines For Doing Business in Grenada & OECSCharcoals Caribbean GrillNessuna valutazione finora
- Ty Baf TaxationDocumento4 pagineTy Baf TaxationAkki GalaNessuna valutazione finora
- Libya AIP Part1Documento145 pagineLibya AIP Part1Hitham Ghwiel100% (1)
- Unit-Ii Syllabus: Basic Elements in Solid Waste ManagementDocumento14 pagineUnit-Ii Syllabus: Basic Elements in Solid Waste ManagementChaitanya KadambalaNessuna valutazione finora
- JEE Mains Paper 1 (12 Apr 2019 Shift 2) EnglishDocumento131 pagineJEE Mains Paper 1 (12 Apr 2019 Shift 2) EnglishRudraksha KushwahaNessuna valutazione finora
- How To Change Front Suspension Strut On Citroen Xsara Coupe n0 Replacement GuideDocumento25 pagineHow To Change Front Suspension Strut On Citroen Xsara Coupe n0 Replacement Guidematej89Nessuna valutazione finora
- 1572 - Anantha Narayanan FFS CalculationDocumento1 pagina1572 - Anantha Narayanan FFS CalculationAnantha NarayananNessuna valutazione finora
- Communication Skill - Time ManagementDocumento18 pagineCommunication Skill - Time ManagementChấn NguyễnNessuna valutazione finora
- Fuentes v. Office of The Ombudsman - MindanaoDocumento6 pagineFuentes v. Office of The Ombudsman - MindanaoJ. JimenezNessuna valutazione finora
- Electronics 11 02566Documento13 pagineElectronics 11 02566卓七越Nessuna valutazione finora
- BSNL BillDocumento3 pagineBSNL BillKaushik GurunathanNessuna valutazione finora
- A Project On "Automatic Water Sprinkler Based On Wet and Dry Conditions"Documento28 pagineA Project On "Automatic Water Sprinkler Based On Wet and Dry Conditions"Srínívas SrínuNessuna valutazione finora
- E Voting PPT - 1Documento11 pagineE Voting PPT - 1madhu100% (2)
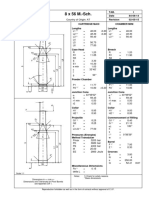
- 8 X 56 M.-SCH.: Country of Origin: ATDocumento1 pagina8 X 56 M.-SCH.: Country of Origin: ATMohammed SirelkhatimNessuna valutazione finora
- S-Sapfico-Satyanarayanamaterial 121212Documento183 pagineS-Sapfico-Satyanarayanamaterial 121212mpsing1133Nessuna valutazione finora
- LP Week 8Documento4 pagineLP Week 8WIBER ChapterLampungNessuna valutazione finora
- EP07 Measuring Coefficient of Viscosity of Castor OilDocumento2 pagineEP07 Measuring Coefficient of Viscosity of Castor OilKw ChanNessuna valutazione finora
- Consumer Protection ActDocumento34 pagineConsumer Protection ActshikhroxNessuna valutazione finora
- 2.ed - Eng6 - q1 - Mod3 - Make Connections Between Information Viewed and Personal ExpiriencesDocumento32 pagine2.ed - Eng6 - q1 - Mod3 - Make Connections Between Information Viewed and Personal ExpiriencesToni Marie Atienza Besa100% (3)
- Air Blower ManualDocumento16 pagineAir Blower ManualshaiknayeemabbasNessuna valutazione finora
- 95-03097 Ballvlv300350 WCB PDFDocumento26 pagine95-03097 Ballvlv300350 WCB PDFasitdeyNessuna valutazione finora
- Parrot Mk6100 Userguide Zone1Documento100 pagineParrot Mk6100 Userguide Zone1Maria MartinNessuna valutazione finora
- ES Parent Bulletin Vol#19 2012 May 25Documento13 pagineES Parent Bulletin Vol#19 2012 May 25International School ManilaNessuna valutazione finora
- Law of AttractionDocumento2 pagineLaw of AttractionKate SummersNessuna valutazione finora
- Nat Steel BREGENEPD000379Documento16 pagineNat Steel BREGENEPD000379Batu GajahNessuna valutazione finora
- New Presentation-Group AuditingDocumento23 pagineNew Presentation-Group Auditingrajes wariNessuna valutazione finora
- Caroline Coady: EducationDocumento3 pagineCaroline Coady: Educationapi-491896852Nessuna valutazione finora
- 1KHW001492de Tuning of ETL600 TX RF Filter E5TXDocumento7 pagine1KHW001492de Tuning of ETL600 TX RF Filter E5TXSalvador FayssalNessuna valutazione finora
- GrenTech Express Communication System Introduction 1.0Documento30 pagineGrenTech Express Communication System Introduction 1.0Son NguyenNessuna valutazione finora
- Makalah Bahasa Inggris TranslateDocumento14 pagineMakalah Bahasa Inggris TranslatevikaseptideyaniNessuna valutazione finora