Potrebbero piacerti anche
- Ms33537e PDFDocumento11 pagineMs33537e PDFstaedtlerpNessuna valutazione finora
- Prediction of Fatigue Failure in A Camshaft Using The Crack MethodDocumento9 paginePrediction of Fatigue Failure in A Camshaft Using The Crack MethodDiego PovedaNessuna valutazione finora
- Aisi 316LDocumento2 pagineAisi 316LMichael DouglasNessuna valutazione finora
- Iso 3506 1 2020Documento46 pagineIso 3506 1 2020Anna BubblegumNessuna valutazione finora
- NASA - Fastners Torque LimitsDocumento44 pagineNASA - Fastners Torque Limitspi31415926535Nessuna valutazione finora
- Screws With External Hexalobular Driving Feature: Mercedes-Benz MBN 10 142Documento6 pagineScrews With External Hexalobular Driving Feature: Mercedes-Benz MBN 10 142achin123Nessuna valutazione finora
- Example Workshop Dynamic FatigueDocumento60 pagineExample Workshop Dynamic Fatiguesumatrablackcoffee453Nessuna valutazione finora
- Fatiguehandbook Small PDFDocumento532 pagineFatiguehandbook Small PDFmanishpali100% (1)
- Thermocouples, Sheathed, Type K, For Nuclear or For Other High-Reliability ApplicationsDocumento5 pagineThermocouples, Sheathed, Type K, For Nuclear or For Other High-Reliability ApplicationsROHITNessuna valutazione finora
- Aluminium Alloys Jan2020.6310.1580092925.3362Documento75 pagineAluminium Alloys Jan2020.6310.1580092925.3362EudoNessuna valutazione finora
- Foundation Bolts - Specification: Indian StandardDocumento4 pagineFoundation Bolts - Specification: Indian StandardakmlogaNessuna valutazione finora
- Grommets, Bushings and Cable GlandsDocumento13 pagineGrommets, Bushings and Cable GlandsLukiana AtmanegaraNessuna valutazione finora
- Material SpecificationDocumento9 pagineMaterial SpecificationMuthu GaneshNessuna valutazione finora
- Design Requirements For Bonded and Bolted Composite StructuresDocumento52 pagineDesign Requirements For Bonded and Bolted Composite Structuresarun_justin_1Nessuna valutazione finora
- Bolt Torque ChartDocumento7 pagineBolt Torque ChartMarco BacianNessuna valutazione finora
- Fatigue Curve - S235JR ExperimantalDocumento9 pagineFatigue Curve - S235JR ExperimantalPrabath MadusankaNessuna valutazione finora
- An818 Rev-20 2Documento5 pagineAn818 Rev-20 2Senthil KumarNessuna valutazione finora
- 2041682-b (Bolt Modeling)Documento22 pagine2041682-b (Bolt Modeling)danaosajoNessuna valutazione finora
- Vibration Loosening PDFDocumento24 pagineVibration Loosening PDFrahul_patil85Nessuna valutazione finora
- Aluminium 6063Documento23 pagineAluminium 6063Jaya VijayanNessuna valutazione finora
- MSC Fastener Modeling For Joining Composite Parts 06-SpiritAero - BoshersDocumento22 pagineMSC Fastener Modeling For Joining Composite Parts 06-SpiritAero - BoshersSergey Fedorinov100% (1)
- Measuring The Force-Displacement of A Membrane Switch: Standard Test Method ForDocumento5 pagineMeasuring The Force-Displacement of A Membrane Switch: Standard Test Method Formasoud132Nessuna valutazione finora
- Temperature Sensor Manual 2016 BDocumento41 pagineTemperature Sensor Manual 2016 BFARHANUDDIN100% (1)
- Workshop 5 Direct Frequency Response Analysis: WS5-1 NAS122, Workshop 5, January 2004 © 2004 MSC - Software CorporationDocumento18 pagineWorkshop 5 Direct Frequency Response Analysis: WS5-1 NAS122, Workshop 5, January 2004 © 2004 MSC - Software CorporationmasatusNessuna valutazione finora
- ANSYS Mechanical APDL Programmers ReferenceDocumento398 pagineANSYS Mechanical APDL Programmers ReferenceFelipe QuevedoNessuna valutazione finora
- Sec4 Optimization of Composites 021712Documento34 pagineSec4 Optimization of Composites 021712FradjNessuna valutazione finora
- 15 5PH Bars Sheets Plates SpecificationsDocumento2 pagine15 5PH Bars Sheets Plates SpecificationsSachin RoutNessuna valutazione finora
- Flux Cored WireDocumento38 pagineFlux Cored WireKentDemeterioNessuna valutazione finora
- (Bolt Science) BOLTCALC Program Brochure PDFDocumento3 pagine(Bolt Science) BOLTCALC Program Brochure PDFAbdulrahman Al HuribyNessuna valutazione finora
- Aeromat 2007 - MMPDS - 060407Documento29 pagineAeromat 2007 - MMPDS - 060407luism2743Nessuna valutazione finora
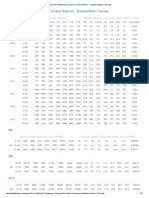
- Pre-Load and Tightening Torques For Steel Fasteners - Standard Metric ThreadsDocumento3 paginePre-Load and Tightening Torques For Steel Fasteners - Standard Metric ThreadsmukeshkumarjNessuna valutazione finora
- (Eng) Aluminium 14Documento79 pagine(Eng) Aluminium 14HENGKIMHACHNessuna valutazione finora
- Demonstration of SpringbackDocumento7 pagineDemonstration of SpringbackDan Wolf100% (1)
- AN818 Rev-20 PDFDocumento5 pagineAN818 Rev-20 PDFaldiNessuna valutazione finora
- ECSS E ST 32 11C (31july2008)Documento78 pagineECSS E ST 32 11C (31july2008)jsadachi100% (1)
- NX Nastran Advanced Nonlinear - Solution 601-701Documento3 pagineNX Nastran Advanced Nonlinear - Solution 601-701Rubén GabrielNessuna valutazione finora
- Nonlinear Total Strain Vs Linear Strai1Documento32 pagineNonlinear Total Strain Vs Linear Strai1Dasaka BrahmendraNessuna valutazione finora
- THE Q Shock and Vibration Bulletin: RRG: Tlnon VR RDocumento332 pagineTHE Q Shock and Vibration Bulletin: RRG: Tlnon VR Rskr2010Nessuna valutazione finora
- 1.4 - Precipitation HardeningSteelDocumento1 pagina1.4 - Precipitation HardeningSteelMuhammad Khizer KhanNessuna valutazione finora
- Fastener PDFDocumento12 pagineFastener PDFdiegomilitojNessuna valutazione finora
- Pyromation Product Catalog Part Number Application GuideDocumento8 paginePyromation Product Catalog Part Number Application GuideSakahi SharmaNessuna valutazione finora
- Abaqus Tutorial 1Documento11 pagineAbaqus Tutorial 1Dg IRfan100% (1)
- Aerospace Parts 2 Quick Disconnect CouplingsDocumento104 pagineAerospace Parts 2 Quick Disconnect CouplingsSohail100% (1)
- Making Efficient Connections With RBE2 RBE3 Constraint Equations and CBUSH ElementsDocumento24 pagineMaking Efficient Connections With RBE2 RBE3 Constraint Equations and CBUSH Elementsjejep4Nessuna valutazione finora
- 4140 Alloy SteelDocumento9 pagine4140 Alloy Steelsmg26thmayNessuna valutazione finora
- Alloy 7050 Tech Sheet RevDocumento4 pagineAlloy 7050 Tech Sheet RevDoni N RahmanNessuna valutazione finora
- VDA Classification - Material - List - 205 - EN PDFDocumento31 pagineVDA Classification - Material - List - 205 - EN PDFgogger100% (1)
- 6066 T6 Aircraft Aluminum Alloy Sheet SuppliersDocumento12 pagine6066 T6 Aircraft Aluminum Alloy Sheet Supplierssanghvi overseas incNessuna valutazione finora
- Astm G116 99Documento5 pagineAstm G116 99hadi ebrahimfathNessuna valutazione finora
- GS52Documento3 pagineGS52S.Hasan MirasadiNessuna valutazione finora
- Significance of - Reduction of Area in A Tensile TestingDocumento6 pagineSignificance of - Reduction of Area in A Tensile Testinglram70Nessuna valutazione finora
- Hammer Drive ScrewDocumento1 paginaHammer Drive ScrewNisa BN QANessuna valutazione finora
- Dimensional Measurement PlanningDocumento4 pagineDimensional Measurement PlanningKeith AdminNessuna valutazione finora
- 15-5 PH Technical DataDocumento7 pagine15-5 PH Technical Datasmith will100% (1)
- Bent Tubes: DocumentationDocumento17 pagineBent Tubes: DocumentationAkmal NizametdinovNessuna valutazione finora
- MSC Nastran v67 - Nonlinear HandbookDocumento729 pagineMSC Nastran v67 - Nonlinear HandbookAndrew RamesNessuna valutazione finora
- Catalogo SewDocumento740 pagineCatalogo SewAlejandro Tapia100% (1)
- Det-653a Manual de OperacionDocumento76 pagineDet-653a Manual de OperacionEulalio HortaNessuna valutazione finora
- Eicedriver™: Asic & Power IcsDocumento28 pagineEicedriver™: Asic & Power Icsy2k_yah7758Nessuna valutazione finora
- Kawasaki Programming Guide RIV0005 SDDocumento91 pagineKawasaki Programming Guide RIV0005 SDRafael Luiz GilliNessuna valutazione finora
- VERTI-G Cuttings DryerDocumento4 pagineVERTI-G Cuttings DryerLoganBohannon100% (1)
- Plane Motion of Rigid BodiesDocumento42 paginePlane Motion of Rigid BodiespektophNessuna valutazione finora
- Research: John W. HutchinsonDocumento25 pagineResearch: John W. HutchinsonskcNessuna valutazione finora
- Air Starting System Slide Set 1Documento10 pagineAir Starting System Slide Set 1Jigar PatelNessuna valutazione finora
- Energy Saving Hydraulic DriveDocumento20 pagineEnergy Saving Hydraulic DriveJamin SmtpngNessuna valutazione finora
- Straightforward EfficiencyDocumento19 pagineStraightforward EfficiencyJukiuzNessuna valutazione finora
- Ee6601 SSD PDFDocumento21 pagineEe6601 SSD PDFRohithNessuna valutazione finora
- C2 - RevADocumento16 pagineC2 - RevAChirag ShahNessuna valutazione finora
- Double Mechanical Seals, Tandem ArrangementDocumento10 pagineDouble Mechanical Seals, Tandem ArrangementViwek MertiyaNessuna valutazione finora
- Low Heating Value Fuel BurningDocumento17 pagineLow Heating Value Fuel BurningalirezaNessuna valutazione finora
- 02 MotorDocumento99 pagine02 Motorkarol1177Nessuna valutazione finora
- PHYSICS Matters For GCE O' Level Subject Code:5054: Unit 2: KinematicsDocumento34 paginePHYSICS Matters For GCE O' Level Subject Code:5054: Unit 2: KinematicsIqra ArshadNessuna valutazione finora
- 3xGE 9E.04 (GT Only)Documento1 pagina3xGE 9E.04 (GT Only)Ade Okta YurwendraNessuna valutazione finora
- Total Oil Too Tracktor - 13Documento1 paginaTotal Oil Too Tracktor - 13oleg7962Nessuna valutazione finora
- +++ Off-Road Vehicle DynamicsDocumento37 pagine+++ Off-Road Vehicle Dynamicsnadjib62Nessuna valutazione finora
- Composite Action in BeamsDocumento21 pagineComposite Action in BeamsAlemayehu DargeNessuna valutazione finora
- Conceptual Questions: Unit 1: Mechanics Chapter 9: Linear Momentum and CollisionsDocumento22 pagineConceptual Questions: Unit 1: Mechanics Chapter 9: Linear Momentum and CollisionsEsther Kaye Joana PanaliganNessuna valutazione finora
- Wire Line ch-1Documento20 pagineWire Line ch-1Ammar HrzNessuna valutazione finora
- Rai Rac-18cDocumento24 pagineRai Rac-18cKyaw San OoNessuna valutazione finora
- Simple Spur Gear Calculator SpreadSheetDocumento2 pagineSimple Spur Gear Calculator SpreadSheetRandyWilsonNessuna valutazione finora
- Pressure Purging Case 1 Nitrogen Requirement For Pressure Purging Case 1Documento1 paginaPressure Purging Case 1 Nitrogen Requirement For Pressure Purging Case 1BalasubramanianNessuna valutazione finora
- Hughes 500 C IpcDocumento479 pagineHughes 500 C IpcRodolfo Rol100% (1)
- Las2 PSDocumento1 paginaLas2 PSlukewendellrNessuna valutazione finora
- Steelwork Design Guide To BS 5950-1-2000. Volume 2. Worked Examples. Part 6 - Example 6 Beam Under Combined Bending and Torsion Using A UC Section.Documento11 pagineSteelwork Design Guide To BS 5950-1-2000. Volume 2. Worked Examples. Part 6 - Example 6 Beam Under Combined Bending and Torsion Using A UC Section.Yilin ZuoNessuna valutazione finora
- DC Motor Modeling and Controller DesignDocumento26 pagineDC Motor Modeling and Controller DesignMauricio bonilla GarageNessuna valutazione finora
- Homelite String Trimmer Parts Manual HBC30 String Trimmer UT 15085Documento12 pagineHomelite String Trimmer Parts Manual HBC30 String Trimmer UT 15085marcosNessuna valutazione finora
- Manual de Partes Perforadoras MD6240Documento589 pagineManual de Partes Perforadoras MD6240fergusxxx100% (1)
- Filtro Autolimpiante Af 113 MahleDocumento6 pagineFiltro Autolimpiante Af 113 MahleHIDRAFLUIDNessuna valutazione finora
- Thesis Brandon Berisford PDFDocumento55 pagineThesis Brandon Berisford PDFBeyondBeliefNessuna valutazione finora
- Yamaha Nmax 155 - Safety Pre-Operation ChecksDocumento1 paginaYamaha Nmax 155 - Safety Pre-Operation Checksmotley crewzNessuna valutazione finora