Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Economical Structural Steel Work
Caricato da
c_arkellDescrizione originale:
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Economical Structural Steel Work
Caricato da
c_arkellCopyright:
Formati disponibili
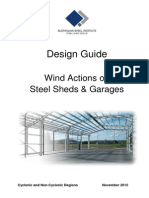
RAFTER
COLUMN
RIDGE
KNEE JOINT
HAUNCH
Economical Structural Steelwork -
Design of Cost Effective Steel Structures
Fifth Edition 2009
Editor John Gardner
Economical Structural Steelwork
edited by
John Gardner
Fifth edition - 2009
economical structural steelwork
ffth edition
ii handbook
AUSTRALIAN STEEL INSTITUTE
ABN/ACN (94) 000 973 839
Economical Structural Steelwork - Design of Cost Effective Steel Structures
Copyright 2009 Australian Steel Insititute
Published by: AUSTRALIAN STEEL INSTITUTE
All rights reserved. This book or any part thereof must not be reproduced in any form without the written permissison
of the Australian Steel Institute.
Note to commerical software developers: Copyright of the information contained within this publication is held by
Australian Steel Institute (ASI). Written permission must be obtained from ASI for the use of any information contained
herein which is subsequently used in any commercially available software packages.
First Edition 1979
Second Edition 1984
Third Edition 1991
Reprinted 1992, 1995, 1996
Fourth Edition 1997
Fifth Edition 2009
National Library of Australia Cataloguing-in-Publication entry:
Economical structural steel / editor, John Gardner.
5th ed.
9781921476044 (pbk.)
9781921476051 (pdf.)
Includes index.
Steel, Structural.
Building, Iron and steel--Economic aspects.
Gardner, J. R.
Australian Steel Institute.
624.1821
Disclaimer
The information presented by the Australian Steel Institute in this publication has been prepared for general information
only and does not in any way constitute recommendations or professional advice. While every effort has been made
and all reasonable care taken to ensure the accuracy of the information contained in this publication, this informattion
should not be used or relied upon for any specifc application without investigation and verifcation as to its accuracy,
suitability and applicability by a competent professional person in this regard.
The Australian Steel Institute, its offcers and employees, and authors and editors of this publication do not give any
warranties or make any representations in relation to the information provided herein and to the extent permitted by law
(a) will not be held liable or responsible in any way; and (b) expressly disclaim any liability or responsibility for any loss
or damage costs or expenses incurred in connection with this publication by any person, whether that person is the
purchaser of this publication or not. Without limitation, this includes loss, damage, costs, and expenses incurred as a
result of the negiligence of the authors, editors or publishers.
The information in this publication should not be relied upon as a substitute for independent due diligence, professional
or legal advice and in this regard the services of the competent professional person or persons should be sought.
economical structural steelwork
ffth edition
iii handbook
Preface
When considering steel structures it is easy to obtain information on engineering and technological aspects,
however little information is available on how to choose steelwork economically. Increasingly, the viability of
a building project depends upon critical fnancial considerations. It is important, therefore, for designers to
have a good general appreciation of the components that make up the cost of fabricated steel, and of how
decisions made at the design stage can infuence these costs.
This publication aims to supply some of this information. It is not a design manual, rather a publication that
discusses from a cost point of view the matters that a structural steel designer should consider. It takes into
account current fabrication practices and material/labour relationships, both of which have changed markedly
since the last edition of this publication.
Adherence to the principles outlined in this publication greatly assist designers in reaching decisions that will
lead to effective and economic structures.
This ffth edition has been updated in its references to Australian Standards and industry practices, and has
other amendments. It continues to provide useful practical advice towards the achievement of the optimum
result in structural steelwork.
This edition follows on from the previous edition by substantially adopting the rationalised approach to the
costing of fabricated steel by using a cost per metre for sections and cost per square metre for plates, depending
on the size, in lieu of cost per tonne. The basis for this approach is provided in detail in the following references:
ARationalApproachtoCostingSteelworkbyT.Main,K.B.WatsonandS.Dallas(Ref.1.1),and
CostingofSteelworkfromFeasibilitythroughtoCompletionbyK.B.Watson,S.Dallas,
N.vanderKreekandT.Main(Ref.2.13).
The costings given in this publication are indicative examples only and should not be used as absolute costs.
We wish to thank all those who have contributed to this publication through comments and inputs. This
includes a special acknowledgment to all ASI Staff who submitted comments on the technical and editorial
content of this publication.
Data for various tables was kindly provided by Beenleigh Steel Fabrications, BlueScope Distribution, Industrial
Galvanizers Corporation, International Protective Coatings and Promat.
Edited by: John Gardner
BE,MIEAust.,CPEng.,NPER.
ASIStateManagerQld/NT
ASI National Education
Manager-Technical
economical structural steelwork
ffth edition
iv handbook
Contents
1. Preliminary Considerations 1
1.1 Introduction 1
1.2 Factors infuencing Framing Cost 1
1.3 Integrated Design 2
2. General Factors Affecting Economy 3
2.1 Steel Grades 3
2.2 EconomyinuseofMaterial 4
2.3 Fabrication 5
2.4 Erection 7
2.5 Surface Treatment 9
2.6 Fire Resistance 11
2.7 Specifcations 12
3. Framing Concepts and Connection Types 16
3.1 Introduction 16
3.2 Connection Types 16
3.3 Basic Framing Systems 19
3.4 Cost and Framing System 23
3.5 Framing Details 24
3.6 Conclusion 26
4. Industrial Buildings 27
4.1 Introduction 27
4.2 Warehouse and Factory Buildings 27
4.3 Large Span Storage Buildings 34
4.4 Heavy Industrial Structures 34
5. Commercial Buildings 36
5.1 Introduction 36
5.2 Low-Rise Commercial Buildings 36
5.3 High-Rise Commercial Buildings 37
5.4 Floor Support Systems 40
5.5 Composite Construction 41
5.6 Summary 42
6. Bolting 43
6.1 Introduction 43
6.2 Bolt Types 43
6.3 Bolting Categories 43
6.4 Factors Affecting Bolting Economy 44
6.5 Summary for Economic Bolting 45
7. Welding 48
7.1 Introduction 48
7.2 Types of Welds 48
7.3 Welding Processes 50
7.4 Other Cost Factors 51
7.5 Economical Design and Detailing 52
8. Detailing for Economy 56
8.1 Detailing on Design Engineers Drawings 56
8.2 Beams 56
8.3 Columns 59
8.4 Trusses 63
8.5 Portal Frames 65
8.6 Connection Detailing 66
9. References & Further Reading 75
10. Standards 77
Page Page
economical structural steelwork
ffth edition
1 handbook
1. Preliminary Considerations
1.1 Introduction
It is generally accepted that the objective of engineering
design is the achievement of an acceptable probability that
the structure being designed will retain its ftness for purpose
during its planned lifetime. It is also of utmost importance that
the initial costs plus the maintenance costs of the completed
structure be within the limits provided by the Client.
For the design to be successful in the sense just outlined, the
designer should search for design alternatives which consider
strength and serviceability on the one hand, and economic
feasibility on the other. In other words, out of a number of
alternative structural solutions which comply with accepted
design criteria for strength and serviceability, the designer
should select the alternative likely to be the lowest overall
cost. To do this successfully, the designer should develop an
appreciation of the basic sources of expenditure in building
construction and their effect on the overall cost of construction.
In practice, the design problem is an optimisation problem.
The solution to any optimisation problem involves having
some means of judging the overall merit of alternatives.
With regard to a building, the measure of overall merit,
usually provided by the Client, will involve one or more of
the following criteria:
(a) Functional requirements.
(b) Strength and serviceability.
(c) Aesthetic satisfaction.
(d) Economy in relation to capital and maintenance costs.
This publication deals almost entirely with item (d) above.
In the preliminary and fnal design, the designer often deals
primarily with member design and consequently tends to
consider the minimisation of the mass of the structure as a
guiding criterion towards achieving minimum cost. That is, the
designer substitutes the more straight forward criterion of mass
minimisation for the more involved criterion of minimum cost.
In regard to steel structures, a minimum mass solution
does not necessarily result in a minimum cost solution.
Connection detailing and the resulting cost of fabrication
and erection are more often the major infuences affecting
overall cost. Undue preoccupation with the minimisation
of the mass of a steel structure can lead to serious errors
of judgement.
This publication is intended to highlight the manner in
which a number of factors affect the cost of steel detailing,
fabrication and erection. It will also highlight the infuence
these costs have on the total fnal cost of a steel structure.
1.2 Factors infuencing Framing Cost
Fabricated steel has been traditionally costed on a per
tonne basis. Consequently, in discussing the cost of
fabricated steel, the question often raised relates to how
much is the cost per tonne of fabricated steel. Such a
question usually ignores the fact that a large number of
factors have a signifcant infuence on the fnal cost of
fabricated steel.
A more rationalised approach to the costing of fabricated
steel is based on a cost per metre for sections and
cost per square metre for plates depending on the size
of the member. Fabrication costs for connections and
erection costs, etc can then be added on a component by
component basis (Ref 1.1).
For multi-level steel construction a cost per square metre
can also be used for fabricated steelwork based on each
foor area.
In the design, detailing, fabrication and erection of a steel
structure, the following factors infuence the cost of the
framing:
(a) Selection of the framing system.
(b) Design of the individual members.
(c) Design and detailing of the connections.
(d) Fabrication processes used.
(e) Erection techniques used.
(f) Specifcation for fabrication and erection.
(g) Other items such as corrosion protection,
fre protection, etc.
The selection of the most effcient framing system is
fundamental to achieving an economical framing solution
and aspects relating to this item are discussed in Sections
3, 4 and 5.
Effcient member design remains an important cost factor
tempered by the comments made in Clause 1.1. Detailed
consideration of this item does not fall within the scope
of this publication. One point that does deserve mention,
however, is the avoidance of the individual design of
every beam and column in an attempt to achieve least
mass. The aim should be to group similar members (e.g.
similar main beams in a foor grid) and adopt the one size
for all members of the group. An experienced designer
will optimise the design by being aware that if too much
grouping is done, there will be material wastage. However,
if little grouping is done, then there is a great waste of time
on the part of the draftsperson and the erector.
Economic fabrication and erection are signifcantly affected
by economical connection details. This publication is very
concerned with economic detailing of steelwork and the
manner in which detailing infuences the cost of fabrication
and erection. Sections 6, 7 and 8 deal with a variety of points
which need consideration.
The specifcation (item (f) above) is a major infuence on the
cost of both the fabrication and erection since it specifes
the quality of materials and workmanship required.
Similarly, the costs of both corrosion protection and fre
protection (item (g) above) are important infuences on
the fnal cost. All these items are discussed in greater
detail in Section 2.
economical structural steelwork
ffth edition
2 handbook
1. Preliminary Considerations
1.3 Integrated Design
One of the obstacles to achieving maximum economy
is that three of the most important activities in steel
frame construction, namely structural design, detailing
and fabrication, are usually done in isolation from one
another. This is partly due to the specialisation in each of
the disciplines and partly because of a lack of an effective
dialogue among the people involved.
As a result of this, there often occurs a total preoccupation
with the analytical phase of the design, and a complete
absence of rational thinking about the detailing phase.
Consequently, the problems that arise during the detailing
phase are solved by complicating the detail rather than by
modifying the design concept. When the job reaches the
fabrication shop, there is little alternative but to carry out
whatever happens to be shown on the drawings.
A more ideal situation results when the design effort
is integrated so that the framework, its members and
its connections are considered as a whole. In this way,
it becomes possible to modify the structural framing
concept to allow the use of simpler and less costly
connections in the interest of overall economy.
The cost factors listed in Clause 1.2 should be considered
in an integrated manner so that interactions between the
framework, its members and its connections are considered
during the design process. In this way, one aspect can be
altered to enable another to be improved. This enhances
the overall cost effciency of the fnal structure.
Obviously, such an approach ideally requires an extensive
and up-to-date knowledge of the steel fabrication and
erection industries. Since such knowledge is not always
easily achieved, communication with fabricators is a
useful method of establishing the optimum practical
solution. An interchange of ideas among fabricators,
erectors and designers is an ideal situation for achieving
optimisation.
Itshouldbeappreciatedthatwhatconstitutesdesign
andgood(i.e.economical)designwillvarydepending
on whose viewpoint is being considered. To the designer,
an economical design is usually the lightest member to
carrytheload.Tothefabricator,agooddesignmeans
high tonnage output with minimum amount of labour. To
the erector a good design is one where most members
are the same size and can be interchanged without any
problems.
Clearly such different viewpoints are best resolved by an
integrated and interactive approach on the part of the
steelwork designer.
The Steel Detailer, using 3D modelling software, can assist
in providing a service to designers by modelling the steel
structure prior to engineering analysis and exchanging
datainaBuildingInformationModelling(BIM)environment.
The Steel Detailer can also provide a range of outputs for
the Steel Distributor and/or Fabricator to utilise, speeding
up the production of structural steelwork. Guidelines on
Steel Detailing outputs are provided in Ref. 1.5.
Further, the recent emergence of the Steelwork Contractor
who integrates design, detailing and fabrication is
providing a building solution which minimises overall
costs. The Steelwork Contractor can also integrate
following trades in order to minimise risk for the main
buildingcontractorandprovideaTotalSolution.
economical structural steelwork
ffth edition
3 handbook
2. General Factors Affecting Economy
2.1 Steel Grades
2.1.1 STRUCTURAL STEEL
Throughout the world the least costly and most commonly
used grades of steel for structural purposes are those
generally referred to as normal strength structural steel.
In Australia such steel is covered by AS 3678 or AS
3679 (Parts 1 & 2). It has a typical design yield strength
of 250/300 MPa (varying above and below this fgure
depending on thickness), a tensile strength of at least
410/430MPa,aminimumelongationof22%andacarbon
equivalent of 0.43/0.44 so as to assure good weldability.
AS 3678 and AS 3679 (Parts 1 & 2) are omnibus
standards covering a family of structural steel grades
including variants of the main grades having superior low
temperature toughness.
Plates, rolled sections, welded sections and bars are
all produced to these standards, although not every
product is available in every grade. This is explained more
fully in Table 2.1.
2.1.2 WEATHERING STEEL
AS 3678 and AS 3679 (Parts 1 & 2) also deal with so-called
weathering steel. Weathering steel contains alloying
elements which cause it to weather to a uniform patina
after which no further corrosion takes place. By nature
of the chemical composition the steel is high strength
(Grade 350) steel. However in Australia it is available in
onlyalimitednumberofproductsseeTable2.1.
2.1.3 HOLLOW SECTIONS
In Australia structural hollow sections are produced to
the product standard AS 1163. This standard covers a
number of cold-formed (C) grades. Rectangular hollow
sections are available in Grade C350 and Grade C450.
Circular hollow sections (CHS) are available in Grade
C250 and Grade C350.
2.1.4 QUENCHED AND TEMPERED STEEL
Steel plates are produced in Australia in very high strength
heat-treated grades known as quenched and tempered
steel. These steel plates are useful in special applications
where mass reduction is important (e.g. crane booms) or
where their high wear resistance is needed (e.g. dump
truck bodies).
Australian Standard AS 3597 covers these steel plates for
structural steel applications and for use in pressure vessels.
2.1.5 CHOICE OF STEEL GRADE
Table 2.1 lists the availability of various products by steel
grade. The indicative relative cost of grades is shown in
Table 2.2. For most structures the greatest economy will
be achieved by the selection of the least costly and most
readily available steel, i.e. Grade 300.
In large structures with longer lead times the use of higher
grades will often be worth considering at least for parts
of the frame. Heavy plate members such as bridge
girders are one instance where higher grades may prove
economical. Other applications include:
Multi-storeystructures,particularlywithcomposite
steel beams; also in maintaining the same column
size down a building by varying steel grades;
Trussesandlatticegirders.
Grade350steelcostsaround5%morethanGrade300,
and generally about 5% more to fabricate. To offset
these cost extras, it provides greater yield strength but
no increase in stiffness.
In some frames, signifcant reduction in steel mass may
overcome the increase in material cost and fabrication
cost by the use of higher grades. Each individual frame
must be assessed on its merits, but there are undoubtedly
applications where the use of higher grades is economical.
TABLE 2.1: Availability of products by Grade
(check currency of information with steel suppliers)
Steel Grade
Plates
(or Floor
plates)
Rolled
Sections
Welded
Sections
Structural
Hollow
Sections
Grade AS 3678 AS 3679.1 AS 3679.2 AS 1163
200
250
250L0
250L15
300
300L15 +
350
350L0
350L15
400
400L15
WR350/1
WR350/1 L0
C250
C350
C450
Quenched & Tempered Structural Steel
AS 3597
80
Notes:
Regular grade commonly produced, readily available
from stockists.
Regular grade not commonly produced, availability
subject to time limitations and order size.
Non-regular grade, availability subject to time limitations
and order size.
Not manufactured.
economical structural steelwork
ffth edition
4 handbook
2. General Factors Affecting Economy
While the information presented in Table 2.1 is indicative
of the general situation, it must be remembered that the
steel suppliers are always willing to discuss special cases
where, for example, the economics of a high strength steel
has been considered by the designer and the sections
required are not normally manufactured in that grade. For
a project requiring large tonnage of specifc sections, it
may be possible to negotiate a special order with the
supplier, provided that an arrangement has been agreed
at an early enough phase in the design.
Conversely, on average projects the designer should
always be careful to keep within the range of readily
available products so as to ensure that no problems of
steel procurement occur at the fabrication stage.
TABLE 2.2: Indicative cost ratios for different grades
of structural steel (per tonne, supply only)
Grade Plates
Rolled
Sections
Welded
Sections
AS 3678, AS 3679.1 & AS 3679.2
Grade 250 100 100
250L0 105
250L15 110 105
300 100 100 100
300L15 105 100
350 105 105
350L0
350L15 110
400 115 105
400L15 120 105
WR350/1 125
WR350/1 L0 135
AS 1163
Grade C250 130
C350 130
C450 130
AS 3597 Quenched & Tempered Steel
80 200
2.2 Economy in use of Material
As well as having a knowledge of the factors affecting the
choice of steel grade, the designer should also be aware
of how design decisions can avoid unnecessary material
cost or wastage. This will involve a study of the factors
discussed below.
2.2.1 STEEL PRICING
Mill prices are expressed in terms of a base price and
various extras. The base price relates to the type of mill
product such as plate or sections, while extras relate to
specifcs of the particular product or section.
The most common extras for structural quality steel
include the size or designation, standard or non-standard
lengths, quantity extras or discounts related to the total
mass of individual order items, and the grade extras which
apply to the quality specifcation for the material chosen.
Quality extras for structural steel relate to the material
specifcations and refect the costs of alloying elements, of
tighter controls on such elements as carbon, manganese,
phosphorus and silicon, and of tighter controls on
manufacturing techniques to meet the specifed chemical
and mechanical properties. The cost of additional tests
and greater frequency of testing, necessary for increased
stringency of yield strength and notch ductility, are also
refected in increased quality and testing extras.
Designers should recognise that the more exotic the
requirements of the steel specifcation, the greater is the
probability that other costs associated with its use, ranging
from procurement through all stages of fabrication, will
also be increased. Unnecessary demands by specifers
for mill heat certifcates for standard sections of known
origin to be used on routine projects is another example
of unnecessary costs added onto projects.
The foregoing relates to purchases made direct from the
steel mill, but in Australia most fabricators obtain their
steel through steel distributors. These steel distributors
aim to carry comprehensive stocks and are thus able to
offer prompter delivery than would be available through the
normal steelmakers rolling programs. Their stock holding
tends to concentrate on popular, high turn-over items.
TABLE 2.3: Preferred steel plate thicknesses (in mm)
3 25 70
4 28 80
5 32 90
6 36 100
8 40 110
10 45 120
12 50 140
16 55 150
20 60
2.2.2 PLATES
In Australia there is a rationalised series of preferred
plate thicknesses as listed in Table 2.3.
For practically all structures the designer should operate
within this standard range. Non-preferred thicknesses
incur cost premiums and extended delivery times, and
should only be considered on major projects where the
overall saving in using a special thickness is greater than
the direct and indirect cost penalties.
economical structural steelwork
ffth edition
5 handbook
2. General Factors Affecting Economy
Similarly there are preferred lengths and widths of
plates which should be borne in mind. Major plate
elements should be dimensioned as far as possible
so that they can be cut from standard plates with
a minimum of scrap. Smaller plate details such
as brackets and gussets should be considered in the
same way, especially when there is a large number
of them. The most common sizes for plates up to 25 mm
thick are 1.8m 6m, 2.4m 6m, 2.4m 9m, 3m 9m
and 3.2m 12m.
Note: Small plate components may be substituted by fat
bars which are considered as sections.
2.2.3 SECTIONS
Australia produces a range of welded products, universal
sections, channels, angles, and hollow sections which
provide the designer with a reasonable choice without
the proliferation which can lead to problems of availability.
The lowest weight in each nominal size of universal section
is the most structurally effcient and they account for over
two-thirds of all UB sales. The designer should therefore
make every endeavour to keep to the lowest weights in
each size range, although this will not always be possible.
Very long lengths of sections become diffcult to keep
straight and to handle, and the mills impose a price extra for
them. It should be especially noted that although universal
sections are listed as being available up to 18m long (and
up to 22m by enquiry), the usual maximum length found in
stock is around 18m. The available lengths of structural
hollow sections are usually restricted to 6.5m (circulars)
or 12m (rectangulars and squares).
2.2.4 SCRAP AND WASTE
The real cost of material is affected by the quantity of
scrap and waste, and designers should be receptive to
suggestions for minimising and controlling the generation
of waste. This may include greater standardisation of
structural sizes, or of plate widths and thicknesses, in
order to take advantage of size and quantity discounts. It
might also include a more liberal approach to the splicing
of beams or other structural sections using standard
lengths.
Random splicing, which involves welded splices
anywhere within the length of a rolled structural member,
can be particularly effective when material is sawn to
length and fabricated on a conveyorised production line.
When carefully controlled, it can dramatically reduce the
accumulation of shorts and thus reduce the total cost.
The only real restriction to random splicing applies to
its use for beams subject to severe dynamic loads. Of
course the savings in scrap have to be balanced against
the welding costs, and the designer should be receptive
to this technique where it is appropriate.
2.3 Fabrication
2.3.1 GENERAL
Fabrication costs are a function of complexity and
are infuenced by:
Size of the component
Sizeandtypeofsectionsinvolved
Amountofstiffeningandreinforcingrequired
Amountofrepetition
Shopandfelddetails
Spacerequirementsintheshop,and
Facilitiesavailableforhandling,liftingandmoving
the structural components.
Fabrication costs are sensitive to simplicity or complexity
of detail, and the degree to which production line
techniques can be applied. They are controlled by the
quality of the shop detail drawings, which must refect the
designers concept for the structure, but must also permit
the optimum utilisation of the fabricators facilities and
equipment. Shop drawing preparation should be guided
by the basic principle that they must provide for economy
of fabrication and for economy of erection.
Shop operations basically involve cutting material to size,
hole-making for mechanical fasteners, and assembling
and joining. Other operations include handling, cleaning
and corrosion protection. All shop operations require
facilities for lifting and for moving or conveying the
structural steel.
Cutting operations include shearing, sawing and fame
cutting; hole-making operations include punching and
drilling; assembly operations include welding and bolting.
Increased use of computer numerically controlled (CNC)
fabrication processes is changing the economics of steel
fabrication. Cutting, drilling and welding operations can
now be undertaken by the CNC fabrication process.
Information from computer drafted shop drawings can
be fed directly into CNC fabrication equipment to further
improve operational effciency. Some fabricators are now
bar coding steelwork to facilitate control and monitoring
of projects.
Generally welding is the preferred method for shop
assembly, with bolting for feld assembly. There are,
however, some fabricators with sophisticated hole-
making equipment, who prefer shop bolting to shop
welding for standard connections. Some steel merchants
also provide basic cutting and drilling services to the
steel fabricators.
Manysteeldistributorsnowofferasteelpre-processing
service where steel sections and plates are cut and
drilled to size. The fabricators then weld the components
together in the workshop.
economical structural steelwork
ffth edition
6 handbook
2. General Factors Affecting Economy
2.3.2 BEAM AND COLUMN FABRICATION
A large part of structural steel fabrication consists of
beam and column work. It embraces framing members
consisting of standard rolled shapes connected by shear
or moment connections, and also includes highly irregular
framing members with custom designed built-up sections
and complex connections designed for combinations of
shear, moment and direct tension.
Simple beam and column fabrication lends itself to
production line methods, in which the members are
transported on a series of conveyors to saws which cut
the material to length, and to hole-making equipment
which provide holes in either the web or fange or both.
Any additional requirements, such as the attachment of
cleats or brackets, are off-line operations. It is important
therefore that connections and other details be selected
so as to provide the maximum number of members with
only cutting and holing. Otherwise the economy of using
CNC equipment and the conveyorised beam-line system
will be less apparent (see Figures 3.13 and 8.29).
Many steel distributors now offer steel pre-processing
services where steel sections and plates are cut and
drilled to size. The fabricators then weld the components
together in the workshop.
2.3.3 GIRDER AND TRUSS FABRICATION
Fabrication of plate girders and trusses differs from beam
and column work in that it involves assembly in the shop,
and calls for adequate space and handling facilities. Both
girders and trusses require special ft-up jigs for assembly
and welding, and the availability of heavy lifting equipment.
Just as with beam and column work, however, the key
to productivity and economical fabrication is the use of
simple standard details for stiffeners, splices, gussets, etc.
For plate girders all details should be designed for
automatic welding, allowing adequate clearances for
the welding machines to pass and for termination of
weldsattheendsofwebstiffeners.Maintainingconstant
width fanges within a shop fabricated length of girder
permits splicing of multiple width plate and subsequent
stripping to fnished width. This will reduce weld set-
up time, eliminate weld starts and stops, and require
only one set of run-on and run-off tabs. Reductions of
fange widths, web depths and plate thicknesses purely
to reduce mass should be considered very carefully as
they can signifcantly increase fabrication costs.
Control of distortion in plate girder fabrication is a major
problem which can be helped by design which minimises
the amount of welding and avoids the use of signifcantly
non-symmetrical sections. It is false economy to design
for minimum web thickness only to require web stiffeners,
thereby increasing the amount of welding and distortion;
or to use very light top fanges in composite girders only
to compound the problem of camber control. See also
Clause 8.2.5.
Trusses can be designed in a large variety of confgurations
which depend on the truss span, depth and loads to
be carried. Therefore, it is impossible to make general
statements regarding the most economical design for
fabrication, other than to stress again the importance
of simplicity of detail. Designers should avoid situations
that can cause weld restraint and problems resulting from
weld induced distortion. As far as possible trusses in the
one project should have the same confguration so that
they can all be fabricated from the one jig.
In truss work, the correct selection of chord members can
often remove the need to turn the truss over during the
fabrication (see Clause 8.4). This will enable the fabricator
to complete the entire welding on the truss component
without further handling.
2.3.4 SUMMARY FOR ECONOMIC FABRICATION
The key to economic fabrication is the use of standards at
all stages. This includes standard procedures, standard
schedules, standard drawings, and above all standard
connections and details. Non-standard details are usually
handled as special job standards; however, the net effect
of any specials is to slow production with some loss of
fabrication economy.
In the selection of connections the designer should
observe the following principles:
Selectmembersandconnectionstoprovidea
maximum of repetition throughout a structure.
This provides the fabricator with the opportunity
to make up jigs and fxtures to speed up the
fabrication process.
Asfaraspossible,selectconnectionssothatthe
assembly of ftments on a member can be carried
out in one position. This will reduce the number of
handling or rotating operations during fabrication.
Keepthenumberofcomponentsinaconnection
to a minimum.
Select connections so that assembly of components
occurs on the least number of members.
Asfaraspossibleuseconnectionsthatare
standard in the industry (see ASI: Connections
DesignGuidesFirstEdition2007(Ref.1)).
Ensureaminimumstandardofdocumentation
inlinewithASIspublication:AGuidetothe
Requirements for Engineering Drawings of
StructuralSteelwork(Ref.2.12).
Mostimportantly,keepanopenmindonthe
selection of members and connections. Before
fnally committing a design to the detail design
phase, communicate with the industry and try to
determine the best solution to optimise the use of
material and labour in the fabrication shop. This
industry communication can often be facilitated
through the services of ASI.
economical structural steelwork
ffth edition
7 handbook
2. General Factors Affecting Economy
2.4 Erection
2.4.1 GENERAL CONSIDERATIONS
The rate of erection of steel in a structure is controlled by
fve main factors:
1. Connection simplicity
2. Number of members
3. Number of bolts and/or amount of feld welding
4. Size and effciency of erection crew, and the
equipment at their disposal
5. Timely supply of steel.
It is interesting to note that of these factors, the frst three
are under the control of the designer.
Connections should be simple, and of such a type that the
allowable tolerances (in member size and shape, detailing
and fabrication) can be accommodated during the placing
of the members.
The number of members should be kept to a practical
minimum and so should the number of bolts or amount
of feld welding. There should be suffcient access for
welding or for tightening bolts using power wrenches.
Bolted connections should be used wherever possible
and feld welding kept to a minimum. Connection plates
should be shop welded to one member rather than feld
bolted to both, unless other considerations govern.
Every endeavour should be made to standardise as far as
possible (member sizes, bolt sizes, type of connection,
gauge lines, member spacing, etc.), and careful
consideration should be given to how a member is to be
installed with minimum interference by other members,
gusset plates, etc. (see Ref. 1).
With an increasing awareness of the importance of
employee safety in the work place, erection methods
are changing. Designers and erectors have a duty of
care and should consider safe erection methods. The
use of equipment such as cherry pickers is becoming
more common during erection. Designers need to
include anchorage points for safety lines and harnesses
for riggers. These issues are resulting in steelwork
being erected on the ground and then craned up to
fnal position in many projects to reduce the amount of
work done at great heights. This may require alternative
design and detail methods and utilisation of additional
short term cranage but provides a safer work site. A safer
work site will lead to faster and more economical erection.
2.4.2 HANDLING AND TRANSPORT
As a general rule it is more economical to erect fewer large
pieces than many small pieces, due to the number of lifts
involved and the number of joints to make. Generally this
means fabricating larger pieces in the shop to reduce
the number of pieces and feld connections. On the
other hand, transportation constraints may limit the size
of a piece for delivery to the site and require additional
feld splices. For example, with long fexible trusses, the
transportation length may have to be curtailed to avoid
damage during transfer to site or to avoid obstructions
along the way.
Large sub-assemblies may require to be transported
using special vehicles attended by police escort, and
this may add greatly to the fnal price of the structure.
However, projects outside capital cities could use
this approach as it minimises the size of the site crew
required to be mobilised on a remote or semi-remote
site. With greater availability of larger mobile cranes
and trucks, the balance between transport costs and
site costs is changing. Where projects require large
site crews, minimising time spent on site is essential to
economical erection. The erection or trial erection of large
components in a fabricators yard before delivery to site is
good practice and a cost savings exercise. Trial erection
guards against fabrication errors being discovered on
site which may prove expensive to rectify.
To minimise transport costs it is important that vehicles
travel fully laden. The dimensions of a typical load of
structural steelwork which requires no special escort
are in the order of 15m long 3m wide 2m high. It is
important that like pieces are loaded together to optimise
truck capacity, but also that the components be delivered
to site in the order required by the erection sequence (i.e.
columns followed by beams from the ground upwards).
This will save double handling on site and also reduce the
cost of site storage and possible damage.
The virtue of designing for repetitive components has
already been stressed. The gains can be partly lost on
site if interchangeable parts are given individual mark
numbers. This will require the erector to search for a
particular number mark on a member when any one
of a considerable number of members would ft. After
completing a design it is worth looking at marking plans
with this idea in mind.
Indicative transportation costs are given in Table 2.4. Costs
include the loading of steelwork onto and off the truck.
TABLE 2.4: Transportation costs
Transport
Fabrication Shop
to Site (see Note)
Section Mass (kg/m) $/member
0 to 60.5 20
60.6 to 160 70
160.1 to 455 260
Notes:
1. Allow for twice the cost of transportation if the surface
treatment is applied at premises other than the
fabrication shop.
2. See also Ref. 2.13.
economical structural steelwork
ffth edition
8 handbook
2. General Factors Affecting Economy
2.4.3 CONNECTIONS
It is in the fnal fxing of members that the greatest scope
for erection economy lies. Connections selected to permit
fexibility in ft up should be of prime concern to designers.
The use of one type of bolt and one bolting procedure
throughout a structure will allow the use of a minimum
variety of tools on site and provide for speedy erection
sequence (see Section 6). Similarly where site welded
connections are required, cleats should be incorporated
to allow mating members to be held together in place for
actual welding.
Angle seat, angle cleat and web side plate connections
(see Clause 8.6.2) provide considerable fexibility in ft-up,
and are preferred in braced frames from a purely erection
viewpoint. The fexible end plate connection is not quite
so easy to erect, although its selection may be decided
by other considerations.
In rigid frames, the following should be taken into
consideration for the design of bolted connections:
Theendplatedepthshouldbekepttoaminimum
to reduce the tendency to jam during installation
(Figure 2.1).
Thetolerancebetweenthefaceoftheendplate
and the face of the column should either be
tightly controlled so that the building plumbs itself
automatically, or allowance should be made
for shimming in order to plumb the building.
Shimming, however, can be expensive.
Inendplateconnectionsforportalframescareful
consideration should be given to access for
installing and tensioning bolts, (see Table 8.1).
If welded connections are preferred, the following should
be taken into consideration:
Weldedconnectionsarenormallyerectedusing
a bolted erection connection. The same criteria
should apply to the design of these connections
as described above.
Substantialerectionclearancebetweentheend
of the girder and column face should be provided
where permitted by the design of the connection.
Fieldweldingshouldbekepttoaminimumand
overhead welding should be avoided.
Attentionshouldbepaidtoaccessforwelding
and welding inspection.
Considerationshouldbegiventoplumbing
the building.
The most signifcant time delays in the erection of a girder
can be expected to occur when it is installed with the
end connection against a column web. The girder can
normally only be manoeuvred in a vertical plane and
frequently jams. Gusset plates, stiffeners, and other
members tend to interfere with its installation. Access
for bolting is usually diffcult and sometimes impossible.
Every effort should be made to get the connection outside
the fanges of the column, or at least as far out from the
web as possible. This is especially important when the
column section is compact. Consideration should always
be given to excluding direct girder/web connections even
if it involves increasing column weight, and/or fabrication
costs (see Figure 2.2).
FIGURE 2.1: Deep end plates can cause jamming
FIGURE 2.2: One example of how to avoid the
problem of access to column web connections
2.4.4 FIELD BOLTING
In projects with a predominance of large connections,
threads may be excluded from the shear plane for bearing
type connections as this will help to reduce the number
of bolts. However with Australias ISO metric long-thread
bolts, care should be taken that the long stick-through
that occurs does not cause fouling or access problems.
In projects with small connections the saving in number
of bolts is not so evident and it is more economic to
design for threads included in the shear plane. This
then means that bolt lengths can be selected so as to
avoid excessive stick-through. However the two systems
(threads-in, threads-out) should not be mixed on the one
job (see Ref. 6.1).
economical structural steelwork
ffth edition
9 handbook
2. General Factors Affecting Economy
Generally, the smaller the bolt the easier it is to install.
Bolt diameters should therefore be kept small if this can
be done without compromising the objective of keeping
thenumberofboltstoaminimum.M12boltsarenormally
adequate for stairs and girts, while M20 bolts are the
maximum size which should be considered if access for
tensioningispoor;otherwiseM24boltsareacceptable.
Bolts should be specifed as snug-tight unless there are
compelling reasons why fully tensioned bolts are necessary.
The cost of full tensioning, including associated inspection,
is very high and can double the cost of each installed bolt.
Access for wrenches is also less critical where only snug
tightening is to be carried out. Care should be exercised,
however, where a project is designed to overseas codes
because some of these require high strength structural
bolts to be always fully tensioned.
It is preferable that only one bolting category (see Section
6) be used on any one structure. When a departure from
the general category (e.g. to fully tensioned bolts, to
threads excluded from shear plane, etc.) is unavoidable,
this should be highlighted on erection and detail drawings
to reduce the possibility of the requirement being
overlooked by erection crews.
MoreinformationonstructuralboltingisgiveninSection
6 and Ref. 6.1.
2.4.5 FIELD WELDING
Where site welding is used for connections the total
amount of welding on the job should be suffcient to justify
the cost of bringing and setting up welding equipment
on the site.
Access for welding is also important, and it should be
remembered that a welder generally requires a substantial
and carefully placed working platform.
Otherwise the normal rules for economic welding apply.
Fillet welds are preferred to butt welds, and down-hand
welding to any other position. In most structural work diffcult
out-of-position welds such as overhead are very slow and
costly (see also Section 7).
2.4.6 BRACING
Bracing is usually diffcult and time consuming to install.
To reduce erection time, the number of braced bays
should be kept to a minimum (i.e. fewer braced bays with
heavier bracing is preferred).
Wherever possible, wall bracing should be connected
to columns rather than beams. This allows bracing to
be installed before the beam above is in position, hence
reducing any interference this beam may cause during
erection. Connecting the brace to the column at its lower
end eliminates interference to the foor system resulting
from a gusset plate on the top fange of a beam.
Connecting wall bracing to the column also usually results
in lower fabrication costs.
2.5 Surface Treatment
2.5.1 GENERAL CONSIDERATIONS
With the development in recent years of a large variety of
surface treatment methods, the designer may experience
considerable diffculty in selecting the optimum system
for a particular application.
Furthermore, it is often not fully realised that the cost
of a sophisticated multi-coat treatment system can
easily be more than the cost of the raw steel itself. Thus
care is needed to avoid unnecessary, and sometimes
unexpected, surface treatment costs.
These costs are a function of surface area which can
vary with both, the type of section used and the class
of construction.
For example, a structural hollow section has typically only
one-half to two-thirds of the surface area of an open
structural section (UB, UC) of equivalent capacity, for
this reason, hollow sections are well worth bearing in
mind for applications requiring any signifcant amount of
multi-coat surface treatment.
Heavy steel construction such as for power stations
usually averages out with comparatively less surface
area (despite the higher tonnage) than a typical factory or
warehouse where light trusswork may have a much greater
surface area (despite the lower tonnage). Obviously
treatment costs on a per square metre basis will vary
widely depending on the actual surface area to be treated.
2.5.2 STEEL PERFORMANCE
Bare steel will corrode only in the presence of both
oxygen and moisture. Corrosion will be accelerated if
traces of pollutants such as sulphur dioxide or chlorides
arepresenttheso-calledaggressiveenvironments.
Steel inside a building is rarely a corrosion risk except
in the occasional case where the building houses an
aggressive atmosphere as a result of its purpose, (e.g.
a fertiliser factory). It follows therefore that steel needs
no corrosion protection whatsoever in most interior
applications such as multi-storey buildings where the
steel framing is eventually concealed.
Where the steelwork remains exposed to view as in a
factory or warehouse the same negligible risk applies but
in these instances the owner may require a surface fnish
for a more attractive appearance. The designer should
distinguish between treatment specifed to achieve
protection from corrosion and that specifed merely to
provide decoration. In practice, of course, any surface
fnish will attempt to do both.
Detailed advice on the classifcation of environments and
the selection of appropriate surface treatment systems
is contained in AS 2312 Guide to the protection of iron
and steel against exterior atmospheric corrosion (see
Section 10).
economical structural steelwork
ffth edition
10 handbook
2. General Factors Affecting Economy
2.5.3 SURFACE PREPARATION
An important part of any steel treatment system is the
preliminary surface preparation. This can range from
simple degreasing and brushing to costly chemical or
mechanical descaling.
The surface preparation should be matched to the applied
fnish. Expensive paint systems will not last if applied
to only partially prepared (e.g. wire-brushed) surfaces.
Conversely it is a waste of money applying a low-cost
porous alkyd primer to a descaled white metal surface.
Various methods of surface preparation are covered by
AS1627Metalfnishingpreparationandpretreatmentof
surfaces (see Section 10), and advice on their selection
is contained in AS 2312 (see Section 10).
The most commonly used methods in Australia are wire
brushing (suitable for low cost paints) and abrasive
blasting to Class 2-1/2 of AS 1627 Part 4 (needed for
high performance paint systems). Wire brushing is a
time consuming and costly preparation method and
would normally only be considered if the work was
to be performed on site. Acid descaling (pickling) is
encountered mainly as part of the hot-dip galvanising
process (see Clause 2.5.5).
An idea of the costs of various methods of surface
preparation is given in Table 2.5.
TABLE 2.5: Surface treatment costs
Section
Mass
Paint Type Hot Dip
Galvanise
ROZP
ROZP
+ Alkyd
Gloss
IOZ
Zinc-Rich
Epoxy
+ Epoxy
MIO
(kg/m) $/m
2
$/m
2
$/m
2
$/m
2
$/m
2
0
to 60.5
18 24 29 42 21
60.6
to 160
17 23 28 40 34
160.1
to 455
15 22 27 38 55
Notes:
1. ROZPsinglecoatofredoxidezincphosphateprimer
@ 40m DFT applied to a Sa2 blast cleaned surface.
2. ROZP+AlkydGlossredoxidezincphosphateprimer
@ 40m DFT plus alkyd gloss @ 40m DFT applied to
a Sa2 blasted surface.
3. IOZsinglecoatofinorganiczincprimer@75mDFT
applied to a Sa2 blast cleaned surface.
4. Zinc-RichEpoxy+EpoxyMIO2packzincrichepoxy
primer@75mDFTplus2packhighbuildepoxyMIO
@ 150m DFT applied to a Sa2 blast cleaned surface.
5. These prices are intended for comparison use only and
are not absolute. Please refer to coating contractor for
current pricing.
2.5.4 PAINT SYSTEMS
There is a very large selection of paint systems available
forstructuralsteeltoomanytobediscussedwithinthe
scope of this publication. However, excellent guidance
on the performance and capabilities of various paint
formulations is given in AS 2312.
Probably the most commonly used paint is red oxide zinc
phosphate primer, often referred to as ROZP. Paints of
this type provide an economic base for possible further
decorative coats of conventional oil paint. However being
permeable, ROZP cannot be expected to last if left in the
open for more than normal construction periods.
Another regularly used paint is inorganic zinc silicate
primer which is applied over a Class 2-1/2 abrasive blast
preparation. It forms an excellent base for most high
performance paint formulations, or gives good results
as a single coat protection for steel in all but the most
aggressive environments.
Paint is normally applied to steel by spraying. It is
sometimes suggested that better coating is achieved by
brush application, but there is little evidence to support this
claim. Brush application costs two to three times as much
as spraying, and cannot be used at all for some modern
paints; inorganic zinc silicate is an example.
If a multi-coat paint system is required then it is
recommended that a rapid cure system be specifed to
allow a quicker turn around of product.
Table 2.5 includes the cost of the fnish painting in
the surface treatment costs. It should be noted that
transportation costs should also be considered if the
treatment is done at premises other than the fabrication
shop. Table 2.4 gives an indication of transportation costs.
2.5.5 HOT-DIP GALVANISING
Galvanising is carried out by specialist frms and the
process requires pre-cleaning and surface preparation,
usually by pickling. The cost of galvanising includes these
preparatory processes.
Advice on the performance of hot-dip galvanising, either
as a single coat protection or as a base for paint systems,
is contained in AS 2312.
When considering galvanising the designer should
ascertain the scope of local facilities, and in particular
the size of the available galvanising baths. The galvanising
bath determines how big an individual component can
be dipped. (Items larger than the bath can sometimes
be galvanised by double dipping but at extra handling
cost). Information on bath sizes in Australia is given in
After Fabrication Hot-dip Galvanising (Ref. 2.4).
economical structural steelwork
ffth edition
11 handbook
2. General Factors Affecting Economy
2.5.6 DESIGN AND DETAILS FOR CORROSION
RESISTANCE
In a severe environment where steelwork is exposed to
aggressive conditions the designer can vastly enhance the
corrosion resistance of the structure by careful attention
to a few simple principles. Conversely a structure with bad
details will not perform satisfactorily no matter how much
has been spent on elaborate multi-coat protective systems.
Fortunately, the principles of good corrosion detailing
are generally much the same as those for economic
fabrication. Connections and other details should be
kept as simple as possible with the minimum number
of components. Depressions, pockets, ledges, narrow
crevices and anywhere where water and foreign matter
may lodge permanently should be avoided whenever
possible. In really severe situations the use of box sections,
CHS or RHS might be considered. Several examples of
good and bad practice are given in AS 2312.
2.5.7 SUMMARY CHECKLIST
FOR SURFACE TREATMENT
1. The required level of surface treatment and/
or corrosion protection should be decided at
the very earliest stage of the design, so that all
design decisions can be made with this in mind.
2. In benign atmospheres such as the interiors of
most buildings, or exposed steelwork in non-
polluted non-marine environments, corrosion
rates are generally so low as to not require
corrosion protection. Any painting carried out
would therefore be only for aesthetics.
3. Where corrosion protection is required,
the extent needs to be carefully evaluated
to ensure that it is appropriate to the
circumstances. Too much protection is a
waste of money, as also is too little. Obviously
professional judgement is needed.
4. The degree of surface preparation should
match the surface treatment system to be
applied (see Clause 2.5.3).
5. As painting is substantially a labour intensive
process, the current trend is to replace multi-
coat (3 or 4 coat) systems with one or two
coat systems. Zinc-rich paint systems are
consequently increasingly used, particularly
on blast cleaned surfaces. In these systems,
however, flm thickness build is vital to a
satisfactory performance.
6. Gooddesignpracticeisessentiale.g.avoid
pockets where water and debris can lodge and
accelerate coating failure (see Clause 2.5.6).
7. Allowance should be made for easy future
repainting.
8. Shop painting is always cheaper and more
effective than site painting, but no steel can
be handled, transported and erected without
damage to the coating from crane slings, etc.
Touching up of the base coats and the fnal top
coat must therefore be done on site.
9. Hot-dip galvanising is a high performance
protective system which is not prone to
damage during transport and handling. In some
circumstances it may cost the same as an
alternative paint system (see Table 2.5).
10. Recent developments in the feld of corrosion
protection have evolved protective systems
greatly superior to those available some
years ago. These systems are expensive
but are invaluable when appropriate, as in
exposed structures in severe industrial or
marine environments. However, this has led to
waste of money by the specifcation of such
sophisticated treatments in circumstances
where they are not necessary.
11. Some paint systems require special application
techniques, controlled temperature and
humidity when being applied, long drying
times or may have a tightly constrained time
interval between successive coats. Designers
should be careful of such sensitive systems
as experience has shown that they are almost
impossible to apply correctly in normal
construction industry conditions.
2.6 Fire Resistance
2.6.1 GENERAL CONSIDERATIONS
All structural material can be damaged in severe fre
conditions and steel, although non-combustible and
making no contribution to a fre, can have its function
impaired. For this reason, building regulations require it
to be protected, usually by a non-combustible insulation,
when used for certain elements of construction in some
types of building. Building regulations prescribe statutory
levels of fre resistance for structural steel members in
many types of applications.
The fre resistance level of a building element or structure
is determined by constructing a truly representative
prototype of that element or structure incorporating fre
protection materials, systems or coatings where necessary
and submitting that prototype element or structure to the
Standard Fire Test. The Australian Standard Fire Test
is given in AS 1530 Part 4 which enables a fre tested
element or structure to be assigned a fre resistance
level in accordance with the criteria laid down in the fre
test standard. Fire resistance ratings are expressed in
minutes such as 30 min, 60 min, 90 min, 120 min, 180 min
or 240 min.
Traditionally, building regulations have been based on
the trial-and-error concept of the practical fre test.
This is administratively convenient, but has two main
disadvantages. Firstly, until recently it has been diffcult
economical structural steelwork
ffth edition
12 handbook
to predict from a particular test the fre performance
of a similar but slightly different confguration calling
perhaps for further expensive tests. Secondly, it has been
shown that the conditions of the standard fre test do
not replicate the observed behaviour of actual building
fres. The present day trend is toward the development
of fre engineering design rules whereby the engineer
can design for fre performance in the same way as he
or she does for structural performance. The Australian
design code AS 4100 contains a comprehensive section
on design for fre and it seems likely this approach will
become a more common procedure.
2.6.2 REGULATORY REQUIREMENTS
Australian Building Regulations require that elements
of a structure achieve specifed fre resistance levels
(FRL). The level of fre resistance required for a
particular application is related to the expected fre
load within the building (which is in turn related to
type of occupancy), to the building height and area
and to the fre zoning of the building locality and the
on-site positioning. It is not within the scope of this
publication to repeat the requirements of the various
Building Regulations.
The fre ratings of common building elements have become
well established by virtue of accumulated testing and
accepted values are specifed in the various Codes and
Regulations. Unprotected steelwork does not normally
attract any FRL, except where specialised approaches
are adopted. One example is in open car parks where full
scale tests have demonstrated that bare steel will not reach
a critical temperature should a car catch fre (Ref. 2.5).
Another example is composite steel deck foor systems
utilising fre emergency reinforcement (Refs 2.6, 5.4, 5.5).
2.6.3 MATERIALS FOR FIRE PROTECTION
Where steel has to be protected, the most practicable
way is to cover or encase it in a protective material. Such
material should be:
Fullytestedandapproved
Non-combustible
Unabletoproducesmokeortoxicgasesat
elevated temperature
Abletobeeffcientlyanduniformlyapplied
Durabletopreventdislodgment
Thermallyprotective
Fullysupportedbythemanufacturerwithregards
to full applicator training, work auditing and quality
assurance inspections.
Another important factor to consider is that dry systems
are applied onsite, whilst intumescent coatings may be
applied off site. Intumescent coatings also impart anti-
corrosion protection in addition to passive fre protection.
Overseas experience has shown that Intumescent
coatings applied off-site lead to substantial cost savings
and improved quality control of the installed fre protection
and have the added beneft of less trades required onsite
and shorter overall construction time.
Table 2.6 compares passive fre protection products and
gives an approximate indication of their costs. These costs
may not tell the whole story where a protected member
is exposed to view and will be given a decorative fnish
somesystemsarelesscostlythanotherstodecorate.
Another important factor to be borne in mind is that dry
systems cause less disruption to other trades and the
building schedule, and therefore can bring signifcant
indirect cost savings in terms of shorter overall
construction time.
Commercially available materials must be able to
demonstrate their capability of achieving a fre resistance
level as part of building systems. The various manufacturers
can supply the necessary accreditation and technical data
by reference to tests conducted at recognised fre testing
stations (see also Ref. 2.6 and Ref. 2.11).
TABLE 2.6: Passive fre protection costs
Section
Mass
Intumescent
Coating
Intumescent
Coating
Vermiculite
Spray
Vermiculite
Spray
Vermiculite
Spray
FRL 60
Minutes
FRL 120
Minutes
FRL 60
Minutes
FRL 120
Minutes
FRL 180
Minutes
(kg/m) $/m
2
$/m
2
$/m
2
$/m
2
$/m
2
0
to 60.5 60 200 40 50 80
60.6
to 160 55 180 40 46 60
160.1
to 455 50 150 40 40 50
Notes:
1. Rates are for supply and installation by specialist applicators.
2. Intumescent coating costs include epoxy anti-corrosive
primer and abrasive blast cleaning to Sa2 (AS1627.9) in
accordance with AS1627.4.
3. These prices are intended for comparison use only and
are not absolute. Please refer to fire protective coating
contractor for current pricing.
4. Data in table was supplied by Promat.
2.7 Specifcations
2.7.1 GENERAL CONSIDERATIONS
The specifcation is important because it forms part of
the tender documents and ultimately becomes part of
the contract documents. Its purpose is to cover aspects
of the work that fall between the legal contract clauses
and the technical data shown on drawings.
Such aspects may include:
Workmanshipstandards
Tolerances
Inspectionlevels,etc.
2. General Factors Affecting Economy
economical structural steelwork
ffth edition
13 handbook
In past years the specifcation was essential for the designer
to convey to the contractor exactly what was wanted.
Nowadays so many of these matters have been codifed
that a detailed specifcation has become less necessary.
The specifcation should not repeat material that is already
in the relevant codes or standards. Nor should it become a
repository for information which should more properly be
shownonthedrawingsnowadaysmostdesignoffces
use standard notes on their drawings in order to handle
this aspect more effciently. A set of guideline notes are
provided in AISCs Steel Construction Journal, Volume
29, Number 3, September 1995 (Ref. 2.1). However,
such standard notes should always be checked as each
drawing is prepared to ensure that they are relevant.
A specifcation should be precise so that both parties to
a contract know what is required and should clearly state
what the contractor is required to do and what he/she
is to refrain from doing. Great care must be taken in the
wording, with defnitive requirements being stated and
all allowable alternatives clearly specifed. Vague general
statements which could mean different things to different
people should be avoided.
The requirements specifed should be designed only
to produce work of appropriate quality to the building
requirements, while avoiding unnecessarily tight
requirements which only add to the cost.
Experience has shown that short and precise specifcations
help considerably in the smooth fow of the work and thus
have a benefcial infuence on costs. Conversely, long and
repetitious documents can easily lead to misunderstanding,
contractual arguments and expensive delays.
2.7.2 WORKMANSHIP STANDARDS
Standards of workmanship and quality are extremely
diffcult to defne in words. In the past many specifcations
attempted to do so by incorporating such phrases as
workmanship shall be of frst class quality or members
shall be true to line and neatly fnished. However, when
tested such clauses are meaningless and fortunately are
becoming rare in modern specifcations.
In practice the owners and designers interests are best
protected by observing these three principles:
Usethetoleranceandworkmanshipstandards
specifed in the appropriate Code, (e.g. AS 4100).
Selectinspectionproceduresandfrequencies
appropriate to the class of work, using Code
guidance (e.g. AS 1554) where available.
Selectthefabricationand/orerectioncontractors
on the basis of proven capability, using their
previous work as the most reliable indicator
of their quality. Check that they have quality
assurance programs.
2.7.3 TOLERANCES
Tolerances on the ex-mill dimensions of steel sections
and plates are listed in AS 3678 and AS 3679 (Parts 1 and
2). The necessity for these tolerances arises because of
factors in the steel-rolling process, including rolling speed,
roll wear, roll adjustment and differential cooling.
A study of the Standards shows that these dimensional
tolerances can be signifcant enough to warrant
consideration in detailing and fabrication; Figure 2.3 gives
some examples.
(a) Allow for variation in beam depth in fange splice
and for off-centre of webs in web splice.
(b) Any connection to column web or column fange must make
allowance for out of square, especially end plate connections allow
for shimming where necessary (may involve tapered shims).
(c) Web side plate connection allow for out of square
of column fange and off centre of beam web.
FIGURE 2.3: Typical connections where
allowance for mill tolerance is needed
Experienced fabricators are aware of the possibility of
dimensional variations and it is normal practice to match
members at splices in such a way as to minimise the effect
of these variations.
Tolerances on the dimensions of fabricated members and
erected frames are given in AS 4100.
The tolerances specifed can be considered as related
to the design provisions of the Code. Thus for structures
designed in accordance with AS 4100, there is no case for
specifying tighter tolerances since the tighter tolerances
are not then consistent with the design assumptions, nor
with the manufacturing tolerances of the raw steel.
These fabrication and erection tolerances can be
realistically and economically achieved and are consistent
with worldwide practice. They should not be varied without
compelling reason.
2. General Factors Affecting Economy
economical structural steelwork
ffth edition
14 handbook
It must be particularly noted that the specifying of
tighter tolerances can be a costly decision which, in
most applications, will serve no purpose and destroy
consistency. It is also recommended that tolerances be
specifed by simple reference to the provisions of AS 4100.
Where dimensional tolerances are not defned, there is
plenty of room for argument and contractual dispute,
as most experienced designers and fabricators know.
Conversely, where allowable tolerances are clearly stated,
it is a simple matter to decide whether a component or
structure complies or not.
2.7.4 CAMBERING
The practice of cambering beams is intended to provide an
upward set that will counteract the downward defection
due to normal working loads. Several obvious problems
present themselves with this procedure:
Itisdiffculttocalculateaccuratelythetrue
defection of a member under working loads.
Itisdiffculttocontrolaccuratelythedegree
of camber induced in a member.
Cambering requires the fabricator to perform a
diffcult, and hence expensive, fabrication operation.
There are two main methods by which rolled sections
are cambered. The frst involves the use of some form
of heavy press, such as a hydraulic side-press. These
machines are massive and costly and are found in the
shops of only the largest companies.
Mostfabricatorsemploythealternativemethodofcontrolled
heating and shrinking using a standard fame-cutting torch.
Both of these methods involve a degree of trial-and-error
in the setting of the member so that cambering is a slow,
labour-intensive and therefore rather costly procedure in
the fabrication process. On simple, well-detailed beams it
can more than double the actual fabrication cost.
It is therefore an operation to be called for only when
absolutely necessary.
Generally, where members are ultimately concealed from
view, or if exposed are unlikely to cause visual offence,
cambering is pointless. An exception is sometimes found
in steel beam/metal deck composite foor systems where
it is desirable to camber against the defection due to the
wet concrete because of the springiness of the whole
system during pouring.
If the requirement to camber is based on a need to offset
increased defections in light members, consideration
should be given to using a stiffer member without
camber. There is certainly scope to do this, as the saving
on cambering costs would, to a large extent, offset the
increase in the cost of the heavier member.
Camber is measured with the member fat on the foor
with the web horizontal. Where a member is specifed to
be cambered, it is reasonable to accept a tolerance on
the specifed camber similar to the out-of-straightness
tolerance of AS 4100. To maintain tolerances closer than
this can be very costly indeed (Ref. 2.10).
2.7.5 TEMPORARY BRACING
Problems often arise when the specifcation requires
the erector to supply temporary bracing for a structure.
Sometimes the erector is required to design this bracing
and be responsible for its performance. In line with new
occupational health and safety regulations, erectors
should develop erection plans including temporary
bracing requirements with the principal contractor. These
plans may need to be checked by the design engineer.
So-called temporary bracing actually falls into two
categories:
(a) ErectionBracingthebracingorguysrequired
to support individual members during their
erection.
(b) TemporaryBracingrequiredinorderthatthe
steel skeleton remains plumb and in a safe
condition after erection is completed, until
permanent bracing elements such as shear
walls are built.
Erection bracing is the principal contractors and erectors
responsibility in relation to the supply and its removal
on completion.
However, temporary bracing which is to be left in place
until other stabilising elements are built is a different
matter. Its design requires knowledge of the building
sequence and of other factors. Normal prudence would
suggest that it must be designed by the Engineer. Any
special or unusual features of the structural design that
may limit or affect stability during erection should be
emphasised on the construction drawings.
2.7.6 INSPECTION
Whilst some level of routine inspection is obviously
necessary in the owners interest, it should always be
remembered that inspection in itself is a non-productive
expense. It should therefore be specifed with discretion.
In most contracts most of the inspection is directed at
high-strength bolting, welding and surface treatment.
Guidance on inspection levels and methods is given in
the relevant codes and standards:
AS 1554 Structural Steel Welding
AS 2312 Guide to the Protection of Iron and Steel
against Exterior Atmospheric Corrosion
AS 4100 Steel Structures
The specifcation should defne the nature of inspection
to be carried out and the methods to be used. This latter
is especially important in the case of non-destructive
weld testing where there is a range of methods available
withwidelyvaryingcosts.Specifcationsrequiring100%
2. General Factors Affecting Economy
economical structural steelwork
ffth edition
15 handbook
x-ray testing on all butt welds in standard industrial
buildings impose signifcant and wasteful costs on
projects. The welding test requirements for the oil and
gas industry should not be applied on everyday industrial
or commercial structures. Appropriate testing levels are
essential for economical structures.
Where an independent inspection authority is to be
engaged it should be made clear in the tender documents
whether or not the fabricator is to cover the cost in his
price quotation.
The following guidelines will assist in setting up effective
and economic inspection procedures:
Inspectionmethodsandlevelsshouldbe
compatible with the quality and tolerance
requirements of the codes applying to the
particular class of work. Inspectors should not
seek to impose higher standards.
Earlyinspectioneffortsshouldbedirected
towards checking that the fabricators procedures
will produce the required results. Thus inspection
will be more intensive at the start of the job and
can be relaxed to a nominal level when production
methods are proven.
Theinspectorsthemselvesshouldnotonlybe
experienced in their particular felds but should
also have a steel fabrication background. This
allows the inspector and fabricator to come to
agreement quickly on many day-to-day matters on
the basis of common experience, rather than hold
up the work unnecessarily on minor details.
2.7.7 SUMMARY FOR
SPECIFICATION WRITERS
Specifcationsarenotasimportantasinprevious
years because so much has now been codifed.
Omitmeaninglessclauses,nomatterhow
well-sounding. They can achieve nothing but
may exacerbate disputes.
Donotincludeinformationinspecifcationsthat
should be more properly shown on drawings.
CallupAS4100andassociateddocuments.
Keepitbrief.
2. General Factors Affecting Economy
economical structural steelwork
ffth edition
16 handbook
3.1 Introduction
The framing system and framing layout chosen for a
particular application will be infuenced by:
Natureandleveloftheloadstoberesisted.
Requirementsandrestrictionsonuseable
space within the framework.
Constraintsimposedbyarchitectural
requirements.
One advantage of steel framing is the diversity of solutions
that are possible for any given application.
There are available to the designer two basic connection
types, namely:
Rigidconnections.
Flexibleconnections.
The above connections may be used in the three basic
framing systems available:
Two-wayrigidframeworks.
One-wayrigid/one-waybracedframeworks.
Two-waybracedframeworks.
Judicious selection of the appropriate framing system
and connection types is a prerequisite to an economical
structural design. Once a framing system is selected, the
connection types to be used follow directly, thus setting
bounds to the fnal cost of the structure. Economy in
detailing, fabrication and erection can only serve to
move the fnal design towards the lower bound of cost
established by the framing system.
In the discussions of connection types and framing
systems which follow, no distinction will be made between
single or multi-storey buildings since the basic principles
apply to most buildings.
3.2 Connection Types
3.2.1 DESIGN METHODS IN AS 4100
AS 4100 allows the use of three different design methods,
wherein the behaviour of the connections is fundamental
to the design method. These methods are:
(a) Rigid Construction, in which it is assumed
that the connections have suffcient rigidity to
hold the original angles between the members
unchanged.
(b) Semi-Rigid Construction, in which the
connections may not have suffcient rigidity to
hold the original angles between the members
unchanged, but are assumed to have a capacity
to furnish a dependable and known degree of
fexural restraint.
(c) Simple Construction, in which the connections
are assumed not to develop bending moments.
The stability of the structure is therefore
provided by triangulation (i.e. bracing) or by
separateshearwallsseeSection3.3etseq.
Clearly from these brief descriptions it is seen that
connection behaviour has a signifcant infuence on design.
Allied to design methods (a) and (c) above are the basic
connection types noted in Clause 3.1, namely:
Rigidconnections.
Flexibleconnections.
Design method (b), Semi-Rigid Construction, will not be
considered further in this publication.
3. Framing Concepts and Connection Types
economical structural steelwork
ffth edition
17 handbook
3.2.2 FLEXIBLE CONNECTIONS
Flexible connections are used in steel structures designed
using the simple design method of AS 4100. These
connections offer low restraint to beam rotation, being
close in behaviour to that of an ideal pin.
Typical fexible connections are shown in Figure 3.1. The
most common fexible connections in use in Australia are
the fexible end plate (Figure 3.1(c)), the angle cleat (Figure
3.1(d)), and the web side plate (Figure 3.1(e)).
WEB OR
TOP CLEAT
OPTIONAL
BOLT OR WELD
WEB OR
TOP CLEAT
OPTIONAL
BOLT OR WELD
WEB OR
TOP CLEAT
OPTIONAL
BOLT OR WELD
(a) Angle seat. (b) Bearing pad. (c) Flexible end plate.
WEB OR
TOP CLEAT
OPTIONAL
BOLT OR WELD
WEB OR
TOP CLEAT
OPTIONAL
BOLT OR WELD
(d) Angle cleat (single or double). (e) Web side plate.
FIGURE 3.1: Flexible connections
Such connections are:
Assumed to behave as a simple support.
Simpletofabricate.
Simpletoerect.
Lesscostlyofthetwoconnectiontypes.
Flexible connections shown in Figure 3.1 are standardised
in the ASI: Structural Steel Connections series.
3. Framing Concepts and Connection Types
economical structural steelwork
ffth edition
18 handbook
3.2.3 RIGID CONNECTIONS
Rigid connections are used in steel structures designed
using the rigid design method of AS 4100. These
connections offer very high restraint to beam rotation,
being close in behaviour to fully fxed (or encastre)
connections.
Typical rigid connections are shown in Figure 3.2. The
most common rigid connections in use in Australia are
the stub girder connection (Figure 3.2(b)) and the bolted
moment end plate connection (Figure 3.2(c)). These are
also covered in the ASI: Connections Design Guides
First Edition 2007 (Ref. 1).
Rigid connections are:
Morecomplexinfabrication.
Morediffculttoerectwheretight
tolerances are involved.
Morecostlyofthetwoconnectiontypes.
3. Framing Concepts and Connection Types
ERECTION CLEAT
PREPARATION FOR
FIELD BUTT WELD
WEB COPES
FOR ACCESS
TO BUTT WELDS
OR
LOCATING
BOLTS
SHOP CONNECTION
FIELD SPLICE EITHER: BOLTED, WELDED
BOLTED / WELDED
OR
OR
OR
OR
(a) Field welded moment connection with erection cleat (also use fllet welded web cleats in lieu of beam web welds).
ERECTION CLEAT
PREPARATION FOR
FIELD BUTT WELD
WEB COPES
FOR ACCESS
TO BUTT WELDS
OR
LOCATING
BOLTS
SHOP CONNECTION
FIELD SPLICE EITHER: BOLTED, WELDED
BOLTED / WELDED
OR
OR
OR
OR
ERECTION CLEAT
PREPARATION FOR
FIELD BUTT WELD
WEB COPES
FOR ACCESS
TO BUTT WELDS
OR
LOCATING
BOLTS
SHOP CONNECTION
FIELD SPLICE EITHER: BOLTED, WELDED
BOLTED / WELDED
OR
OR
OR
OR
(b) Stub girder connection fully shop welded beam stub, spliced on site. (c) Bolted Moment End Plate Connection.
FIGURE 3.2: Rigid connections
economical structural steelwork
ffth edition
19 handbook
3.3 Basic Framing Systems
3.3.1 TWO-WAY RIGID FRAMEWORK
Two-way rigid frameworks comprise two planes of rigid
frames intersecting at right angles using common columns
at their intersection. Such frameworks resist lateral forces
in both planes by frame action without the need for any
separate stabilising elements. All the beam-to-column
connections must of necessity be of the rigid type and the
columns may need to have approximately equal stiffness
in both directions, so that boxed or tubular columns
may be employed due to their high stiffness about both
principal axes. Under the action of lateral forces, there is
always some sway as a result of the elastic deformation
of the framework, but there is no problem in designing
the structure in such a way that this sway is kept within an
acceptable limit.
The main advantage of the two-way rigid framing system is
in the complete freedom in planning it offers. On the minus
side is the necessity for the more costly rigid connections
and columns.
Since the rigid design method of AS 4100 is used for this
framework, the analysis can be either by the elastic or the
plastic method, the latter being more mass economical
due to a better utilisation of material. It does, however,
require slightly more costly connections.
The main design advantage of a rigid beam-to-column
connection lies in the reduction in the sizes of the foor
beams due to the end fxity. Increased column section
mass may, however, counterbalance this saving since larger
bending moments need to be considered in the columns.
The resulting increase in material cost should not exceed the
extra cost involved in the rigid connections for the resulting
framework to be an economical selection.
Typical applications that may use this type of framing
include:
Multi-storeyframes.
Low-riserectangularframes(especiallywhere
architectural requirements restrict the use of
bracing elements).
Heavyindustrialstructures(especiallywhere
planning needs restrict the use of bracing
elements).
Architecturalstructuresthatcanbemodelled
as two-way rigid frames.
3. Framing Concepts and Connection Types
RIGID CONNECTIONS
BOTH PLANES
FIGURE 3.3 : Two-way rigid framework
economical structural steelwork
ffth edition
20 handbook
3.3.2 ONE-WAY RIGID FRAMEWORK
One-way rigid frameworks have been used quite
extensively for the simple reason that the most commonly
employed structural sections, namely, universal sections,
exhibit high bending resistance about the x-axis and
inferior bending resistance about the y-axis.
The relatively more expensive rigid beam-to-column
connection is required in the unbraced plane, while
simple connections of the fexible type can be utilised
in the braced plane. In comparison with the two-way
rigid framing system, there is slightly more restriction in
planning the foor layout since space must be reserved
for the stabilising elements. However, this is seldom a
problem since the bracing can be arranged within the
thickness of the perimeter walls or alternatively be tied
back to a bracing element.
As a general rule, it is necessary with this arrangement to
construct a rigid system consisting of either wind girders
or a diaphragm having great rigidity in its own plane and
being properly connected to the framing system. With
such a system, it becomes possible to distribute the
lateral forces to the individual stabilising elements. A
reinforced concrete foor slab resting on steel beams is
one example of a reliable diaphragm action.
In the unbraced plane, the frame can be analysed as a
rigid frame using the methods outlined in Clause 3.3.1. In
the braced plane, pinned connecting beams are usually
assumed, although rigid connections may be employed in
order to provide beam continuity and/or reduce the lateral
defection of the frame in this direction. Such a procedure,
however, may not be an economical overall solution.
Typical applications that may use this type of
framing include:
Low-riseindustrialframes(portalframes).
Rectangularframes(especiallywherebracing
can be accommodated within the perimeter).
Industrialstructures.
Architecturalstructures(bracingelementsare
often used as part of the architectural feature).
3.3.3 TWO-WAY BRACED FRAMEWORK
Two-way braced frameworks depend on stabilising
elements arranged so that lateral forces from all directions
can be effectively resisted. The framework itself can be
constructed in the form of beams pin connected to
the columns, in which case the beams are designed as
simply supported, and the columns as essentially axially
loaded members, with beam reactions acting at small
eccentricities off the column face. It is most important
with this system to have a relatively rigid foor system
capable of preventing distortion of the framework in plan.
From the design engineers point of view this is the
easiest framing system to analyse since there is very
little interaction between the framing members. Not
surprisingly the two-way braced system is also very
3. Framing Concepts and Connection Types
BRACED PLANE:
WIND BRACING RESISTS
LATERAL FORCES
UNBRACED PLANE:
RIGID FRAME RESISTS
LATERAL FORCES
FLEXIBLE CONNECTIONS RIGID CONNECTIONS
FIGURE 3.4: One-way braced, one-way
rigid framework
attractive from the cost point of view, since the simplicity
of the member connections can offset the cost of the
somewhat heavier foor beams required with this system.
The stabilising elements can be orthogonally arranged
shear walls, braced panels or cores (Clause 3.3.5). These
stabilising elements have to be located to give a well
balanced system and the foor plan must accommodate
this. In most cases it is possible to utilise the walls around
service blocks or external walls (Clause 3.3.5). External
bracing, forming part of the architectural feature, can
also be utilised.
In this type of design, all beams are assumed to be pinned
at their connections to the columns. In fact the connections
are not pins but a fexible type so that free end-rotation
can be assumed. The design of the beams can be carried
out without reference to the framing as a whole. However
since the beams, designed as pin-ended, tend to be larger
in size than if fxed connections are used, it is imperative
to design them to be as effcient as possible.
One of the ways of securing economy is by making
use of any concrete foor slab present to achieve
composite action. The main advantage of composite
action is that it augments the beam with a concrete
fange and also increases its depth. Ref. 5.3
contains a full discussion of composite steel beam design.
The columns carry only the gravity loads. Some bending
is present due to the eccentric application of the beam
reactions, but the effect of this bending is usually small.
The bracing system is usually assumed to take most of
the lateral forces.
Typical applications that may use this type of framing
are Iow to medium-rise rectangular-frames (up to
50-storeysespeciallyusingcores,eithersteel-framed
or slip-formed concrete).
economical structural steelwork
ffth edition
21 handbook
3. Framing Concepts and Connection Types
FLEXIBLE
CONNECTIONS
(a) Steel braced framing.
FIGURE 3.5: Two-way braced framework
FLEXIBLE
CONNECTIONS
(b) Steel framed or concrete core provides lateral bracing.
3.3.4 SUMMARY OF FRAMING SYSTEMS
TABLE 3.1
Framing System Advantages Disadvantages
Two-way rigid
No stabilising elements required for lateral forces in any plane.
Freedom of layout planning.
Plastic design methods can be used if desired - economical
in material.
Continuous beam design leads to reduced beam size.
Requires the use of rigid connections, which are more
costly than simple connections.
Columns ideally should have near equal stiffness in both
directions hence fabricated box columns may be needed.
Large column movements.
One-way rigid /
One-way braced
Simple connections (least costly type) used in the braced plane.
Can use I columns usually rolled sections.
Can use plastic design methods and continuous beam design
in plane of rigid connections saving in material.
Rigid connections used in unbraced plane.
Some restriction on planning layout; stabilising elements
required in one plane.
Two-way braced
Simple connections possible least costly type.
Usually use I columns.
Beams assumed simply supported for design; columns
designed for axial load only at small eccentricity.
Restriction on planning layout because of requirement
for provision of stabilising elements.
Little interaction between elements.
Heavier beam sizes.
3.3.5 STABILISING ELEMENTS
Construction elements whose function is to provide a
means of stabilising the framework in either one or two
planes may be divided into the following categories:
TriangulatedsteelbracingpanelsusingtheX,K,or
diamondpatternofdiagonalmembersFigure3.6(a).
VerticalVierendeelcantileversinsteelFigure3.6(b).
TriangulatedsteelcoreFigure3.6(c).
Reinforcedconcreteormasonryshearwalls
Figure 3.7(a).
Reinforcedconcreteormasonrycoresorshear
tubesFigures3.7(c)and(d).
Brickin-fllpanelsandwallsFigure3.7(e).
Lightmetalcladdingusedonthestressed
skin principle.
economical structural steelwork
ffth edition
22 handbook
3. Framing Concepts and Connection Types
(a) Triangulated bracing systems.
(b) Vertical Vierendeel cantilever. (c) Triangulated core.
FIGURE 3.6: Stabilising elements built in steel
(a) Shear wall. (b) Opening may be
accommodated in shear wall.
(c) Shear tube. (d) Corner walls.
(e) Brick in-fll wall.
FIGURE 3.7: Stabilising elements built in reinforced
concrete or masonry
When stabilising elements are constructed of concrete
or masonry, it is well to remember that some means
of temporary bracing may be required during the early
construction phase, since the steelwork may not have
suffcient in-built resistance to withstand lateral forces
prior to construction of the stabilising elements. Rigid
systems of wind girders or diaphragms (Figure 3.8)
may also be required to distribute lateral forces to the
stabilising elements.
Openings can readily be incorporated in all types of
stabilising elements, although there is some restriction
on the maximum size of openings. It is important, however,
to distinguish between the low-rise building which does
not require large stabilising elements, and tall building
where the stabilising elements are required to carry very
large forces and have a relatively high stiffness.
B
A
C D
B
THE WHOLE FLOOR
DECK ACTS AS A DEEP
HORIZONTAL GIRDER
A
C D
B
A
C
D
(a) Wind girders as sole means of transfer of wind forces
B
A
C D
B
THE WHOLE FLOOR
DECK ACTS AS A DEEP
HORIZONTAL GIRDER
A
C D
B
A
C
D
(b) Concrete foor slab as diaphragm.
FIGURE 3.8: Floor deck bracing systems
economical structural steelwork
ffth edition
23 handbook
3. Framing Concepts and Connection Types
(i) Rigid frame action. (ii) Steel lattice bracing. (iii) In-fll wall panel.
(iv) Transverse wall. (v) Stairwell walls.
(a) Vertical systems.
(i) Lateral force transmitted to foundation at
every column no horizontal bracing.
(ii) Horizontal wind girder. (iii) Use of foor as diaphragm.
(b) Horizontal bracing systems.
FIGURE 3.9: Action of lateral force resisting systems
(from Ref. 5.2)
3.4 Cost and Framing System
The type of framing system selected to satisfy all the
design constraints will have a profound effect on the
structural cost. The labour cost in the fabrication of a fully
braced system employing simple fexible connections is
much less than the labour cost in fabricating a fully rigid
system using more complex moment connections. On
average the rigid framework requires about 2.5 times the
labour cost input in the fabrication process.
To achieve the most economical fnal structure the
designer has to fnd a solution which, within the various
constraints, will provide for maximum cost effect in both
material and fabrication labour input.
3.4.1 MULTI-STOREY BUILDING
The following example illustrates the way in which cost
effective solutions can be achieved and the importance of
selecting a framing system of least cost to serve function.
A minimum mass solution may not always produce
the best cost effect - in this case the minimum mass
fully rigid frame requires substantial additional labour
input for connections in comparison with the simpler
fexible connections used in the braced system. Thus
the apparent savings in material cost are less than the
increase in labour costs.
The adoption of a fully rigid frame, although of signifcantly
lower mass of material, will not produce the best
economical solution unless such a system is demanded
by constraints such as freedom of layout or architectural
bias against cross bracing.
In structures such as city buildings even greater beneft in
cost is achieved by using the service core as a stabilising
element in lieu of cross bracing.
economical structural steelwork
ffth edition
24 handbook
9600
BRACED FRAME ELASTIC DESIGN
48.1 tonnes of beams
and columns at cost
ratio of 1.0 = 48.1
5.5 tonnes of bracing
at cost ratio of 0.8 = 4.4
53.6 tonnes, TOTAL COST = 52.5
9600
1
0
@
3
6
0
0
6000
9600
UNBRACED FRAME PLASTIC DESIGN
38.2 tonnes of beams
and columns at cost
ratio of 2.0 = 76.4
38.2 tonnes, TOTAL COST = 76.4
M
A
S
S
/
U
N
I
T
A
R
E
A
(
k
g
/
m
2
)
SPAN (m)
PORTAL FRAME
COST RATIO = 1.0
PORTAL FRAME
PRATT TRUSS
FINK TRUSS
5 10 15 20 25 30 35
9600
1
0
@
3
6
0
0
6000
C
O
S
T
/
U
N
I
T
A
R
E
A
SPAN (m)
PRATT TRUSS
COST RATIO = 1.7
FINK TRUSS
COST RATIO = 1.8
25 30 35 40 45 50 55
9600
BRACED FRAME ELASTIC DESIGN
48.1 tonnes of beams
and columns at cost
ratio of 1.0 = 48.1
5.5 tonnes of bracing
at cost ratio of 0.8 = 4.4
53.6 tonnes, TOTAL COST = 52.5
9600
1
0
@
3
6
0
0
6000
9600
UNBRACED FRAME PLASTIC DESIGN
38.2 tonnes of beams
and columns at cost
ratio of 2.0 = 76.4
38.2 tonnes, TOTAL COST = 76.4
M
A
S
S
/
U
N
I
T
A
R
E
A
(
k
g
/
m
2
)
SPAN (m)
PORTAL FRAME
COST RATIO = 1.0
PORTAL FRAME
PRATT TRUSS
FINK TRUSS
5 10 15 20 25 30 35
9600
1
0
@
3
6
0
0
6000
C
O
S
T
/
U
N
I
T
A
R
E
A
SPAN (m)
PRATT TRUSS
COST RATIO = 1.7
FINK TRUSS
COST RATIO = 1.8
25 30 35 40 45 50 55
FIGURE 3.10: Frame example
3.4.2 SINGLE-STOREY INDUSTRIAL BUILDING
Similarly in other types of structure the framing system
will infuence fnal cost. In typical factory buildings, for
instance, which were once framed by column-and-truss
systems, it is quite clear that the rigid portal frame is the
most economical system. Figure 3.11 shows that truss
systems are obviously more effcient on a mass/unit area
basis. However, on a cost basis, the inherent simplicity
of the portal frame renders it less costly to fabricate and
shows up as the economical solution within the range
shown (see Figure 3.12).
9600
BRACED FRAME ELASTIC DESIGN
48.1 tonnes of beams
and columns at cost
ratio of 1.0 = 48.1
5.5 tonnes of bracing
at cost ratio of 0.8 = 4.4
53.6 tonnes, TOTAL COST = 52.5
9600
1
0
@
3
6
0
0
6000
9600
UNBRACED FRAME PLASTIC DESIGN
38.2 tonnes of beams
and columns at cost
ratio of 2.0 = 76.4
38.2 tonnes, TOTAL COST = 76.4
M
A
S
S
/
U
N
I
T
A
R
E
A
(
k
g
/
m
2
)
SPAN (m)
PORTAL FRAME
COST RATIO = 1.0
PORTAL FRAME
PRATT TRUSS
FINK TRUSS
5 10 15 20 25 30 35
9600
1
0
@
3
6
0
0
6000
C
O
S
T
/
U
N
I
T
A
R
E
A
SPAN (m)
PRATT TRUSS
COST RATIO = 1.7
FINK TRUSS
COST RATIO = 1.8
25 30 35 40 45 50 55
FIGURE 3.11: Relationship between mass/unit area
and span
9600
BRACED FRAME ELASTIC DESIGN
48.1 tonnes of beams
and columns at cost
ratio of 1.0 = 48.1
5.5 tonnes of bracing
at cost ratio of 0.8 = 4.4
53.6 tonnes, TOTAL COST = 52.5
9600
1
0
@
3
6
0
0
6000
9600
UNBRACED FRAME PLASTIC DESIGN
38.2 tonnes of beams
and columns at cost
ratio of 2.0 = 76.4
38.2 tonnes, TOTAL COST = 76.4
M
A
S
S
/
U
N
I
T
A
R
E
A
(
k
g
/
m
2
)
SPAN (m)
PORTAL FRAME
COST RATIO = 1.0
PORTAL FRAME
PRATT TRUSS
FINK TRUSS
5 10 15 20 25 30 35
9600
1
0
@
3
6
0
0
6000
C
O
S
T
/
U
N
I
T
A
R
E
A
SPAN (m)
PRATT TRUSS
COST RATIO = 1.7
FINK TRUSS
COST RATIO = 1.8
25 30 35 40 45 50 55
FIGURE 3.12: Relationship between cost/unit area
and span
These examples are intended to illustrate the importance
of carrying out an examination of framing system costs
at the earliest design concept stage. The best end result
will be obtained by selecting the framing system which
will satisfy function and economy.
3.5 Framing Details
Having thus selected the framing system as previously
discussed, it is important to consider framing details for that
particular system so that the best cost effect will be achieved.
In general the following points must be considered.
3.5.1 SYMMETRY
In many cases symmetry is available in framing systems
simply as a result of functional requirement (e.g. city
building frames). However in other types of structure, it
is often possible to arrange symmetrical layout without
prejudice to function. Symmetry will invariably lead to the
possibility of repetition and this will provide for the most
economical fabrication and erection.
3.5.2 RATIONALISATION OF MEMBERS
The grouping of members in a framework with respect
to type and size will also have advantages in fabrication
and erection economy. Series of members of the same
size and length will be processed more effciently in the
shop. At the erection stage the greater number of identical
items will provide for speedy erection.
Obviously in grouping of members considerable skill is
required of the designer. Too much grouping of member
size can be wasteful of material and too little will add to
detailing, fabrication and erection costs. In general, it is
advisable to minimise the number of highly individualised
members and thus provide for maximum repetition and
interchangeability.
3. Framing Concepts and Connection Types
economical structural steelwork
ffth edition
25 handbook
3. Framing Concepts and Connection Types
3.5.3 STANDARDISATION
Connections
The ASI: Structural Steel Connection series contains
highly standardised data for both simple fexible
connections and rigid connections. The use of such a
system, with constant dimensional criteria, allows for
effcient fabrication by optimising the use of modern
automated equipment in the fabrication shop.
It is also recommended that the designer consider
the various suitable alternatives within a particular
connection group (i.e. either fexible or rigid). This will
allow the fabricator to select from the ASI: Structural Steel
Connections series the connection type which can most
economically be fabricated with the equipment available
and which will satisfy the designers requirements.
The important thing to remember is that the greater
part of the fabrication process is involved in preparing
members to be connected to one another and the more
standardisation, especially with respect to connection
geometry, which can be incorporated in a design, the
better will be the fnal economy.
Finally, in selecting connection types, try to consider
groups of members requiring only one operation in
the shop. This can be accomplished by arranging for
a series of members (e.g. primary foor beams) to require
only cutting to length and holing (Group 1), while another
series (e.g. beams connecting to primary beams) to require
only cutting and welded ftments (Group 2). Group 1
beams can also be coped each end to facilitate connection
(see Figure 3.13).
Group 1: Cutting and holing only.
Group 2: Cutting and welding only.
Figure 3.13: Beams for economic fabrication
Bolts and Welds (Fasteners)
It is advisable to consider the standardisation of fasteners
within a given structure.
Where possible, adopt the use of one bolt size, grade and
procedure within the structure. See Section 6. Similarly,
use one electrode strength grade, one weld category
and if possible one weld size (in the case of fllet welds)
see Section 7.
3.5.4 SIMPLICITY
Simple detailing for such things as stiffeners, bracing
gussets, attachment cleats and base plates, will produce
the greatest economy in fabricated work. The number of
man-hours spent can increase dramatically if such details
become complex (see Section 8).
The following general examples show how cost extras can
be incurred:
Structure A - Commercial Building
A relatively simple beam and column framework with
repetition of bay size and minimum bracing components;
standard connections (two types) used throughout with
snug-tightened bolts.
Structure B - Similar Building
This example is considerably more complex having
varying bay sizes, spandrel periphery trusses and
extensive bracing in the wall planes; connections are of
several types and custom designed, some using fully-
tensioned bolts.
Cost index
Structure A Structure B
Material 1.00 1.00
Workshop Labour 1.00 2.08
Painting 1.00 1.22
Steel Detailing 1.00 1.67
Erection 1.00 1.25
Notes:
1. Cost indices are presented for the purpose of comparison
only.
2. Some common items such as administrative overheads,
profit and builders mark-up have been excluded from this
comparison.
It can be seen therefore that for two structures performing
similar function the fnal cost of structural steel is sensitive
to the complexity of work required. For example, the
introduction of truss work into the framing system together
with more complex connections has more than doubled
the workshop labour component for Structure B. Also
costs are higher for steel detailing (increased complexity
required additional time), painting (increased surface area
for truss work) and erection (complex connections and
fully-tensioned bolts add to cost).
economical structural steelwork
ffth edition
26 handbook
3. Framing Concepts and Connection Types
3.6 Conclusion
The selection of the system for a steel framework is the
most fundamental determinant of the fnal cost of the
erected structure. Once the basic framing system is
selected, the connection types which may be used are
chosen. Thus, the basic cost of the erected framework
is predetermined, recognising that this cost may vary
within a certain range. Economic detailing, fabrication
and erection can only move the fnal cost towards the
minimum possible within this range.
It is essential that at the preliminary design stage the
full range of alternative framing systems are evaluated
and compared before making the fnal selection. This
comparison of alternatives must be done on the basis of
erectedcostnotonthebasisofmass.
Good design (i.e. economical design), should
take into account all the infuences which have an
effect on the form and cost of the fnal structure.
The economics of design must be considered
in this context since the client is mainly concerned with
whathe/shepaysforacompletebuildingwhichmeets
his/her needs at least cost.
economical structural steelwork
ffth edition
27 handbook
4. Industrial Buildings
4.1. Introduction
Steel-framed buildings in common use for industrial
purposes can be classifed into three broad categories:
Warehouseandfactorybuildings.
Largespanstoragebuildings.
Heavyindustrialprocessplantstructures.
In the design of industrial buildings, function more than
any other factor will dictate the degree of complication
and hence the economy possible. Towards this end, the
designer should obtain as much knowledge as possible
of the industrial process or purpose for which the building
is intended, and of the limitations this might force on
the structure.
In this way, an optimum balance between function and
economy can be achieved.
The main dimensions of an industrial building are usually
determined from a combination of functional and design
considerations.
Its width is derived frst from an owners study of the
space required to carry out the processing or storage
operations. The designer then needs to consider whether
this width can be provided economically by a single clear
span, or whether multi-bay spans are feasible.
Likewise the overall length is usually readily determined
by the owner, but the designer should give thought to
the optimum bay length. Some of the factors affecting
the choice are:
Foundationconditionsandtheirabilitytoaccept
the column loads.
Cranerunwaygirderconsiderations(seeClause
4.2.5).
Purlinandgirtcapacities(seeClause4.2.6).
Masonrybonddimensions.
Tilt-upconcretepanelsizeandavailablecranage.
The building height is again usually a functional
consideration; for buildings with overhead travelling
cranes the critical dimension is the clearance required
under the hook.
In most areas of Australia there is no snow and therefore
fairly low roof pitches are practicable. The steeper the
slope the better the structural action, but this beneft
is usually outweighed by additional sheeting costs. In
practice, roof pitches between 5 and 10 are preferred.
These pitches are suitable for any of the continuous length
steel sheet roofng profles, some of which are adequate
for pitches down to 1.
4.2 Warehouse and Factory Buildings
4.2.1 GENERAL
In the early days of steel-framed industrial buildings the
economic solution was a column-and-truss confguration
(Figure 4.2 (a)). However, since truss fabrication is
inherently labour intensive, rising labour costs have
excluded these truss systems from normal factory or
warehouse applications.
Presently, rigid portal frames fabricated from universal
beams offer the most economic structural solution in
the usual span range of 15 to 45 metres. For very large
spans, portal trusses (see Figure 4.18) are often used in
lieu of the portal frame.
Although the portal frame may require a greater mass of
steel than the equivalent column-and-truss arrangement,
the savings in the cost of fabrication and erection due to
the relative simplicity of the work almost always make it
the optimum system in the span range given above.
To minimise the overall cost of warehouse and factory
buildings, designers should be aware of the major
steelwork cost components. Effort can then be focused
on cost components that can reduce the overall cost.
Figure 4.1 shows the various cost components in relation
to a warehouse.
4.2.2 STANDARDISED PORTAL FRAMES
Overseas, particularly in North America, the portal frame
structure has been developed to the stage where many
companies offer a standard range of buildings in spans up
to as much as 50m. Economies of scale and production
line manufacture have made these catalogue buildings
a cost-effective choice for many industrial as well as
commercial applications.
The same manufacturing and marketing techniques have
been attempted in Australia, but with limited success,
probably due to our much smaller and more widespread
demand. As a consequence, practically all larger portal
frame structures built in Australia today are custom
designed and manufactured. This is not as ineffcient
as it may sound, because there are many standardised
routines in both the design offce and the fabrication shop.
On the other hand, smaller buildings (sheds, garages,
etc.) are widely available in Australia as standard catalogue
items. Nowadays these are often manufactured entirely
from cold-formed steel sections rather than from traditional
hot-rolled sections.
STEEL SUPPLY = 20%
FABRICATION = 15%
SURFACE TREATMENT = 2%
STEEL ERECTION = 2%
ROOF & WALL
SHEETING SUPPLY
& FIX = 37%
PURLINS & GIRTS
SUPPLY & FIX = 24%
Figure 4.1: Steelwork cost components for warehouses
economical structural steelwork
ffth edition
28 handbook
4. Industrial Buildings
RAFTER
COLUMN
RIDGE KNEE JOINT
HAUNCH
(a) Column and Truss.
RAFTER
COLUMN
RIDGE KNEE JOINT
HAUNCH
(b) Portal Frame.
FIGURE 4.2: Confguration of framing systems for a
factory building
HAUNCH LENGTH =
0.10 0.15 SPAN
U.B. RAFTER
D
A
P
P
R
O
X
.
2
D
CUT U.B. HAUNCH
(SPAN OVER 20m)
OR
OR
Figure 4.3: Details of bolted portal frame
4.2.3 CUSTOM DESIGNED PORTAL FRAMES
In this case, a client engages an Architect and Consulting
Engineer who prepare design drawings and submit the
project to tender. The contract is usually awarded to a
builder who then sub-contracts the structural steelwork to
a steel fabricator on the basis of the Consulting Engineers
drawings.
The portal frames will usually consist of universal sections
inordertobeeconomicinfabricationseeFigure4.3.A
variety of connection details are encountered, but only a
limited number are truly economic for such frames. Figure
4.4 shows examples of economic details using bolted
knee and apex joints, while Figure 4.5 shows examples
of economic details for frames using shop welded knee
and apex joints and bolted rafter splices.
For spans up to 20m a uniform column and rafter section
is the most economic but for greater spans haunching
of the rafter may provide a more economical system.
Haunching is most economically achieved by using a cut
universal beam section in the manner shown in Figure 4.3,
with the depth of the section at the haunch about twice
the rafter depth. The haunch length is usually of the order
of10%-15%ofthespanoftherafter.
The selection of either bolted or shop-welded knee and
apex joints will be governed by the span of the frame
and the transport and erection facilities available for a
particular job.
It is important not to overspecify the welding e.g.
specifying full penetration butt welds where fllet
welds would be satisfactory as the cost is increased
unnecessarily (refer Section 7.5). Appendix B of Ref.
2.12 provides recommended welding notes for small to
medium sized building structures.
In general the dimensions given in Figure 4.5 are a
guide to limitations on maximum size imposed by
transportation considerations.
For frames of larger dimensions than those indicated in
Figure 4.5, consideration would have to be given either
to special transport facilities or additional feld splices.
A further discussion on portal frame details can be found
in Clause 8.5.
economical structural steelwork
ffth edition
29 handbook
4. Industrial Buildings
CUT U.B.
HAUNCH
Knee joint.
CUT U.B.
HAUNCH
CUT U.B. HAUNCH
Apex joint.
15000
1
5
0
0
0 BOLTED END PLATE
1
5
0
0
0
3000
15000
3000
WELDED JOINT
BOLTED
SPLICE
BOLTED
SPLICE
(a)
15000
1
5
0
0
0 BOLTED END PLATE
1
5
0
0
0
3000
15000
3000
WELDED JOINT
BOLTED
SPLICE
BOLTED
SPLICE
(b)
FIGURE 4.5: Transportation limitations for
portal frames
CUT U.B.
HAUNCH
Bolted splice.
CUT U.B.
HAUNCH
Bolted/welded splice.
4.2.4 BRACING OF PORTAL FRAMES
Bracing Disposition
The typical disposition of bracing panels for portal frames
buildings is shown in Figure 4.6.
For shorter buildings (up to 60-80m), a single end braced
bay is all that is necessary to stabilise the building
structure. However, this arrangement requires wind forces
on the opposite end to the braced bay to be transferred
along the building length by way of longitudinal eave and
ridge struts. This may require heavy struts, and it is often
more economic to provide braced panels in each end bay
and remove the necessity to provide these substantial
struts. The expansion force to act on the end bay bracing
or by the use of slotted holes (or oversize holes) in the
connections of the longitudinal struts to the columns.
In longer buildings (over 60-80m), corner bracing can be a
disadvantage since the expansion involved is too much to
be accommodated by the above methods. In such cases,
a central expansion joint can be provided (thus effectively
making two buildings (Figure 4.7(a)), or alternatively, the
bracing can be provided near the central interior bays
(Figure 4.7(b)). For the latter alternative, substantial
longitudinal struts may be required to transmit wind forces
from the end walls through to the braced bays. Whether
this solution is economic depends on the increase in size
of the longitudinal struts required for the latter solution
compared to the additional cost of the extra column in
the expansion joint solution.
To facilitate easier erection of the columns, it is
recommended that holding down bolts be caged in
groups of four which when combined with 4-hole base
plates will do a better job of supporting the columns
vertically than 2-hole base plates.
FIGURE 4.4: Details for welded portal frame (with bolted
rafter splice for feld erection)
economical structural steelwork
ffth edition
30 handbook
4. Industrial Buildings
EXPANSION JOINT
G
I
R
T
S
P
U
R
L
I
N
S
Elevation.
EXPANSION JOINT
G
I
R
T
S
P
U
R
L
I
N
S
Plan.
FIGURE 4.6: Bracing panels
EXPANSION JOINT
G
I
R
T
S
P
U
R
L
I
N
S
(a) Use of central expansion joint for buildings over 60-80m long.
EXPANSION JOINT
G
I
R
T
S
P
U
R
L
I
N
S
(b) Alternative bracing system for buildings over 60-80m long.
FIGURE 4.7: Bracing for long buildings
Bracing Details
For sheds and small buildings rod bracing, tensioned by
turnbuckle or by deliberately detailing short, is the most
economic solution, although there is an alternative school
of thought which uses angle bracing. With rod bracing,
the ability to plumb frames and square the buildings by
using the turnbuckle adjustment makes for easier erection.
For wide frame spacing, rod bracing will tend to sag over
the longer span involved and may present some problems
in effectively bracing the roof. As well, rod bracing in the
walls may become subject to physical damage during
occupancy. Angle bracing can overcome these diffculties.
Tubular sections are effcient members for bracing in
larger structures. Their inherent properties provide high
load carrying capacities for low mass of material and
make circular and rectangular hollow sections (CHS
and RHS) very attractive from a design point of view.
However, for these advantages to be refected in the
overall economy of the fabricated structure attention
should be paid to the end connections since their
preparation involves the largest part of the fabrication cost
(see Ref. 4.7).
Economic connection details for bracing members are
shown in Figures 4.8, 4.9 and 4.10.
(a) End connection.
(b) Simple crossover intersection.
(c) Intersection using a pipe piece (no turnbuckles needed).
FIGURE 4.8: Details for rod bracing
(a) End connection.
(b) Typical intersection.
FIGURE 4.9: Details for angle bracing
economical structural steelwork
ffth edition
31 handbook
D
1.5D
t
2t
55 70 70 35
55 70 70 35
70
70
D
D + 20
(NOM)
55 70 70 35
D (a) Flattened end (CHS only).
D
1.5D
t
2t
55 70 70 35
55 70 70 35
70
70
D
D + 20
(NOM)
55 70 70 35
D
(b) Welded tee end.
D
1.5D
t
2t
55 70 70 35
55 70 70 35
70
70
D
D + 20
(NOM)
55 70 70 35
D
(c) Slotted end plate.
D
1.5D
t
2t
50 70 70 35
45 70 70 35
70
70
D
D + 20
(NOM)
50 70 70 35
D
(d) Typical intersection.
FIGURE 4.10: Details for tubular bracing
4.2.5 CRANES IN PORTAL FRAME BUILDINGS
The most common crane type used in portal frame
industrial buildings is the electric overhead travelling
crane. The crane bridge travels on two longitudinal girders
which are supported at each portal frame of the building
structure. The design of a crane runway girder must be
considered as an integral part of the whole building.
At the same time, it must be recognised that because
of the dynamic forces imposed on the runway girder,
extreme economy in member and connection design
is not recommended and is considered unwise. The
best solution may be a heavier structure providing lower
maintenance cost in the future operation of the crane.
The method of supporting the crane runway girder
depends on the magnitude of the crane wheel reactions
(i.e. on the crane capacity and the crane classifcation)
and upon the structural characteristics of the portal frame
column. Figure 4.11 shows some typical arrangements
as follows:
(a) Separate crane column, acting with the
frame column.
(b) Combined frame and crane column.
(c) Separate crane column, acting separately from
the frame column.
(d) Light frame column bracket, with the frame
column acting as both frame and crane column.
Generally types (a), (b) and (c) in Figure 4.11 will be
chosen for heavier capacity cranes as classifed in AS
1418. In most factory type buildings, cranes will be of low
to medium capacity (up to 5 tonnes) in which case the
crane runway girders could be supported on a column
bracket (type (d)). This bracket should be proportioned to
minimise stiffening of the frame column (see Figure 4.12).
Ref. 4.4 is a publication on the design of crane runway
girders and outlines the factors which affect the overall
economy of both the crane girder and the enclosing
structure. Figure 4.13 shows the most commonly used
crane girder sections in portal frame industrial buildings
and gives an indication of their relative fabrication cost.
Ref. 4.4 gives more detail and discusses other types of
runway girders.
The cost of continuous girders is usually higher than
for simply supported girders since the effciency of the
member is offset by higher erection costs. However, the
most economical compromise is often to design and
detail the girder as continuous over two frame spans.
This allows the fabrication of either rolled members or
plate girders from stock material and therefore minimises
fabrication costs while still reducing the total number of
girders to be erected.
4. Industrial Buildings
economical structural steelwork
ffth edition
32 handbook
4. Industrial Buildings
DEEPER
SUPPORT
TO REDUCE
STIFFENING
MAY BE CHEAPER AGAIN TO
INCREASE COLUMN SIZE AND
AVOID STIFFENING COMPLETELY
DEEPER
SUPPORT
TO REDUCE
STIFFENING
MAY BE CHEAPER AGAIN TO
INCREASE COLUMN SIZE AND
AVOID STIFFENING COMPLETELY
DEEPER
SUPPORT
TO REDUCE
STIFFENING
MAY BE CHEAPER AGAIN TO
INCREASE COLUMN SIZE AND
AVOID STIFFENING COMPLETELY
DEEPER
SUPPORT
TO REDUCE
STIFFENING
MAY BE CHEAPER AGAIN TO
INCREASE COLUMN SIZE AND
AVOID STIFFENING COMPLETELY
(a) (b) (c) (d)
FIGURE 4.11: Types of supporting columns
DEEPER
SUPPORT
TO REDUCE
STIFFENING
MAY BE CHEAPER AGAIN TO
INCREASE COLUMN SIZE AND
AVOID STIFFENING COMPLETELY
DEEPER
SUPPORT
TO REDUCE
STIFFENING
MAY BE CHEAPER AGAIN TO
INCREASE COLUMN SIZE AND
AVOID STIFFENING COMPLETELY
(a) Excessive stiffening
of bracket and column.
(b) More economic solution.
FIGURE 4.12: Crane runway brackets
DEEPER
SUPPORT
TO REDUCE
STIFFENING
MAY BE CHEAPER AGAIN TO
INCREASE COLUMN SIZE AND
AVOID STIFFENING COMPLETELY
DEEPER
SUPPORT
TO REDUCE
STIFFENING
MAY BE CHEAPER AGAIN TO
INCREASE COLUMN SIZE AND
AVOID STIFFENING COMPLETELY
DEEPER
SUPPORT
TO REDUCE
STIFFENING
MAY BE CHEAPER AGAIN TO
INCREASE COLUMN SIZE AND
AVOID STIFFENING COMPLETELY
1 1.1 1.4
FIGURE 4.13 : Commonly used sections for crane
runway girders and their relative fabrication cost
4.2.6 PURLINS
The sheet cladding of industrial buildings is attached
to a framework of secondary members which is itself
connected to the main frame. These secondary members
are known as purlins (for roof sheeting) or girts (for wall
sheeting); the term purlin is used when referring generally
to both types.
In Australia, industrial purlins consist almost exclusively of
cold-formedmembersusuallyZedorCsections,often
formed from hot-dip galvanised strip. These members
are available from several manufacturers and in a variety
of depths ranging from 100mm up to 350mm in 50mm
increments. The availability of section depths varies in
each State. Availability of the larger sections should be
confrmed with suppliers before being specifed to avoid
unnecessary delays and cost to the project.
BROAD
FLANGE
RAFTER
OR STEEL
FRAME
FOUR BOLT
CLEAT
BUTT JOINT
RAFTER
OR STEEL
FRAME
NARROW
FLANGE
BROAD
FLANGE
LAP VARIES
ACCORDING
TO SPAN
NARROW
FLANGE
FIGURE 4.14: Standard purlin cleats
BROAD
FLANGE
RAFTER
OR STEEL
FRAME
FOUR BOLT
CLEAT
BUTT JOINT
RAFTER
OR STEEL
FRAME
NARROW
FLANGE
BROAD
FLANGE
LAP VARIES
ACCORDING
TO SPAN
NARROW
FLANGE
FIGURE 4.15: Zed section purlins with lap
BROAD
FLANGE
RAFTER
OR STEEL
FRAME
FOUR BOLT
CLEAT
BUTT JOINT
RAFTER
OR STEEL
FRAME
NARROW
FLANGE
BROAD
FLANGE
LAP VARIES
ACCORDING
TO SPAN
NARROW
FLANGE
FIGURE 4.16: C section purlins with butt joint
economical structural steelwork
ffth edition
33 handbook
For average industrial buildings a purlin 200 mm deep
appears to represent an economic optimum, and it is the
capacity of this size that often fxes the frame spacing
typically 6 to 8m. The supply and fxing of purlins and
girtsrepresentabout24%ofthetotalsteelworkcostfor
a warehouse. Judicious selection of purlins and attention
to design loads and details can contribute to a signifcant
reduction in overall project cost (see Figure 4.1).
Purlins are bolted to the rafters by means of a simple
weldedcleat(Figure4.14).Mostmanufacturersspecify
M12boltsandsomeprovidespecialpurlinboltshavingan
M12threadandanM16shank.Purlinandcleatbolt-hole
geometry has been standardised by the ASI: Structural
Steel Connections series and most manufacturers
conform to these standards based on fabricator
surveys (Ref. 1.).
Zed section purlins are shaped so that they can be lapped,
and this feature allows the designer to take advantage
of partial or complete continuity at the splices (Figure
4.15). However in some cases the structural advantages of
continuity may be off-set by extra cost and complication
in the purlins themselves.
C section purlins are normally used simply supported
at the ends (Figure 4.16) or continuous over two spans.
For shorter bay lengths purlins can be obtained long enough
to be used continuously over two spans. This reduces
defection compared with simple spans but does not give
the same structural performance as a fully lapped system.
The performance of purlin systems requires in most cases
the provision of adequate lateral stability by means of ties
or bridging. Purlin manufacturers supply such systems,
and some also offer accessory items such as raking girts,
fascias, etc.
Details of proprietary purlin systems, design information
and load tables can be obtained from manufacturers
literature.
4.2.7 FLY BRACING
In a portal frame building either fange of both the rafters
and the columns can be a compression fange depending
upon the assumed magnitude and direction of wind loading.
The exterior fanges are normally adequately laterally
braced by the purlins and girts, but sometimes the design
may require the provision of bracing to the otherwise
unrestrained interior fanges.
This is most conveniently accomplished by the inclusion
of so-called fy bracing at purlin intersections (see
Figure 4.17). This can easily become a very costly detail
and unnecessary expense can be avoided by the use
of the simple fat bar arrangement as shown. An
alternative fy brace is to use galvanised CHS with
fattened ends on one side only as it reduces erection time
and eliminates painting.
FIGURE 4.17: Method of fxing fy bracing to
standard punching
4.2.8 SHEETING
Coated steel sheeting is the most popular and economic
cladding material for both the roof and walls of industrial
buildings. (There may in some circumstances be
regulatory constraints on its use in walling).
A variety of profles is available, ranging from traditional
corrugated sheeting to sophisticated concealed fx products.
All of these sheets are manufactured from continuous
strip and therefore can be supplied in most cases so as
to eliminate end laps. It is usual practice for sheeting to be
custom cut by the manufacturer in the precise quantities
and lengths needed for each particular project.
Except in cyclonic areas, steel roofng is capable of
spanning about 1200 mm in the case of corrugated
sheeting and up to as much as 2700 mm for stronger
and deeper profles. These fgures relate to interior spans.
End spans for screw-fxed products should normally
be limited to about three-quarters of these fgures. For
walling,spanscanbe25%to50%greater.
It can be seen that the choice of cladding determines
the purlin spacing which in turn can infuence some
of the basic design parameters such as purlin size and
bay length.
Steel sheeting is readily fxed to cold-formed purlins by
means of self-tapping screws. Special heavy duty self-
drilling self-tapping screws with in-built neoprene seals
are normally used.
Concealed-fx profles are secured by separate clips or
straps which are normally attached to the purlins. On
the fnished job these straps are hidden and there is no
piercing of the cladding surface.
Where sheeting is to be painted for decorative purposes or
to provide added protection, considerable economy can
be gained by the use of pre-painted cladding. The factory-
applied fnish avoids costly site painting and provides far
superior paint adhesion and quality.
Full details of steel sheet cladding profles, accessories,
design and fxing data etc., are obtained from
manufacturers literature.
4. Industrial Buildings
economical structural steelwork
ffth edition
34 handbook
4. Industrial Buildings
4.3 Large Span Storage Buildings
4.3.1 SPANS OF 45-70 METRES
When buildings of over 45m clear span are required for
such purposes as container storage, etc., consideration
should be given to the use of portal-truss systems for
economy. Spans of 45 to 70 metres are economically
satisfed with such systems (Figure 4.18).
The factors affecting the economy of the fabricated
structure in such truss systems are those common to
truss-work in general and these are discussed in Clause
8.4. Other considerations such as bracing, sheeting, etc.,
are as discussed in Clause 4.2.
FIGURE 4.18: Three-pinned portal truss
4.3.2 SPANS IN EXCESS OF 70 METRES
Spans greater than 70m are required for structures such
as aircraft hangars, large stadia or storage buildings.
Several buildings have been built in recent years using a
space frame system of the fat double layer type (Figure
4.19), although other types are also available.
The success of space structures, as in all structures,
greatly depends on the use of an effcient jointing method
(or connection). In Australia there are several proprietary
joints readily available and a full discussion of space
frame systems may be found in Refs 4.5 and 4.6.
The inherent economy of space structures lies in the fact
that the frame is made up of a large number of similar
elements which can be fabricated in a mass production
operation. The erection of the frame can be often
accomplished by assembling the frame onsite at ground
level and jacking it into position on the column supports.
From an overall economy point of view, however, space
frames should be considered only for applications where
extremely large clear spans are required to satisfy building
function. They may be selected for other applications
purely for architectural reasons.
WEB DIAGONALS
BOTTOM CHORDS
TOP CHORDS
FIGURE 4.19: The basic square grid double layered
space frame
4.4 Heavy Industrial Structures
These structures can be considered as almost entirely
custom designed to fulfl the function demanded of
the engineering or manufacturing process involved. It
is therefore most important that the designer adopt
a rationalised approach to member selection and
standardised connection details in order to achieve the
most economic frame within the functional constraints.
In structures such as steel-mill buildings or power stations,
the members are often massive in comparison with
normal building structures and certain considerations
assume greater importance.
4.4.1 ERECTION
The proposed method and sequence of erection should
be considered at the preliminary design stage.
The columns in such structures are often of very stiff box-
section with fxed bases and it is obviously not possible
to spring such a column during the erection of a girder.
The girder-to-column connection must be selected to
permit easy placing of the girder between columns and
ready access to complete the connection fastening. End
plate connections are usually not preferred in cases such
as these since the need to fabricate girders short and
subsequently shim on site adds greatly to the fnal cost
of the erected structural work. Web side plate or angle
cleat connections, on the other hand, provide fexibility
in fabrication and erection tolerances and generally will
economical structural steelwork
ffth edition
35 handbook
4. Industrial Buildings
be more economic for simple fexible connections in
industrial structures. Connections are discussed in more
detail in Clause 8.6.
4.4.2 SITE WELDING
In heavy industrial structures there is usually a great
number of large connections each involving a considerable
amount of site work. In these circumstances it may be
worthwhile considering feld welded connections. This is
because the cost of establishing welding equipment on
the job, and of moving it around, can readily be spread
over the total amount of work to give an economic result
(see Section 7).
4.4.3 BOLTED CONNECTIONS
Although the general rule for economy is to design bolted
connections with threads included in the shear plane,
this may not apply in projects with a predominance
of large connections for example 50 or more bolts
per connection.
For these connections signifcant savings in the number
of bolts (and therefore in the physical size of the details,
the number of holes to be drilled and the time needed for
erection) can often be made by designing for threads
excluded (see Clause 6.4.4).
4.4.4 FUNCTIONAL CONSTRAINTS
In large process plants and similar structures it is
sometimes impractical to adhere to all the guidelines for
economy in fabricated steelwork. For example the need
to accommodate a variety of machinery, equipment and
services can make it diffcult to maintain uniform column
spacings or to rationalise on a single foor beam size.
Likewise bracing can often present a problem, and may
have to be ftted in by the designer.
While these departures from optimum practice may be
unavoidable, the designer should nevertheless maintain
an overall philosophy of:
Simplicity keep the number of members down to
a minimum to satisfy the structural and functional
requirements.
Standardisation use as many beams and columns of
the same size and mass as possible; standardise the
connections used.
Symmetry although in these custom-designed
structures it is often diffcult, it should be remembered
that connection selection and bracing disposition can
lead to symmetry in members and layout. Obvious
economy will be gained by providing for repetition in the
fabrication shop.
economical structural steelwork
fth edition
36 handbook
5. Commerical Buildings
5.1. Introduction
In contrast to the industrial structures discussed in
Section 4, where the criterion controlling the framing
arrangement was often building function, the commercial
or ofce type building is usually of a more regular layout.
It is this characteristic which allows the greatest economy
to be obtained through standardisation and repetition of
structural elements and connections.
This category of steel building comprises a grid of steel
beams connected to steel columns (or composite
columns or concrete shear walls) using either simple
or rigid connections. Resistance to lateral loads may
be provided by using some form of bracing with steel
elements or other types such as in-ll walls or shear walls,
or by frame action using rigid connections.
This type of building can be divided into two categories:
(a Low-Rise Commercial - e.g. suburban offce
blocks of up to four storeys, schools, shopping
centres, etc.
(b High-Rise Commercial - e.g. city offce buildings.
5.2 Low-Rise Commercial Buildings
This category can be further sub-divided into:
Fully steel-framed structures.
Composite frames (steel frames connected to
concrete cores or utilising masonry in-ll panels).
5.2.1 FULLY STEEL-FRAMED
Low-rise buildings fully framed in steel offer advantages
in building speed and therefore in the overall economy
of the nal building. Because low-rise buildings do not
require large stabilising elements, a steel frame using only
simple connections can be used, offering economy in both
fabrication and erection. The stabilising element is usually
provided in the form of a steel cross-bracing system in one
or two directions which can be incorporated in a faade
treatment so as not to intrude into window openings.
Another framing system which has been used successfully
for low-rise buildings is the one-way-rigid, one-way-
braced system (see Figure 5.1).
This is essentially an extension of the industrial portal
frame structure and results in an economic solution for
small commercial buildings where freedom of layout and
planning can be provided across the building width since
no internal columns or bracing elements are necessary.
In the design of such a building, it should be recognised
that bays of equal size will assist in gaining maximum
economy by allowing the repetitive use of similar sized
beam and column sections. The economic detailing of
beams and columns is most important in achieving overall
economy and aspects of this are contained in Section 8.
FIGURE 5.1: Framing system for low-rise
commercial building
Undoubtedly the greatest advantage of a fully steel
framed structure lies in the ability to erect the entire
structural framework on prepared footings, as a self
sustaining system before any other building trades
are required onsite. With proper planning, this feature
can lead to faster building speed and the elimination of
many of the problems associated with diverse trades on
site simultaneously.
5.2.2 COMPOSITE FRAMES
Currently a favoured type of construction for steel low-
rise commercial buildings is the provision of a stabilising
element comprising a masonry or reinforced concrete
core, with the steel oor beams connected with simple
connections between periphery steel columns and the
concrete core. For the low-rise commercial building, it
is also common to use in-ll masonry panels to provide
lateral stability. Examples of these systems are shown
in Figure 3.7.
Typical details of such a framing arrangement are shown
in Figure 5.2 for the case where masonry panels are used
to provide the stabilising element in a building frame.
C7IEDHO
8BE9AEH
8H?9AM7BBI
Figure 5.2: Stability by masonry
economical structural steelwork
ffth edition
37 handbook
For the case shown in Figure 5.2 it should be remembered
that the steel frame must be effectively temporarily
braced during erection and properly plumbed before
the brickwork or blockwork can be laid. If the temporary
bracing has to be removed after stability is provided by
the infll panels, it could be placed on the inner fange of
the columns in order to facilitate later removal and in order
not to interfere unduly with the masonry work.
Figure 5.3 shows an alternative method of providing a
stabilising element in the form of a concrete panel cast
between two adjacent steel columns and tied into each.
In this case, the wall thus produced would normally be
considered as load-bearing and would support stair-
landings etc., throughout the height of the building.
In addition to the concept of composite frames, the use of
composite beam-slab systems will provide best economy
in these buildings. This is discussed in Clause 5.5.
CAST IN-SITU CONCRETE PANELS
WALL GIRT
FIGURE 5.3: Stability by concrete panels
5.3 High-Rise Commercial Buildings
5.3.1 GENERAL
In Australia at present a high-rise commercial building
will usually be a city offce block of up to 50 foors. In
these buildings, a regular column grid can be established
resulting in repetitive bays in one or both directions. As
previously mentioned, regularity of bays is important since
it leads to maximum economy due to repetition.
The architectural and aesthetic requirements usually
control the exterior column spacing and therefore the bay
sizes. A panel wall design with columns contained within
the wall thickness allows maximum freedom in bay size
selection, whereas when columns are exposed externally
as an architectural feature this results in the least fexibility in
bay size selection. Bay sizes should be selected to produce
minimum storey height. It is noteworthy that a saving of 75
mm per foor in a 20 storey building will save 1500 mm of
exterior and interior wall, partitioning, columns, lifts, etc.
On the other hand, columns cannot be spaced so closely as
to detract from the usefulness of the space through which
they pass. Selection of bay sizes is always a compromise
between these two considerations.
In a way similar to low-rise commercial buildings,
high-rise commercial buildings can be sub-divided into:
Fullysteel-framedstructures.
Steelframesconnectedtoreinforced
concrete cores.
In the selection of the best framing system, the most
important consideration is to fnd a structural form which
is highly effcient under lateral loadings and which does
not require an unreasonable premium in frame cost to
resist those forces.
A vast number of alternative steel framing systems
have been successfully used in the past, but not all of
these are economic under todays conditions. Figure 5.4
shows some of the frame types suitable for buildings of
various heights.
5.3.2 FULLY RIGID FRAME
From a planning and layout point of view this system
obviously creates maximum freedom since no stabilising
elements are required in the vertical planes of the
building framework.
The system is suitable for buildings up to 30 storeys in
height but should be considered only when constraints
of planning and layout are unavoidable.
It has the advan tage of allowing effcient use of material
because of the considerable interaction between beams
and columns due to the use of rigid connections with
resultant continuity in beams. However, in todays
situation, rigid connections are more costly to fabricate
and this will often offset any savings in material. In addition
columns will generally be more expensive because equal
stiffness about both axes is required.
In the USA where frames of this type have been in use for
many years, the basic method was to erect columns and
feld-weld beams at foor levels (see Figure 5.5).
However, since this method required the feld welding
of the most critical joints in the structure where both
high quality welds and high construction speed was
required (both being subject to weather and operator
skill), this method has been refned by transferring the
welding operation from the feld back into the shop. This
is accomplished by using the Christmas Tree concept
as shown in Figures 5.6 and 7.9.
In view of the relative costs of shop and feld welding, the
stub girder shop welded to the column will generally prove
a more economic solution for rigid framework.
5.3.3 FULLY BRACED FRAMES
Fully braced frames of the type mentioned below are
braced tubes where stability against lateral forces is
provided by the braced action of the external building
wall framing.
5. Commercial Buildings
economical structural steelwork
ffth edition
38 handbook
110
100
90
80
70
60
50
40
30
20
10
0
S
T
O
R
E
Y
S
STEEL OR
CONCRETE
CORE
CORE
SHEAR TRUSS
OR CONCRETE
SHEAR WALL
CAN ALSO USE
PIN CONNECTIONS
F
R
A
M
E
W
I
T
H
S
H
E
A
R
T
R
U
S
S
F
R
A
M
E
W
I
T
H
S
H
E
A
R
T
R
U
S
S
B
A
N
D
T
R
U
S
S
A
N
D
O
U
T
R
I
G
G
E
R
T
R
U
S
S
E
N
D
C
H
A
N
N
E
L
F
R
A
M
E
D
T
U
B
E
W
I
T
H
I
N
T
E
R
I
O
R
S
H
E
A
R
T
R
U
S
S
E
S
E
N
D
C
H
A
N
N
E
L
A
N
D
M
I
D
D
L
E
F
R
A
M
E
D
T
U
B
E
S
B
U
N
D
L
E
D
F
R
A
M
E
D
T
U
B
E
E
X
T
E
R
I
O
R
D
I
A
G
O
N
A
L
I
S
E
D
T
U
B
E
E
X
T
E
R
I
O
R
F
R
A
M
E
D
T
U
B
E
OUTRIGGER
TRUSS
FRAMED
MIDDLE
EXTERIOR
FRAMED
TUBE
EXTERIOR
DIAGONAL
TUBE
FRAMED END BUNDLED TUBE
CHANNELS
FIGURE 5.4: Optimum steel framing
systems for buildings of various heights
ERECTION CLEAT
OR
OR
FIGURE 5.5: Field welded connection details
STUB
GIRDERS
OR
OR
BOLTED
FIELD SPLICE
FIGURE 5.6 : Shop welded connection details
5. Commercial Buildings
economical structural steelwork
ffth edition
39 handbook
5. Commercial Buildings
Bracing across full building width
If the total facade width of the building can be considered
as a vertical truss, the resulting frame offers maximum
stability against lateral forces and this system can be
used for almost unlimited storey height.
The advantages of braced frames lie in the use of simple
fexible connections throughout and these are the most
economical to fabricate. In addition, smaller columns can
be used, often merely rolled sections. The foor beams on
the other hand will tend to be heavier because no beam
continuity is available but this mass addition will almost
always be more than compensated by the less costly
fabrication required.
Considerable cost is saved in using fllet welds rather
than butt welds in the connections. Refer to section 7.2.3
for further information.
Bracing by shear truss in external walls
For buildings up to 50 storeys a shear truss in the plane of
the external walls provides good stability characteristics
and has the advantage of not intruding into faade
treatment as much as the full width bracing mentioned.
Architecturally, cross bracing has never been readily
accepted. Some exceptions to this do exist overseas and
in Australia, but in general engineers are expected by their
architect to conceal bracing in building faades. This can
often be done by accepting a compromise between the
space possible in a bay opening and the bending induced
in foor beams (see Figure 5.7).
K BRACE X BRACE KNEE
BRACE
RIGID
FRAME
FIGURE 5.7: Forms of bracing
FIGURE 5.8: Bracing should connect to column
5.3.4 STABILITY BY MEANS OF SERVICE
CORES
Since building structures of the type under discussion
invariably require a Core in which are contained lifts, stairs,
service ducts etc., it is convenient to consider the core as
a major stabilising element to resist lateral forces. The foor
beams are simply connected between steel periphery
columns and the core structure, with resultant economies
in fabrication and erection.
Steel framed service core
A fully-braced core structure using steel elements can
be erected very quickly as a free standing structure and
provides convenient access to all levels of the building
throughout the construction phase.
Bracing can normally be placed to accommodate the
necessary openings and provide adequate stabilising
function for buildings up to 50 storeys.
Slip-formed concrete core
Development of effcient slip-forming techniques has
resulted in the construction of concrete cores becoming a
fast, economic building process. Because such a central
core is essential to house building services such as lifts,
stairs, ducting, etc., it is logical to consider using the
strong core as the major stabilising element for a multi-
storey building (see Figure 5.9). This system has been
successfully used in many recent buildings constructed
in Australia and overseas.
Using this method of stabilising the frame, the lateral
forces on the external walls of the building are transmitted
to the core through the foors. The foor, which usually
consists of a concrete slab acting compositely with its
steel supporting beams (see Clause 5.4), is considered
as a deep horizontal diaphragm and is extremely effective
in transmitting lateral forces to the central core.
The position of the concrete core within the building has a
signifcant effect on its structural behaviour under lateral
loads. If the core is asymmetrical, rotation in addition to
translation will be generated under lateral loads. This is
an important consideration when the core is situated at
the extreme end of a rectangular shaped building (see
Figure 5.10).
In such a case, it is often necessary to employ the use of an
auxiliary steel bracing system in the end wall remote from the
core. Thus the stability of the building in the direction shown
is shared by the core and the bracing system.
In general, when building structures using concrete cores
as stabilising elements, connections of steel beams to
periphery columns and connections of foor beams to
foor beams can be of the fexible type. The connection of
the foor beam to the concrete core must also be executed
economically and methods of making such connections
are discussed in Section 8.
Table 5.1 summarises situations where the use of shear
walls or cores are advantageous and also lists situations
where steel lattice bracing may be more appropriate.
economical structural steelwork
ffth edition
40 handbook
5. Commercial Buildings
CORE
SLOTTED HOLES
IN PLATE
FOR A DISCUSSION
OF METHODS OF
CONNECTING STEEL
BEAMS TO CONCRETE
CORES, SEE SECTION 8
CORE
FIGURE 5.9: Service core
CORE
BRACING IN
END WALL
FIGURE 5.10: Service core at end of building
5.4 Floor Support Systems
Supporting members, suitable for use in foor systems
for steel-framed commercial buildings include the
following (see Figure 5.11):
Universalsections(UB).
Weldedbeams(WB)orplategirders.
Hybridgirders.
Castellatedgirders.
Universal sections are in general use in steel framed
construction, except where long spans and/or heavy
loads necessitate the use of larger members. The
universal beam sections cover a reasonable range of
spans and loading conditions and are best suited for use
as main or secondary beams. Cover plates can be welded
to the fanges to increase capacity but it is usually more
economic to use a standard welded I-Section. Electrical
services and airconditioning ducts can penetrate through
the web to avoid adding to overall foor depth. Simple and
economic detailing of such openings is essential (Section
8 contains suggested details). Universal and standard
welded I-Sections require little fabrication except at the
beam-to-column or beam-to-beam connections.
Non-standard welded beams or plate girders cater for
larger spans and heavier loads than universal sections.
The fange plates are normally fllet welded to a single
web plate.
TABLE 5.1: Shear wall vs. lattice bracing
Concrete shear walls or cores are advantageous
If the combined liftshaft and stairwell can adequately stiffen the
building with no more than the wall thickness necessary for fre
protection (100mm of concrete for fre-resisting walls in general,
140mm for fre compartment walls);
Ifitisimpracticabletoprovidethestructuralsteelframewith
the necessary lattice bracing;
Ifthecoresarelocatedoutsidethemainground-planasexposed
external features, when the main body of the building may then
be constructed with simple widely-spaced columns providing
maximum fexibility of internal layout.
Lattice bracing is more appropriate
Ifitispracticabletoprovidelightwide-spanverticallatticesystems;
Ifliftsandstaircasesarenotlocatedclosetogether;
Ifliftsandstaircasesarenotexactlyoneabovetheother,
but are staggered in the successive storeys;
Ifliftandstaircaseenclosuresareplannedaslightglazed
frameworks outside the actual building;
Iftheconstructiontimeavailableistooshorttoallowcores
to be constructed in advance of the steelwork;
Ifthecorewallshavetobepiercedbyexcessivelylargeopenings.
Box girders, however, can be fabricated using two web
plates where very heavy loads are involved. Like universal
sections, plate girders can have web holes to enable the
electrical services and airconditioning to pass through.
Economic fabrication of these members is possible using
automatic submerged arc welding (see Section 7).
Hybrid girders are plate girders using a stronger grade of
steel on the tension fange of the beam and possibly part
of the web. One economical way of fabrication is to cut
two universal sections of different grades symmetrically
and reweld them with a central web butt weld. The beams
may be made castellated or can have a solid web. These
girders are particularly suited where the beam is to be
made composite with a concrete foor slab, but have been
rarely used in Australia.
The profled cutting and rewelding of a universal section
to form a castellated girder containing web openings
results in a girder which is deeper, stronger and stiffer
than the original section. The web openings can be used
for ducts and piping. Consequently, castellated girders
can permit a reduction in the overall mass of the foor
system, leading to savings in total building cost. The
savings in material must, however, be considered against
the increased cost of fabrication with this type of girder.
Computer numerically controlled (CNC) cutting and
welding equipment has improved the economic viability
of castellated beams.
Further discussion of these beam types is contained in
Section 8.
economical structural steelwork
ffth edition
41 handbook
5.5 Composite Construction
The current trend to steel framing for commercial buildings
has been due to a large extent to the development of
composite construction techniques. This concept is
based on designing a structure to rely on some degree
of interaction between elements of different materials.
The economical use of materials should be the keynote
in all modern building design. Composite steel-concrete
construction in slabs, beams and columns, using both
steel and concrete to maximum advantage, is one of the
most effective means of achieving this objective.
Further information can be found in Refs 5.10 and 5.11.
5.5.1 FLOOR SYSTEMS
In composite structural framing the term composite steel
beam refers to a foor system comprising a steel beam
acting with a concrete slab component on its top fange,
interconnected to the slab such that both form an integral
unit. The principal advantage of this lies in the fact that
the concrete slab not only spans between and distributes
the loads to the main beams but also forms part of the
beams themselves (Figure 5.12).
In the types of composite beam-slab systems in this
discussion, the concrete slab can be constructed
in several ways. One of the best nowadays is to cast
it on profled steel sheeting the sheeting serving as
permanent formwork when the slab is poured. The
method of achieving composite beam action involves
the provision of some form of mechanical connection
between the beam and slab at the interface. These
elements are known as shear connectors, of which the
most economic type is the welded stud (see Figure 5.13).
SHEAR
CONNECTORS
REINFORCEMENT
DRAPED
SLAB
METAL DECK
FILLET WELD
END STUBS
ARE ESSENTIAL
DUCT
CEILING
GIRDER
VARIES
VARIES
STUB GIRDER
GIRDER
SHEAR
CONNECTORS
REINFORCEMENT
DRAPED
SLAB
METAL DECK
FILLET WELD
END STUBS
ARE ESSENTIAL
DUCT
CEILING
GIRDER
VARIES
VARIES
STUB GIRDER
GIRDER
SHEAR
CONNECTORS
REINFORCEMENT
DRAPED
SLAB
METAL DECK
FILLET WELD
END STUBS
ARE ESSENTIAL
DUCT
CEILING
GIRDER
VARIES
VARIES
STUB GIRDER
GIRDER
(i) Universal section. (ii) Plate girder. (iii) Hybrid girder.
SHEAR
CONNECTORS
REINFORCEMENT
DRAPED
SLAB
METAL DECK
FILLET WELD
END STUBS
ARE ESSENTIAL
DUCT
CEILING
GIRDER
VARIES
VARIES
STUB GIRDER
GIRDER
(iv) Castellated beam.
FIGURE 5.11: Floor support members
STEEL SHEETING
SECONDARY REINFORCEMENT STRUCTURAL CONCRETE
FIGURE 5.12: Composite foor beam system
FLUX LOAD
FERRULE
12
L
d
s
d
s
+ 12
FIGURE 5.13: Welded stud shear connector
A conventionally formed slab system could be used
as an alternative, but rising costs of the removable
formwork material and the associated labour are
making steel decking systems more attractive. In
addition, the provision of extensive propping to the
underside of formwork and the time delay in its removal
mean that following trades are hindered in proceeding,
thus negating the advantage of steels fast construction.
If steel decking is to be used it is probably better to use
a type which will also act compositely with the slab by
becoming the positive reinforcement. Several forms of
composite steel decking are currently available in Australia
and are made from high-strength zinc-coated steel. Typical
profles are shown in Figure 5.14.
FIGURE 5.14: Profles of composite galvanised
steel decking
The use of composite steel decking provides for double
economy. Firstly, it provides a low cost and effcient foor
slab by eliminating the need for all or most of the lower
reinforcement. Secondly, it has the benefts of permanent
formwork such as speedy installation, a weather and
safety cover and an immediate working platform for
other trades.
5. Commercial Buildings
economical structural steelwork
ffth edition
42 handbook
Steel decking is used to its optimum advantage in steel
framed buildings because full advantage can be taken
of sheet continuity to increase slab load capacity and
because the resultant slab can also be made composite
with the steel beams. This means that composite action
is achieved in two ways:
(a) Within the slab.
(b) Between beam and slab.
Design methods for composite foors are readily available
(see Refs 5.3, 5.4, and 5.5).
5.5.2 COLUMNS
The concrete encased steel column is a further example of
composite action. Encasing of columns is often required
to satisfy the architectural features of building faades
and to provide fre protection to the steel column. The
opportunity exists to consider a relatively small steel
column section, designed to carry construction loadings,
which can be subsequently encased and, as a composite
section, designed to carry total vertical loading. The steel
column can be used as reinforcement in the fnal composite
column, or where a larger fnal section is required additional
reinforcement can be introduced (see Figure 5.15).
150 UC OR
200 UC MINI
COLUMN
FIGURE 5.15: Composite columns incorporating a
steel erection column
By proceeding in this way the erection of the structural
frame is not controlled by the time taken for the forming,
pouring and curing the fnal shape of a wholly concrete
column. The steel column can be designed to support say 6
to 10 foors of structure and the building program is planned
so that the encasement of the lower columns becomes a
relatively non-critical item in the construction sequence.
The converse of a concrete encased steel column is a steel
tubular column flled with concrete, which also provides
composite action.
Small or medium sized columns might be RHS or CHS;
larger columns are box or tubular sections fabricated from
steel plates (see Figure 5.16).
These tubular composite columns make for quick and easy
erection and of course they eliminate the need for concrete
formwork. In the larger sizes their overall economy depends
upon the ability of the fabricator to manufacture the tubular
sections effciently.
5.6 Summary
From a technological point of view, the design of
commercial buildings is relatively well understood.
However, in todays scene the important point to
remember is that such buildings, in order to be viable
business ventures, require to be constructed with
maximum economy of time, materials and labour.
Many city buildings in Australia in recent years have
been constructed using the steel frame to concrete core
method and it is apparent that this system is proving
economic in the current situation. High onsite labour costs
are causing a return to the principle of prefabricating
building elements off-site and then simply assembling
them to form a building structure. As tall buildings, by
virtue of their large number of identical foors, require a
vast number of repetitive structural members, it is in these
structures that economy can be achieved by the adoption
of rationalised member design and standardisation of
connections. Steel beams which connect periphery
columns to a central core and carry the slab on steel sheet
decking (composite with the steel beams) will usually
prove a most economic solution in commercial buildings.
When assessing different structural systems, designers should
be cognisant of the relative cost components (see Figure 5.17)
to enable a more rational approach to the framing system.
A A
FIGURE 5.16: Composite column comprising a
concrete-flled tubular section
SLAB = 23%
STEEL DECK
SUPPLY & FIX = 21%
SURFACE TREATMENT = 13% STEEL ERECTION = 4%
STEEL SUPPLY = 31%
FABRICATION = 8%
FIGURE 5.17: Cost components for a
multi-storey building
5. Commercial Buildings
(b) Heavier steel column acting
as part of composite column
(a) Steel mini-column
economical structural steelwork
ffth edition
43 handbook
6. Bolting
6.1 Introduction
The selection of a bolt for use in a structural steelwork
connection will need to have regard to a variety of factors
including:
Loadcapacityofavailablebolttypes.
Costoftheinstalledfastener.
Amountofjointslippage.
Natureoftheforcestoberesisted.
Degreeoffexibility/rigiditydesiredinthejoint.
in order to obtain, at least cost, a safe bolted connection.
Design Guide I: Bolting in Structural Steel Connections
(Ref. 6.1) contains a detailed discussion of all of the above
factors and provides a state-of-the-art summary of matters
related to the use of bolts in steel structures.
This section concentrates on aspects which affect the
economic use of bolts. Ref. 6.1 should be consulted for more
details of all aspects of the use of bolts in steel structures.
The cost of a bolted connection includes:
Costofobtaining,cuttingandholingcomponents.
Costofthebolts.
Costofinstallingthebolts.
Costofinspection.
Everyboltspecifedshouldbeaboltthatisneededbolt
numbers should be kept to the minimum needed from
strength considerations.
The cost of installing bolts can vary considerably,
depending on the bolting category.
6.2 Bolt Types
The two basic metric bolt types in use in structural
engineering in Australia are:
Thecommercial(PropertyClass4.6)bolt.
The high-strength structural (Property Class 8.8) bolt.
The identifcation of high-strength structural bolt and nut
assemblies can be readily made from the bolt head and
nut markings (see Ref. 6.1). In addition, a distinguishing
feature is the larger bolt head and nut of the high-strength
structural bolt compared to the commercial bolt.
Only a limited range of sizes of these bolts is of interest
to structural engineers.
6.2.1 COMMERCIAL BOLTS
The commercial bolt is commonly used in the following
diameters (the prefx M is used to designate ISO
metric bolts):
M12 purlinandgirtapplications.
M16 cleats,brackets(relativelylightlyloaded).
M20,M24 generalstructuralconnections,
holding down bolts.
M30,M36 holdingdownbolts.
6.2.2 HIGH-STRENGTH STRUCTURAL BOLTS
The high-strength structural bolt is most commonly used
in diameters:
M16 designedconnectionsinsmallmembers.
M20,M24,M30,M36
fexibleconnections,rigidconnections.
Largersizes(M30,M36)ofthehigh-
strength structural bolt should be avoided
when full tensioning is required, since
onsite tensioning can be diffcult and
requires special equipment to achieve
the minimum bolt tensions.
6.3 Bolting Categories
In Australia, a standard bolting category system has been
adopted for use by designers and detailers. This system
is summarised in Table 6.1.
Category 4.6/S refers to commercial bolts of Property
Class 4.6 conforming to AS 1111.1 tightened using a
standard wrench to a snug-tight condition.
Category 8.8/S refers to any bolt of Property Class
8.8, tightened using a standard wrench to a snug-
tight condition in the same way as for category 4.6/S.
Essentially, these bolts are used as higher grade
commercial bolts in order to increase the capacity of
certain connection types. In practice they will normally
be high-strength structural bolts of Property Class 8.8 to
AS/NZS 1252, but any other bolt of Property Class 8.8
would be satisfactory.
Category 8.8/TF and 8.8/TB (or 8.8/T when referring
generally to both types) refer specifcally to high-strength
structural bolts of Property Class 8.8 conforming to AS/
NZS 1252, fully tensioned in a controlled manner to the
requirements of AS 4100.
The system of category designation identifes the bolt
being used by using its property class designation (4.6
or 8.8) and identifes the installation procedure by a
supplementaryletter(Ssnug;Tfulltensioning).
For 8.8/T categories, the type of joint is identifed by an
additionalletter(Ffriction-typejoint;Bbearing-typejoint).
As a consequence, the high-strength structural bolt may
be specifed in three ways:
Snug-tightened-category8.8/S
Fullytensioned,friction-typecategory8.8/TF
Fullytensioned,bearing-typecategory8.8/TB;
the level of tensioning being, of course, the same for both
8.8/TF and 8.8/TB categories.
economical structural steelwork
ffth edition
44 handbook
6. Bolting
TABLE 6.1: Bolt types and bolting categories
Bolting Category Method of Tightening
Nominal Bolt
Tensile Strength
(MPa)
Nominal Bolt
Yield Strength
(MPa) Bolt Name
Standard
Specifcation
4.6/S Snug 400 240 Commercial AS1111.1
8.8/S Snug 830 660 High strength structural AS/NZS 1252
8.8/TF (Friction type joint) Full tensioning 830 660 High strength structural AS/NZS 1252
8.8/TB (Bearing type joint) Full tensioning 830 660 High strength structural AS/NZS 1252
Two symbols have been added to the bolting
category designations 4.6/S, 8.8/S, 8.8/TB.
N: bolt in shear with threads included
in the shear plane (e.g. 8.8 N/S).
X: bolt in shear with threads excluded
from the shear plane (e.g. 8.8 X/S).
In practice 8.8/S category would mainly be used in
fexible joints where the extra capacity of the stronger
bolt (compared to 4.6/S category) makes it economical.
It is recommended that 8.8/TF category be used only in
rigid joints where a no-slip joint is essential. Note also
that 8.8/TF is the only category requiring attention to the
contact surfaces.
A summary of the usage of Property Class 4.6 and Property
Class 8.8 bolts is contained in Figures 6.1 and 6.2.
6.4 Factors Affecting Bolting Economy
6.4.1 BOLT GRADE
For a given diameter and assuming snug-tight category,
Property Class 8.8 bolts offer far better structural
economy than Property Class 4.6. This is because a
PropertyClass8.8boltcostsonlyaround30%morethan
Property Class 4.6, but has over twice the shear capacity;
moreover the installation labour cost is the same for both.
TABLE 6.2: Indicative Cost Ratios of Different
Bolt Diameters
Bolt
Diameter
High-strength structural bolt (Property Class 8.8)
100 mm long, with nut & hardened washer.
Threads included in shear plane.
Cost Index (supply only)
Cost Index per kN
of shear capacity
M16 90 1.4
M20 100 1.0
M24 180 1.2
M30 400 1.7
M36 700 2.1
Notes:
1. The indicative cost ratios quoted are valid only within
this table.
2. Shear capacity calculations are based on strength limit
state design.
6.4.2 BOLT DIAMETER
BoltsofM20andM24diameterrepresentanoptimumin
many respects such as: purchase price (see Table 6.2),
hole drilling and site installation. They should be preferred
in all applications wherever possible.
Where special circumstances demand the choice of larger
diameters(M30orM36)theyshouldbespecifedwiththe
knowledge that a cost premium will be involved.
M30andM36boltsarenotrecommendedforapplications
requiring full tensioning (8.8/TF or 8.8/TB) because it is
diffcult to obtain suitable portable equipment capable
of inducing the high shank tensions required by AS 4100.
For this reason Property Class 8.8 bolts are rapidly taking
over as the standard grade for structural engineering.
Of course where fully tensioned categories are used,
PropertyClass8.8boltstoAS1252aremandatorysee
Clause 6.4.3. One application for Property Class 4.6 is in
foundation bolts, especially where welded cages are used.
Guidance on the certifcation of bolts is given in Ref. 6.3
and 6.4.
6.4.3 BOLTING CATEGORY
Table 6.3 shows that snug-tightened bolts of Property
Class 8.8 (i.e. 8.8/S category) offer the best value in terms
of cost per kN of shear capacity. This is therefore the
preferred bolting method.
Category 8.8/TB provides no greater structural
capacity and would therefore be used only where some
other consideration warrants it. An instance is where
connection behaviour depends on the rigidity afforded
by tensioned bolts as in rigid portal frame construction.
8.8/TB category has also been used on bolted bridges
where the tensioning is merely a safeguard against nuts
working loose in service.
Category 8.8/TF (friction-type joint) offers the poorest
economy of all the options on a cost per kilonewton basis
(see Table 6.3). It should be used only in applications
where joint slippage cannot be tolerated. An example
is a structure supporting vibrating machinery such as a
coal washery.
economical structural steelwork
ffth edition
45 handbook
6. Bolting
6.4.4 THREADS IN OR OUT OF SHEAR PLANE
As the plain shank area of a bolt is greater than the core
areaatthethreads.Thusanapparentgainof35to40%
in shear capacity is available if the threaded part of the
bolt can be kept out of the joint shear plane.
However this beneft can often be illusory, especially on
average connections with up to only 10 or so bolts. Any
savings in bolts must be measured against the cost of longer
bolts required, possible installation problems and the higher
cost of supervision needed to ensure threads out.
On the other hand on major structures with joints of around
50 bolts or more, a good case can be made for basing the
design on threads excluded. Savings accrue from fewer
bolts, smaller gusset plates and reduced installation time,
while there is usually already a high level of supervision on
these large projects to ensure correct installation.
One fnal point to be borne in mind is that there is never a
case for considering 4.6/S category with threads excluded.
It will always be more economic to use Category 8.8/S
with threads included.
The topic of threads in versus threads out is discussed in
more detail in Ref. 6.1.
6.4.5 BOLT FINISH
It is usual to only use either black uncoated bolts
or galvanised bolts in structural steel connections.
Galvanised bolts do not cost very much more than plain
bolts and are now supplied as standard fnish for Property
Class 8.8 bolts.
In general the bolt fnish should be matched to that of
the structure itself. Uncoated bolts are satisfactory in
low corrosion environments; galvanised bolts are needed
where corrosion may be a consideration. They perform
better and are much less costly than site-painted bolts.
Care is needed when galvanised bolts are to be fully
tensioned, although proper procedures and good
housekeepingonsitewillobviateproblemsseeRef.6.1.
TABLE 6.3: Indicative cost ratios of different bolting
categories
Bolting
Category
(One M20 galvanised bolt installed
in a group, threads included)
Shear Capacity
(kN)
Cost Index
(installed)
Cost Index
per kN of Shear
Capacity
4.6/S 44.6 80 1.66
8.8/S 92.6 100 1.00
8.8/TB 92.6 240 2.40
Notes:
1. The indicative cost ratios quoted are valid only within this
table.
2. The above comparison is based on strength limit state.
Since serviceability generally governs for 8.8/TF bolts,
they have been excluded from this table.
6.4.6 INSPECTION
Part of the cost of bolt installation is the necessary
inspection. With 4.6/S and 8.8/S categories such
inspection is minimal and requires only a visual check
that the correct type and number of bolts have been
installed. Since the level of tightening is only snug, and
this is achieved in the normal course of erection, no further
checking is required.
In contrast, fully tensioned bolts (8.8/TF and 8.8/TB
categories) require detailed inspection in accordance
with AS 4100 to confrm that the tensioning procedure has
been carried out. The inspection cost is a big component
of the total in-place cost of a bolt. Inspection procedures
are outlined in AS 4100 and are discussed in Ref. 6.1.
6.5 Summary for Economic Bolting
6.5.1 CHECKLIST
The essential points to be considered in the economical
design of bolted connections are:
(a) Standardise as much as possible for a project.
(b) Adopt simple detailing.
(c) Only one bolt diameter and one bolting category
should be used in smaller structures, more
variety may be justifed on a larger structure, but
different diameters or categories should be used
in accordance with a predetermined philosophy.
(d) Only one nominal size of bolt should be used in
any single connection to facilitate the operation
of punching or drilling holes, regardless of the
size of the structure.
(e) Arrange for a minimum number of feld
connections by making large sub-assemblies in
the shop.
(f) Bolts in double shear are markedly more
effcient and thought should always be given
to arranging the connection details accordingly
if practicable. In some instances (e.g. fange
splices) such an arrangement can be negated
by increased erection diffculty.
(g) If possible, avoid bolted connections with
more than fve bolts in line parallel to the force,
otherwise reduction in bolt effciency will result
(see Ref. 6.1).
(h) Try not to mix 8.8/S and 8.8/T bolting categories
on the one job.
(i) For economy, it may appear desirable to
exclude threads from the shear plane. However,
practical reasons dictate that usually threads
are considered included in the shear plane,
unless detailing of the bolts indicates exclusion
is possible (see Ref. 6.1).
(j) Corrosion protection of the bolts should be
matched to the end use of the structure.
economical structural steelwork
ffth edition
46 handbook
6. Bolting
SIMPLE (FLEXIBLE) CONNECTIONS STATICALLY LOADED IN SHEAR
Not calculated or
very low stress levels or
purlin connections
Structural Connections
High-Strength Structural Bolts
Property Class 8.8 to AS/NZS 1252
snug tightened
Commercial Bolts
Property Class 4.6 to AS 1111.1
snug tightened
Category 4.6/S Category 8.8/S Category 4.6/S
Low capacity
Approx. twice capacity of
Category 4.6/S
Threads included in shear plane
No stick-through problem
Most realistic from erection
viewpoint
Lower capacity (35 to 40% less)
than threads excluded
GENERALLY PREFERRED
(see Clause 6.4.4)
Threads excluded from shear plane
Possible stick-through problem
Difficult to inspect
Greater capacity
than threads included
Threads in shear plane is
most common situation
Commercial Bolts
Property Class 4.6 to AS 1111.1
snug tightened
FIGURE 6.1: Bolt Usage - Flexible Connections
economical structural steelwork
ffth edition
47 handbook
6. Bolting
RIGID AND SEMI-RIGID CONNECTIONS STATICALLY LOADED IN SHEAR
High Strength Structural Bolts
Property Class 8.8 to AS/NZS 1252
Fully tensioned (Procedure 8.8/T)
Category 8.8/TB
Slip occurs
Higher Capacity than 8.8/TF in shear
Threads included in shear plane
No stick-through problem
Most realistic from erection view-
point
Lower capacity (35 to 40% less)
than threads excluded
GENERALLY PREFERRED
(see Clause 6.4.4)
Threads included from shear plane
Possible stick-through problem
Difficult to inspect
Maximum capacity
Bearing Type
Category 8.8/TF
No slip
Lower Capacity than 8.8/TB in shear
Friction Type
Threads permitted in shear
plane, same design capacity as
threads excluded
Design for no slip in the
servicability limit state but also
check for strength limit state
FIGURE 6.2: Bolt Usage -Rigid Connections
economical structural steelwork
ffth edition
48 handbook
7. Welding
7.1 Introduction
7.1.1 PRINCIPLES FOR ECONOMY
The aim of weld design should be to provide the necessary
structural performance throughout the lifetime of the
structure for the lowest completed cost. To achieve this
attention must be given to:
(a) Economical design and detailing.
(b) Good welding procedure and correct
process selection.
(c) Responsible inspection.
The design and detailing will greatly dictate whether or
not an economical welded connection can be produced
and consequently is one area where great attention
should be paid. Whereas the selection of the welding
procedure and process to be used is the province of the
fabricator, the detailing of the welded connection can
often infuence or limit the range of options available.
Consequently, the design and detailing of the welded
connection must have some regard to the processes and
procedures available if an economical welded connection
is to result. Responsible inspection is also a vital item in
keeping the fnal cost to a minimum.
The design engineer can best approach the objective
of obtaining, at least cost, a safe welded steel structure
or connection by considering the following infuences
during the design:
Availableweldingprocessesthatmightbeused
Weldingconsumableselection
Coderequirements(AS4100,AS1554)
Jointdetailsandtypeofweld
Sizeofweld
Whethertouseshoporfeldwelds
Accessibility
Responsiblespecifcation
Inspection
7.1.2 COST COMPONENTS
The cost of welding can be considered as follows, where:
Cost of actual
welding
=
Length of Weld x A x B
C
A =
Time to
weld per
unit length
=
Weld Volume
Deposition Rate
B =
Cost per
hour
= Labour rate plus oncosts
C =
Operating
Factor
=
Actual Arc Time
Total Time
Total Time = includes handling, set-up, tack welding, fnal
welding, inspection, etc.
These relationships indicate that a designer or detailer
can minimise the cost of welding by attention to the
following items:
Minimisingweldvolume.
Allowingfortheuseofhighdepositionrate
processes; in some connections, the detailing can
restrict the use of a particular process thus forcing
the fabricator to use a less effcient process.
Consideringotherfactorswhichinfuencethe
deposition rate. For example, downhand welding
is far more productive than overhead or vertical
welding, so that details should be oriented for
downhand welding wherever practicable.
Usingcleanandsimpledetailingtoassist
in maintaining as high an operating factor
as possible.
Aimingtopermitasmuchweldingintheshop
as possible, because the cost per hour and the
operating factor are both more favourable in the
shop than in the feld.
Selectingthematerialgradetoassistineliminating
or minimising the costs of preheating or post
weld treatment.
7.2 Types of Welds
7.2.1 FILLET WELDS (SEE FIGURE 7.1)
The features of fllet welds are:
(a) Economically attractive up to 12-16 mm leg size.
(b) Minimumedgepreparation.
(c) Easy ft-up without tight tolerances.
(d) Poorer load carrying capacity than equivalent
complete penetration butt weld and poorer
fatigue characteristics. When fllet welds
do not have the required load capacity, it is
recommended that a partial penetration butt
weld be considered rather than automatically
adopting a full penetration butt weld.
(e) Intermittent fllet welds are permitted but these
are usually only economical for limited
applications involving the use of manual or
semi-automatic processes; in many applications,
a full length fllet weld of one size may be
placed more economically using a fully or semi-
automatic process.
(f) In the horizontal-vee (HV) fllet position, up to
8mm fllet sizes may be placed in a single pass
using manual metal arc processes; with other
processes (semi-automatic or automatic) a
larger single pass fllet weld is possible. Such
processes are now commonly used.
(g) If more than a single pass fllet weld is used, the
cost of the weld can increase signifcantly.
economical structural steelwork
ffth edition
49 handbook
The cross-sectional area of a fllet weld varies as the square
of the leg size while the strength of a fllet weld (which is
based on the effective throat) varies only linearly with the
leg size. As indicated in Table 7.1, there is a heavy cost
penalty in over-welding.
Automatic processes can reduce the cost of a fllet weld
since, in addition to improving productivity, the increased
penetration allows a reduced leg size for the same
throat thickness.
TABLE 7.1: Fillet weld comparison
Fillet size
(mm)
Weld
strength
relative to
4mm size
Weld area
relative to
4mm size
Increase
in weld
strength
for next
size (%)
Increase in
weld area
for next
size (%)
4 1.00 1.00 25 56
5 1.25 1.56 20 44
6 1.50 2.25 33 78
8 2.00 4.00 25 56
10 2.50 6.25 20 44
12 3.00 9.00 33 78
16 4.00 16.00
7.2.2 BUTT WELDS (SEE FIGURE 7.2)
Two forms of butt weld are permitted in AS 1554 and
AS 4100:
(a) Completepenetrationusedwherethefull
strength of the connected parts is required.
Such a joint is given the full strength of the
joined components.
(b) Partialpenetrationusedwherelessthanfull
strength is acceptable, such as in low stress
areas. These welds are less costly than complete
penetration, although attention is needed to
ensure that the specifed depth of penetration is
achieved in practice. These welds are permitted
to carry only shear and compression loads and
have low ratings for fatigue conditions.
Typical details of both types are shown in Figure 7.2.
Butt welds usually require special edge preparation
which (depending on the preparation type and the cutting
practice) can add to the cost. Types of edge preparation
normally in use are:
Square(nospecialpreparation)
Singleordoublebevel
SingleordoubleV
SingleordoubleJ
SingleordoubleU
When selecting joint preparations for butt welds,
prequalifed preparations should be used wherever
possible to obviate the need for qualifcation testing of
the weld geometry.
In selecting the included angle in a butt weld preparation,
it has been demonstrated that, in general terms, the
smaller the included angle in the preparation the less
is the weld volume (Ref. 7.2). There is a need to temper
this provision with a consideration for leaving suffcient
angleforelectrodeaccesstherequirementswillvary
between processes.
Butt joint. T-joint.
Corner joint. Lap joint.
Cruciform.
FIGURE 7.1: Types of fllet welds
T-joint. Splice.
(a) Complete penetration butt welds
(b) Partial penetration butt weld
Figure 7.2: Types of butt welds
7. Welding
economical structural steelwork
ffth edition
50 handbook
It is therefore probably better for the design engineer
to specify the requirements (e.g. complete penetration
butt weld or partial penetration butt weld, depth of
penetration 12mm) and allow the fabricator to select
the best weld geometry/welding process combination
to achieve the desired result. All such proposals can be
submitted to the designer for approval if necessary.
7.2.3 BUTT WELDS VS. FILLET WELDS
It is important to note that the volume of weld metal in a
butt weld (partial penetration or complete penetration)
depends on the type of preparation used as well as the
depth of penetration. In contrast, the fllet weld increases
in weld volume as the square of the leg size.
In comparing the relative costs of butt welds and fllet
welds, these differing relationships should be borne in
mind, in addition to the fact that the butt weld usually
requires edge preparation while the fllet weld does not.
The relative economics of the two will depend on the
application and on the fabricators equipment and
methods, and it is quite feasible for individual fabricators
to cost various sizes of both types and plot a graph which
will look something like Figure 7.3. The crossover point of
weld size below which a fllet weld is the cheaper solution
lies generally in the range 12-16 mm for many applications.
Further information on the relative cost of fllet and butt
welds can be found in Section 10 of Ref. 7.3.
W
E
L
D
C
O
S
T
(
$
/
m
)
WELD SIZE (mm)
FILLET WELD
BUTT WELD
12 16
FIGURE 7.3: Weld cost graph
7.3 Welding Processes
The welding processes of interest in the welding of
structural steel are:
(a) Manualmetalarc(MMAW)
(b) Flux cored arc (FCAW)
(c) Gasshieldedmetalarc(GMAW)
(d) Submerged arc (SAW)
(e) Electroslag (ESW)
(f) Stud welding
For effcient design, it is necessary to understand the
basic features of each welding process, to know its
advantages and disadvantages and to understand the
implication that the design can have on process selection,
since it is necessary that a design is realistic in terms of
both weld cost and weld quality.
Manual metal arc welding (stick electrode welding) is
the simplest and most fexible of all the processes and is
suitable for welding in all positions both in the shop and
in the feld. However, it is capable of only low deposition
rates and has an intrinsically poor productivity because of
the stop-start nature of the process. It is gradually being
superseded by more effcient and economic continuous
wire processes.
Flux cored arc welding employs a continuous hollow
electrode which contains the fux. It is capable of relatively
high deposition rates, is suitable for all positions and in
its gasless form is ideal for feld welding.
Gas metal arc welding uses a continuous solid wire
electrode shielded by inert gas. It too is a high productivity
fexible process and is replacing manual metal arc welding
in many fabrication shops.
Submerged arc welding is another continuous wire
process, where the arc is submerged under a layer of fux.
It is essentially a very high deposition method intended
for automatic or semi-automatic set-ups in the shop;
automatic machines for welding plate girders use this
process. Some specialised feld applications have also
been developed.
Electroslag welding is a special automatic process
normally used by the larger fabricators to butt weld plates.
It is a single pass vertical process and is economic for
plates 25mm thick and above.
Stud welding uses special equipment for the attachment of
shear studs to steel members in composite construction.
It is a portable process suitable for feld use, but can be
readily adapted to an automatic or semi-automatic set-
up in the shop.
These welding processes are described in greater detail in
Ref. 7.1.
There can be startling savings in the cost of welds
produced by the more modern processes. For example,
considering a 6mm downhand fllet weld made by manual
welding using traditional rutile electrodes, the cost can
be halved if iron powder electrodes are employed. This
cost in turn can be halved again by adopting a suitable
continuous wire process.
7. Welding
economical structural steelwork
ffth edition
51 handbook
7. Welding
Thus the designer should take great care to avoid
introducing unnecessary costs in a job by restricting,
through the details or the specifcation, the use of the
optimum welding process.
7.4 Other Cost Factors
7.4.1 WELD CATEGORIES
The Structural Steel Welding Code, AS 1554 specifes two
categories of weld, these being:
GPGeneralPurpose
SPStructuralPurpose
The difference between the two arises from the more
stringent quality and inspection requirements of the SP
category over the GP category.
The Steel Structures Design Code AS 4100 has been used
as the reference standard from which the permissible
levels of imperfections for GP and SP welds have been
set. In other words, AS 1554 and AS 4100 are compatible.
Category GP
The GP weld is the less stringent of the categories. It is
intended for use in joints which are statically loaded and
where the design load on the weld is signifcantly below
its full design capacity. It should be noted that for GP
Category, the capacity factor is 0.6 as compared to a
range of 0.70 to 0.90 for the SP Category (see Table 3.4
ofAS41001990).
Category SP
The SP category is the full-strength structural weld for use
in static applications where the higher range of capacity
factors is used. SP category is also mandatory for dynamic
(fatigue)applicationsseeAS4100andAS1554.
Choice of Weld Category
GP category welds will occur quite frequently in
certain types of application. The designer should
always endeavour to specify GP weld category where
appropriate in order that advantage may be taken of the
lower production costs associated with it. Only under
circumstances where weld failure could cause a complete
collapse of the structure or lead to severe risk or loss
of life, should a designer contemplate specifying as SP
category those welds which could otherwise, according
to the guidelines given in the Standard, be categorised
as GP.
Mixing Weld Categories
Weld categories can be mixed on a project but should not
be mixed along a weld. In Figure 7.4, for example, it would
be quite in order in a welded beam-to-column moment
connection to have SP weld category for the fange butt
welds but either SP or GP for the fllet welds along the
web or for the fllet welds along the column stiffeners.
GP
GP
SP
FIGURE 7.4: Welded beam-to-column moment connection
The web-fange fllet welds in a three-plate girder (Figure
7.5) may have stress levels which vary along the beam
such that an SP category weld may be required at the
ends of the beam, while GP category welds are suffcient
elsewhere. Obviously, in this case an SP category weld
should be specifed for the full length, but weld inspection
should be concentrated at the ends of the beam. If a length
of weld which does not comply with the SP category was
found in the central portion, it could still be accepted if it
complied with GP category.
It would, however, be quite in order to specify GP category
welds for intermediate web stiffeners or stiffening around
a web penetration.
GP
GP (USE SP AND
INSPECT LESS
FREQUENTLY)
GP
SP
SP
FIGURE 7.5: Stiffened web plate girder with
web
penetration
7.4.2 WELDING SPECIFICATIONS
It is essential that the drawings and specifcations
detail the functional requirements of the design clearly
and concisely but avoid needless over-detailing or
over-specifcation of items which are better left to the
fabricator or erector. It is advisable to avoid generalising
with such items as no under-cut permitted or all welds
to be smooth and free from defects or weld all round as
these too often lead to confusion and extra cost.
Flexibility in the approach to design is important particularly
in considering proposals for alternative welding details or
procedures. The fabricator or erector may have alternative
methods to improve productivity and reduce costs and
these should not necessarily be excluded by a rigid
economical structural steelwork
ffth edition
52 handbook
7. Welding
specifcation. If tendering is involved, prices for the tender
specifcation and for viable alternatives could be useful.
It is generally quite suffcient to nominate only the functional
requirements plus compliance with an appropriate
welding code, such as AS 1554, for satisfactory results.
Standards are prepared for use as reference documents
and it is not usually necessary to depart from them unless
very good reasons exist.
Where welding is specifed in accordance with an
Australian Standard, it should be the one relevant to
the service conditions,(e.g. specifying pressure vessel
standards for a multi-storey offce building is poor design).
Fitness for service should be the sole criterion for the
quality level specifed and for the specifcation of the
appropriate levels of inspection. Any departure from
normal levels is likely to increase costs and should be
called for only when really required.
7.4.3 WELDING INSPECTION
Fabrication costs are very sensitive to the required weld
qualityandthetypeandstandardofinspection.Modern
equipment and techniques for welding and testing of welds
make it possible to provide near perfect weldments if so
required. However, this also adds considerably to the cost.
If such standards are not necessary, the benefts previously
gained by careful economic design are frequently negated.
It rests with the design engineer to determine the critical
areas of a structure requiring close inspection and then to
set a realistic standard for the inspector to follow.
In setting guidelines for the inspector, the best results are
achieved by nominating the use of the Structural Steel
Welding Code, AS 1554. This Standard is well understood
by both fabricators and inspection organisations and
usually results in a good job being achieved at a
reasonable cost. A confusing and often expensive
practice sometimes adopted is to rewrite some existing
Standard clauses into the specifcation in an attempt
to achieve a higher standard than that provided by the
Standard. This should be avoided because it usually leads
to anomalies and contractual problems.
Fitness for purpose should be the rule in setting inspection
standards and AS 1554 provides realistic levels of both
workmanship and inspection suited specifcally for various
weld quality levels required in structural fabrication.
7.5 Economical Design and Detailing
The essential requirement of weld design is that adequate
structural performance be provided. Usually a variety of
alternative methods of achieving this aim are available and
the cost aspects of the alternatives need to be looked at.
The principal considerations in economical detailing of
weldments are:
(a) Simplicitydetailsofweldedattachmentsand
details of end connections should be simple
and consist of the fewest possible number of
component parts.
(b) Weldvolumeonlytheminimumrequiredweld
volume, as determined by structural calculations,
should be specifed.
(c) Accessibilityweldingelectrodesmustbeable
to be positioned in such a way that good quality
welding can be achieved without diffculty and
without undue strain on the operator.
(d) Erectionproperdetailingshouldallow
for reasonable ft-up tolerances and weld
preparations.
(e) Inspectionallweldsshouldbelocatedin
positions so that visual examination and/or
non-destructive testing can be carried out easily.
The following rules are suggested as basic to economical
weld design and detailing (see also Refs 7.2 and 7.3):
(1) Design with welding in mind.
This requires an appreciation of the cost components
in welding, the types of weld available, the types of
processes and procedures available and their limitations.
(2) Do not specify oversize welds.
The most cost effective weld is the smallest weld that
provides the required strength. It is good weld design
practice to provide only that amount of welding which
ensures that the welded fabrication can perform its
intended function.
Specifying oversize welds can be harmful in two ways.
Firstly, the cost is unnecessarily increased and secondly,
oversize welds cause increased shrinkage forces which
may lead to distortion.
Asanexample,an8mmflletisonly33%strongerthana
6mmfllet,yetthevolumeofweldmetalis78%higher
(Table 7.1). Thus, the cost of production of a joint can
be signifcantly increased, not only due to the increased
volume of weld metal required but more importantly due
to the increased time in welding the joint.
The only qualifying point that should be raised is that the
minimum weld sizes required by AS 1554 have to be observed
and hence some oversize welds may be unavoidable.
The weld all round philosophy should be avoided as it
can lead to unnecessary additional cost.
(3) Use welding judiciously when using it to reduce
material mass.
If welding is used to reduce the amount of material (e.g. by
splicing to change fange plate thicknesses or to provide
stiffeners to a thin web in a three-plate girder), then be
sure the cost of the welding is less than the cost saving
in material cost. Weld metal costs many times more than
parent material (somewhere from 50-100 times), and it
is often cheaper to increase component mass so as to
reduce weld metal volume.
(4) Keepthenumberofpiecestobeweldedtothe
minimum practicable.
economical structural steelwork
ffth edition
53 handbook
7. Welding
A simple design with the fewest number of pieces is the
most economic and often results in a better product.
(5) Remember the special effects of welding such as
distortion (Ref. 7.2).
(6) Allow welding to be used to maximum advantage.
This particularly applies to allowing the fabricator to take
advantage of high production processes, and in many
cases may be best achieved by consultation with the
fabricator. The detailing of a weldment can often restrict
the fabricator to only the one process, and this may not
always be the most suitable.
(7) Aim for as much workshop fabrication
as possible.
(8) Keepinmindtheeconomicsofflletwelding
(Clause 7.2.1).
Fillet welds are usually limited to 6mm leg size for most
processes (notably manual metal arc), although with
other processes, under certain conditions, a 10mm or
larger single pass fllet weld is possible (for example a
20mm single pass fllet weld is possible using tandem
submerged arc welding but such processes are not
commonly used when welding short runs on most simple
connections). Before specifying large fllet welds, the
situation should be checked with the fabricator. Larger
single pass fllet welds can be placed in the fat natural
vee position. If more than a single pass is required, the
cost of the weld increases signifcantly.
Single run continuous fllet welds are usually more
economic than intermittent fllet welds of a larger size.
(9) Keepinmindtheeconomicsofbuttwelding
(Clause 7.2.2).
Complete penetration welds need only be specifed when
they are really required, and the use of partial penetration
welds can reduce weld metal and give other gains which
add up to an improvement in productivity. If complete
penetration welds are demanded, the use of backing bars
with welds from one side which do not need back gouging
or turning of the work piece, may lead to improvement.
If selecting joint preparations, use prequalifed
preparations (AS 1554) to avoid qualifcation testing.
Select the smallest included angle consistent with
achieving the desired penetration. Better still, specify
only, say, complete penetration butt weld (or specify
acceptable alternative details) on the drawing and allow
the fabricator to select the method he can do best and
most economically.
(10) Use fllets in preference to butt welds
wherever possible.
Butt welds usually involve edge preparation, which adds
to costs, and as a result fllet welds are cheaper than
butt welds up to about 16mm thickness of connected
plates. (Other considerations, such as joints which may
be subjected to fatigue, may dictate the use of a butt weld
in preference to a less costly fllet weld.)
(11) Provide adequate access.
Another way the designer can signifcantly help
productivity is to ensure adequate access for welding.
This is vital as it is essential to ensure always that the
appropriate quality of weld can be made.
Examplesofbadaccessibilitytogetherwithsuggested
improvements are shown in Figure 7.6.
6
6
40
460 UB 67 AS DRAWN CORRECTED
AS DRAWN
30
MIN.
ELECTRODE
INSUFFICIENT
ELECTRODE
ANGLE
INSUFFICIENT
INCLINATION
CORRECTED
(ALTERNATIVELY USE
A BOLTED ANGLE)
B
1
B
1
MIN.
IMPOSSIBLE TO
WELD PROPERLY
CORRECTION: USE BUTT WELD IN LIEW OF FILLET
CORRECTION:
USE LARGER CHANNEL
NOTE DIFFICULT TO
WELD STIFFENERS
A
EASY TO DRAW BUT THE
INSIDE WELDS WILL BE
DIFFICULT TO MAKE
B
INSUFFICIENT
ELECTRODE
ANGLE
ELECTRODE MUST BE
HELD CLOSE TO 45 WHEN
MAKING THESE FILLETS
B
MIN.
PREFERRED DETAIL
B
(a) Gussets too close to fanges.
6
6
40
460 UB 67 AS DRAWN CORRECTED
AS DRAWN
30
MIN.
ELECTRODE
INSUFFICIENT
ELECTRODE
ANGLE
INSUFFICIENT
INCLINATION
CORRECTED
(ALTERNATIVELY USE
A BOLTED ANGLE)
B
1
B
1
MIN.
IMPOSSIBLE TO
WELD PROPERLY
CORRECTION: USE BUTT WELD IN LIEW OF FILLET
CORRECTION:
USE LARGER CHANNEL
NOTE DIFFICULT TO
WELD STIFFENERS
A
EASY TO DRAW BUT THE
INSIDE WELDS WILL BE
DIFFICULT TO MAKE
B
INSUFFICIENT
ELECTRODE
ANGLE
ELECTRODE MUST BE
HELD CLOSE TO 45 WHEN
MAKING THESE FILLETS
B
MIN.
PREFERRED DETAIL
B
(b) Angle seats too tight against fanges.
6
6
40
460 UB 67 AS DRAWN CORRECTED
AS DRAWN
30
MIN.
ELECTRODE
INSUFFICIENT
ELECTRODE
ANGLE
INSUFFICIENT
INCLINATION
CORRECTED
(ALTERNATIVELY USE
A BOLTED ANGLE)
B
1
B
1
MIN.
IMPOSSIBLE TO
WELD PROPERLY
CORRECTION: USE BUTT WELD IN LIEW OF FILLET
CORRECTION:
USE LARGER CHANNEL
NOTE DIFFICULT TO
WELD STIFFENERS
A
EASY TO DRAW BUT THE
INSIDE WELDS WILL BE
DIFFICULT TO MAKE
B
INSUFFICIENT
ELECTRODE
ANGLE
ELECTRODE MUST BE
HELD CLOSE TO 45 WHEN
MAKING THESE FILLETS
B
MIN.
PREFERRED DETAIL
B
(c)
6
6
40
460 UB 67 AS DRAWN CORRECTED
AS DRAWN
30
MIN.
ELECTRODE
INSUFFICIENT
ELECTRODE
ANGLE
INSUFFICIENT
INCLINATION
CORRECTED
(ALTERNATIVELY USE
A BOLTED ANGLE)
B
1
B
1
MIN.
IMPOSSIBLE TO
WELD PROPERLY
CORRECTION: USE BUTT WELD IN LIEW OF FILLET
CORRECTION:
USE LARGER CHANNEL
NOTE DIFFICULT TO
WELD STIFFENERS
A
EASY TO DRAW BUT THE
INSIDE WELDS WILL BE
DIFFICULT TO MAKE
B
INSUFFICIENT
ELECTRODE
ANGLE
ELECTRODE MUST BE
HELD CLOSE TO 45 WHEN
MAKING THESE FILLETS
B
MIN.
PREFERRED DETAIL
B
(d)
6
6
40
460 UB 67 AS DRAWN CORRECTED
AS DRAWN
30
MIN.
ELECTRODE
INSUFFICIENT
ELECTRODE
ANGLE
INSUFFICIENT
INCLINATION
CORRECTED
(ALTERNATIVELY USE
A BOLTED ANGLE)
B
1
B
1
MIN.
IMPOSSIBLE TO
WELD PROPERLY
CORRECTION: USE BUTT WELD IN LIEW OF FILLET
CORRECTION:
USE LARGER CHANNEL
NOTE DIFFICULT TO
WELD STIFFENERS
A
EASY TO DRAW BUT THE
INSIDE WELDS WILL BE
DIFFICULT TO MAKE
B
INSUFFICIENT
ELECTRODE
ANGLE
ELECTRODE MUST BE
HELD CLOSE TO 45 WHEN
MAKING THESE FILLETS
B
MIN.
PREFERRED DETAIL
B
(e) Column stiffener details.
FIGURE 7.6: Some common detailing faults resulting
in poor accessibility for welding
economical structural steelwork
ffth edition
54 handbook
(12) Consider the method of fabrication.
Allow welds to be made in the downhand position
wherever practicable. This can often be achieved by the
fabricator using special jigs and positioners.
Always try to aid fabrication by designing to allow the
maximum use of jigs and positioners certainly try to
make designs so that their use is not hampered.
(13) Avoid dictating the manner of making a
welded joint.
The fabricator knows the best joint preparation and
welding procedure for ease, economy and quality of joint
using the facilities available. The designer who details the
fabrication method must accept responsibility for any
fabrication problems and extra cost.
Ensuring the method of fabrication is acceptable can be
achieved by calling for compliance with a recognised
Code or Standard (AS 1554) and requiring the proposed
fabrication and welding procedure to be submitted for
concurrence on important jobs.
WELD
WELD
FORMED CORNERS
FIGURE 7.7: Use of bending to reduce welding and give
clean corners
(14) Be receptive to alternative proposals. Be
prepared to accept alternative welded joints/
details proposed by the fabricator which have
clear advantages.
(15) Recognise the value of consultation with
the fabricator.
(16) Use minimum number of joints by:
(massseeitem(3)andFigure7.8.
FIGURE 7.8: Beam fange with many different plate
thicknesses avoid when steel mass saved is less than
100 times mass of weld metal required
(17) Standardise joint details as much as practicable
to reduce variety.
Different sized welds at a joint will require changes in
current and electrode size by the operator. This causes
lost time and a drop in the operating factor. Aim to have
the minimum variety of weld sizes and types on a member
or at a joint.
(18) Use sub-assemblies to give:
(a) Easier handling and positioning for
downhand welding.
(b) Better access for welding.
(c) Less site welding and more shop welding
( Figure 7.9).
(19) Use non-destructive testing judiciously.
The use of non-destructive testing of welds is very
disruptive to the fow of work and adds considerably to
thecostofastructure.Muchofthiscostwillbeavoided
if non-destructive testing is restricted to critical joints
and carried out on a random basis only after careful
development of weld procedures. Modern welding
Codes encourage this approach.
(20) Test only where required.
Testing of welders and weld procedures for each job is
expensive. Where practicable, consideration should be
given to accepting welders and procedures approved by
recognised authorities for other similar work.
(21) Specify weld quality consistent with service
requirements.
Fitness for purpose should be the guiding rule in
specifying weld quality. Higher quality specifed
unnecessarily or for its own sake is wasteful and costly
(see Clause 7.4.2).
Specify tolerances to limits consistent with the purpose
of the weld. Adequate tolerances are necessary in order
to allow for ease of ft-up.
(22) Avoid, as far as practicable, requiring turning of
members to weld on other side.
Examples are:
(a) Avoid putting stiffeners on both sides
of a plate girder web.
(b) Truss detailing which requires one side welding
only (see Clause 8.4).
(c)Angleseattocolumnfangeconnectionsa
narrow seat in lieu of wide seat avoids turning
the member (see Figure 7.10).
(23) Avoid joints which create diffcult welding
procedures.
Joints which create diffcult welding procedures, such as
two round bars side by side, acute angle intersections, etc.,
should be avoided. Such welds prove time-consuming
and are of questionable quality (see Figure 7.11).
Such joints also cause diffculties with any
post-weld treatments, (deslagging, brushing, grinding and
corrosion protection).
(24) Consult Economic Design of Weldments (Ref. 7.3)
for further advice on ways to use welding effectively
and economically.
7. Welding
economical structural steelwork
ffth edition
55 handbook
5000 5000
PENETRATIONS
FOR MECHANICAL
SERVICES
CONTINUITY
PLATE TYPICAL
COLUMN
SECTION
BOLTED
CONNECTION
BEAM
SECTION
TYPICAL
SHOP
FABRICATED
UNIT
TYPICAL
1000
1000
4000
TYPICAL
(a) (b)
FIGURE 7.10: Angle seat detail (a) preferable to (b)
FIGURE 7.11: These joints are diffcult to weld and the
welds may be of questionable quality
7. Welding
FIGURE 7.9 : Exterior column/spandrel sub-assemblies for Sears Tower, Chicago
economical structural steelwork
ffth edition
56 handbook
8.1 Detailing on Design
Engineers Drawings
It is in the design offce that the potential economy of
any steel structure is effectively determined. Judicious
decisions on details at this stage can provide for simple,
economic methods to be used at the fabrication stage.
The designer is faced with the problem that a different
fabrication and erection technique could be favoured by
each individual fabricator likely to tender for the project.
It is a good idea at the outset for the designer to have
some preliminary discussions with likely fabricators and
steel detailers to check on latest techniques prevailing
in the industry. From these discussions the design and
detailing approach for the structure can be carried out
with factors infuencing economics frmly in mind.
In the normal course of events a steel structure passes
through several separate stages involving design,
detailing, fabrication and erection. With this in mind, it
is important for designers to remember that a minimum
of design detailing by them will assist towards economy,
since the steel detailer is then left free to make the most
effcient use of the particular fabricators capabilities (Ref.
2.12). The need for this fexibility is often overlooked by
designers in their anxiety to specify their requirements.
Such things as a fabricators ability to fabricate large sub-
assemblies in the shop and subsequently transport to site
and erect them will obviously have a bearing on the design
of connection types and therefore on the economy of the
overall project. In this regard it must be stressed that a
maximum of work done in the workshop will almost always
produce better quality and more economical structures.
In the presentation of working drawings therefore, the
basic key is communication which normally takes place
through a chain as illustrated in Figure 8.1.
CLIENT
BUILDER:
ARCHITECT
FABRICATOR
STEEL FABRICATION ERECTOR PROTECTION
OF STEEL
CONSULTING
SERVICE
ENGINEERS
CONSULTING
STRUCTURAL
ENGINEERS
STEEL DETAILERS
FIGURE 8.1: Chain of communication
The processes involved in the design can be summarised
in the following sequence:
Initialcommunication.
Structuralconceptincludingconsideration
of connection types.
Integrateddesign.
Connectiondetailing.
Framingplans.
The Engineers structural framing plans must contain all
the necessary information to enable the fabricator to have
shop drawings prepared for the individual members, as
well as the marking plans to identify each member for the
erection phase.
Guidance for designers is provided by the Australian
Institute of Steel Detailers Contract Documents Completion
Checklists, Ref. 8.1.
The following discussion is intended to highlight aspects
of the detailing of both members and connections to
achieve economy in the overall fabrication and erection
of structural elements.
As an additional consideration the use of ASI: Connections
Design Guides First Edition 2007 (Ref. 1.) will enable
designers to specify standardised connections directly
from the publication without detailing, and if necessary
permit alternatives to be offered by the fabricator with
the confdence of assured design capacity and behaviour.
8.2 Beams
8.2.1 GENERAL
The simplest and therefore the most economic beams in
structures will be of rolled universal sections. Wherever
possible, it will almost always prove more economic in
one-off types of steel structures to use a universal section
or welded beam section as a beam, even if a heavier
solution results. The alternative fabrication of a three-
plate girder introduces plate preparation, assembly and
welding, the costs of which will generally exceed the cost
of additional material in the rolled universal section or
standard WB section, unless a vast amount of repetition
is required.
8.2.2 PLATED SECTIONS
Where headroom limitations apply (distance from ceiling
sofft to foor level), it may be necessary to consider plating
a universal section of a limited depth instead of choosing
a deeper beam. Here, the extra cost of supplying plates,
assembling and welding causes the cost of the member
to rise and a plated solution should only be used when
a net saving in cost results compared to other feasible
alternatives.
Attention to the detailing of the member will assist in
keeping fabrication costs down. For example, selecting
cover plate widths as shown in Figure 8.2 will allow the
8. Detailing for Economy
economical structural steelwork
ffth edition
57 handbook
8. Detailing for Economy
welding of both plates to the beam to be done in the
downhand position without the need to turn the member
during fabrication.
ALL WELDS
DOWNHAND
FLANGE PLATE W < B
FLANGE PLATE W > B
UB
FIGURE 8.2: Plated sections
8.2.3 WEB PENETRATIONS IN BEAMS
Holes cut in the webs of beams to provide access for
service ducts have proved to be very costly in the past
due to uneconomic detailing. This is due to the fact that,
traditionally, these openings have been compensated for
by the provision of extensive stiffening systems around the
openings (see Figure 8.3(a)).
The position of such openings in the beam length
obviously has a major effect on the degree of stiffening
requiredopeningsnearthecentreofuniformlyloaded
beams will require little or no stiffening, while openings
placed near the supports may require stiffening. An early
dialogue between the structural engineer and the building
services designer can lead to ducting being located in
a favourable position structurally without detriment to
service requirements.
Plain circular openings as shown in Figure 8.3(d) obviously
represent the most economic solution. These can be cut
by automatic means and result in minimum additional
fabrication costs. If additional stiffening is required for
round holes, it is most economic to use a pipe piece, fllet
welded to the beam web (see Figure 8.3(c)).
HOLE REINFORCEMENT
EITHER OR
d
d
3
MAX. USUALLY
1
2
b
1
MIN.
b
1
r
(a)
HOLE REINFORCEMENT
EITHER OR
d
d
3
MAX. USUALLY
1
2
b
1
MIN.
b
1
r
(b)
HOLE REINFORCEMENT
EITHER OR
d
d
3
MAX. USUALLY
1
2
b
1
MIN.
b
1
r
HOLE REINFORCEMENT
EITHER OR
d
d
3
MAX. USUALLY
1
2
b
1
MIN.
b
1
r
(c) (d)
FIGURE 8.3: Web penetrations in beams (in descending
order of cost, (d) being least costly)
Where rectangular holes cannot be avoided and stiffening
is necessary, this can be economically accomplished by
a web hole with half-pipe cuttings and make-up plates or,
alternatively, simply reinforcing the beam web using square
edge fat bars fllet welded to one side of the beam web as
shown in Figure 8.3(b).
By judicious planning, the duct penetrations required in
beams should be selected in position, size and shape to
gain maximum economy in the fabrication of such beams.
8.2.4 CASTELLATED BEAMS
Castellated beams are fabricated by cutting a profled
lineinthewebofauniversalbeamFigure8.4.Circular
profles in lieu of the hexagonal profles are also available
from fabricators using computer controlled fabrication
equipment. The beam halves are then offset longitudinally
and the part webs welded on member centreline.
FIGURE 8.4: Typical castellated beam geometry
The use of castellated beams in steel structures is often
seen as a method of increasing beam strength while using
the same mass of material. While many instances have
been reported where savings have been effected, it must
again be remembered that a fabrication cost has been
introduced which could be larger than the saving made
inmaterialcostdependinguponthequantitiesrequired
and the methods used.
The cost involved for this additional fabrication varies
depending on the equipment available within individual
fabrication shops. In some cases, problems can be
encountered with distortion of the beam during cutting,
thus requiring subsequent straightening of the members
and adding further to the cost. In general, most fabricating
shops are now well-equipped to undertake the fabrication
of castellated beams, but designers should carefully
economical structural steelwork
ffth edition
58 handbook
investigate the relative cost differences with the industry
before specifying this type of section.
Dc dc Dn
1.08 Dn B
60
FIGURE 8.5 : Evaluation of economics of castellated beam
COST COMPARISON
DESIGN
PARAMETERS:
Span 7m full restraint, Grade 300 steel
W* = 900 kN
ROLLED SECTION
SOLUTION:
610UB113
Mass = 113 kg/m
CASTELLATED
BEAM SOLUTION:
800CUB82 cut from 530UB82
Mass = 82 kg/m
COMPARISON OF COST INDICES: Cost Index
Rolled Section (610UB113):
Castellated Beam using CNC Equipment:
Castellated Beam w/o CNC Equipment:
1.00
1.15
1.55
CONCLUSION: Rolled Section is a more economic
solution in this instance.
Each individual situation should be
readily assessed based on using
updated cost information.
In the example shown in Figure 8.5 the heavier 610UB113
would be more economic than the castellated 530UB82.
This example highlights the need to consider each case
on its merits by applying up-to-date cost data to the
examination of the alternative solutions.
8.2.5 THREE-PLATE GIRDERS
Where beams are required of greater depth than the
largest universal beam, consideration should be given
to three-plate girders or the standardised range of welded
sections. These will most often offer more economic
solutions than trusses for such applications as foor
supporting beams. Three-plate girders are fabricated in
modern automatic assembly and welding machines using
the submerged arc welding process.
In designing and detailing three-plate girders the following
considerations are important in achieving economy:
Usefatbarorpreferredplatewidthsand
thicknesses for the fange and web plates.
Useedgetrimmedplateofpreferredwidth
wherever possible for the web plate to avoid
additional cutting in the fabrication shop. This type
of prepared plate can be fllet welded to the fange
plate without further preparation of the edge.
Whenconsideringchangingthefangewidthor
thickness in order to reduce mass, take account
of the lengths of plate available and whether
continuation of an oversize plate is a more
economical solution than introducing butt welded
splices in the fange plate. As a rule of thumb, it
is probably economic to change the fange
thickness when:
Steel mass saved in fange > 100 mass of weld
metal required.
Where lengths of girders are such that butt welded splices
are necessary, locate the changes of fange plate size to
suit the available lengths of plate.
Thecostincreaseforthreeplategirderswith
stiffened webs against unstiffened webs is about
10-25%,dependingonthedetailingadopted.
Consequently, when evaluating whether to use a
stiffened rather than an unstiffened web, the cost
saving due to the reduced mass of the web
plate with a stiffened web must exceed this
cost differential, for the stiffened web solution
to be economic.
Ifusingaverticallystiffenedweb,useonesided
stiffeners to avoid having to turn the girder during
fabrication (see Figure 8.6). Terminate intermediate
stiffeners by the allowable 4t from the fange (see
AS4100)thisavoidscuttingstiffenersaccurately
to length (see Figure 8.6).
Avoidtheuseofhorizontalwebstiffenersifat
all possible.
The example shown in Figure 8.7 illustrates an evaluation
of the relative economics of stiffened vs. unstiffened webs
in a typical three-plate girder application.
NO WELD REQUIRED
NO FIT UP REQUIRED
GAP MAY BE UP TO 4t
STAGGERED
INTERMITTENT WELD
6
t
4t
FIGURE 8.6: One-sided intermediate web stiffener
8. Detailing for Economy
economical structural steelwork
ffth edition
59 handbook
25
12
1100
650
15m
25
25
8
1100
650
25
100 100
LOAD BEARING
STIFFENER 8mm
& 12mm WEBS
90 6
STIFFENERS
AT 1500 mm
CTS
UNSTIFFENED WEB
25
12
1100
650
15m
25
25
8
1100
650
25
100 100
LOAD BEARING
STIFFENER 8mm
& 12mm WEBS
90 6
STIFFENERS
AT 1500 mm
CTS
Total Mass
Cost Ratio
Mass Cost Ratio
= 5.5 tonnes
= 1.0
= 5.5 [Cheaper Solution in this case]
INTERMEDIATE STIFFENED WEB
Either:
Stiffeners: 90 6 square
edge fat bars, both sides,
at 1500mm centres (18 off)
Or:
Stiffeners: 90 6 square
edge fat bars, one side,
at 1500mm centres (9 off)
25
12
1100
650
15m
25
25
8
1100
650
25
100 100
LOAD BEARING
STIFFENER 8mm
& 12mm WEBS
90 6
STIFFENERS
AT 1500 mm
CTS
Total Mass
Cost Ratio
Mass Cost Ratio
= 5.0 tonnes
= 1.25 for two sided (av); 1.15 for one sided (av)
= 6.3 two sided; 5.7 one sided
The unstiffened web solution is most often the most economic solution but
it is not intended to suggest that this is always so.
Each individual situation can be readily assessed by the above process
using updated values of the cost ratio for the stiffened web solution.
FIGURE 8.7: Stiffened and unstiffened webs in three
plate girders
8.3 Columns
8.3.1 GENERAL
The most economical columns in most building frames
will usually be universal beam or column sections. These
sections are available in a range of sizes which suit most
applications. For applications where good appearance is
important, square hollow sections could be considered.
In high-rise buildings it is often economical to consider
composite columns, where a relatively small universal
column is suffcient to carry dead and construction
loads and which, when encased in concrete, becomes
a composite column able to carry additional live loads
(see Clause 5.5.2).
8.3.2 COLUMN BASE PLATES
In the design of column base plates, it is advisable once
again to question the wisdom of minimising the mass of
material and so introduce extensive fabrication, compared
to a heavier base plate simply welded to the column shaft.
Figure 8.8 shows three alternative details for moment
resisting base plates.
I.D = CLEARANCE HOLE DIA. I.D = CLEARANCE HOLE DIA.
I.D = CLEARANCE HOLE DIA.
(a) Slab base plate. (b) Extended fange
slab base.
(c) Gusseted base plate
avoid, too expensive.
I.D = CLEARANCE HOLE DIA.
(d) A pipe sleeve allows easy entry of anchor bolts in a double baseplate.
FIGURE 8.8: Column base plate details (moment
resisting or fxed)
Slab base plate (a) is used widely. It calls for a thicker
base plate than the gusseted base plate (c) but requires
far less labour for fabrication and therefore it is more
economical. Column fanges can be extended as shown
in (b) to present a larger bearing surface.
Fillet welds should always be preferred for welding the
column shaft to the base plate. Only in very rare instances
willcompletepenetrationbuttweldsberequiredthese
should be avoided if possible for maximum economy.
Typical details for pinned base plate connections are
shown in Figure 8.9. For the nominally pinned base, there
is no need to provide true pin or rocker connections as
these are unnecessarily expensive to fabricate. It is
recommended that the base plates for main frame
columns be of the four-bolt hole type in order to stabilise
the columns during the erection stage. Two-bolt hole base
plates are satisfactory for secondary columns.
Standardised dimensions for pinned base plates are
availableinASI:ConnectionsDesignGuidesFirstEdition
2007 (Ref. 1).
8. Detailing for Economy
economical structural steelwork
ffth edition
60 handbook
p
B
D
D
p
g
B
40
20
B g
D
D
= =
Universal beam or column.
p
B
D
D
p
g
B
40
20
B g
D
D
= =
Channel.
p
B
D
D
p
g
B
40
20
B g
D
D
= =
p
B
D
D
p
g
B
40
20
B g
D
D
= =
RHS, SHS or CHS
taper fange beam.
SHS or CHS
(small sections only).
Notes:
1. Weld: 6E41 continuous;
2. Bolts: 4.6/S;
3. Column shafts with cold sawn ends provide full
bearing contact;
4. All dimensions in millimetres.
FIGURE 8.9: Typical pinned base plates
8.3.3 HOLDING-DOWN BOLTS
One of the greatest problems facing the fabricator/
erector of structural steelwork is inaccuracies in the
placing of holding-down bolts. This operation is beyond
the fabricators control and if corrective measures are
required on site they usually lead to cost extras and
subsequent contractual diffculties.
Several methods have been adopted to overcome this
problem and it is essential that the designer presents to
the builder very explicit instructions on the method to be
used in fxing the bolts. Figure 8.10 shows two typical
holding-down bolt details.
In addition to providing fexibility in individual bolt location
to ensure matching with base plate drilling, it is good
practice to cage bolt groups as shown in Figure 8.11.
Note that bolt cages can only be tack welded to Property
Class 4.6 holding down bolts. No welding is permitted
to Property Class 8.8 holding down bolts as they are
heat treated and welding can alter the physical properties
(strength) of the bolts.
3D
D
DIA.
3D
D
DIA.
FILLET
WELD
3D
D
DIA.
3D
D
DIA.
FILLET
WELD
(a) (b)
FIGURE 8.10: Holding-down bolt details
8.3.4 COLUMN SPLICES
In high-rise buildings economies can be achieved by
running column shafts through three or four foors rather
than providing splices at say every second foor (Figure 8.12).
Since lengths up to 18m (but see Clause 2.2.3) are now
available in most column sections, the greatest economy
will be gained in maintaining the same section mass for 3
or 4 foors thus reducing the number of splices required.
Column splices can be welded or bolted. The relative
economics of feld welding should be checked with the
fabricator before deciding on adopting this method. Bolted
splices will almost always be an economical detail. Figure
8.38 shows typical economic welded splices in columns.
Figure 8.39 shows typical economic bolted splices.
It is essential to locate column splices at a convenient level
above the foor beams in order to provide comfortable
access for the erection personnel to feld weld or install
the bolts (Figure 8.13).
TACK WELD 10mm
REINFORCING BARS
TO FORM CAGE.
(NO TACKS ON 8.8.
BOLTS TO AS 1252).
OVERSIZE
HOLE
BASE PLATE
CONCRETE
FOOTING
OVERSIZE
HOLE
FIGURE 8.11: Typical holding-down bolt cage
8. Detailing for Economy
economical structural steelwork
ffth edition
61 handbook
8. Detailing for Economy
R
7
6
5
4
3
2
1
G
4 COLUMNS 3 COLUMNS 2 COLUMNS
S
S
S
S
S
S
FIGURE 8.12: Minimise number of column splices 1 is
preferable to 3
8.3.5 COLUMN STIFFENERS
In rigid framed structures, the connections between the
beams and columns very often require special stiffening of
the column section in order to provide for the satisfactory
transfer of forces. These stiffeners add considerably to
the fabricated cost of the columns and consideration
should be given at the design stage to investigating the
alternative use of a heavier column section which requires
no stiffening.
The example shows how such an evaluation can be carried
out. For the case investigated, it is seen that to increase the
size of the column section from a 250UC89 to a 310UC137
is a more economical solution than using the smaller UC
with stiffening.
8.3.6 BUILT-UP COLUMNS
Where universal column sections have insuffcient
capacity for a particular application, the use of built-
up columns has to be considered. Such columns can
be fabricated in a variety of shapes. Figure 8.14 shows
economic details for built-up columns in ascending order
of fabrication cost.
In box columns the detail at the corner can heavily
infuence fabrication costs. Where possible the use of
flletweldswillaffordthebesteconomyFigure8.15(a)
and (b). Where fllet weld sizes required are greater than
12-16mm, partial penetration welds should be considered
(Figure 8.15(c)) as a more economic solution. Complete
penetration butt welds at corner joints will be rarely
required and should only be considered in the vicinity of
very heavily loaded rigid beam-to-column connections.
WELDED OR
BOLTED SPLICE
500 800
FIGURE 8.13: Preferred column splice locations
FILLET WELDS FILLET WELDS
PARTIAL
PENETRATION
WELDS
PARTIAL
PENETRATION
WELDS OR
FILLET WELDS
FILLET WELDS FILLET WELDS
PARTIAL
PENETRATION
WELDS
PARTIAL
PENETRATION
WELDS OR
FILLET WELDS
1. 2.
FILLET WELDS FILLET WELDS
PARTIAL
PENETRATION
WELDS
PARTIAL
PENETRATION
WELDS OR
FILLET WELDS
FILLET WELDS FILLET WELDS
PARTIAL
PENETRATION
WELDS
PARTIAL
PENETRATION
WELDS OR
FILLET WELDS
3. 4.
FIGURE 8.14: Economic details for built-up columns
in ascending order of fabrication cost
FW
FW PP
FW
FW PP
FW
FW PP
(a) (b) (c)
FIGURE 8.15: Welded corner details for box columns
(FW - Fillet Welds PP - Partial Penetration Welds)
economical structural steelwork
ffth edition
62 handbook
Evaluation of economics of the use of column
stiffeners at rigid beam-to-column connection
DESIGN PROBLEM:
210 kNm
410 UB 53.7
GRADE 300
150 kNm
180 kNm
410 UB 53.7
GRADE 300
140 kNm
60 kNm
60 kNm
3m
6
6
2/90 6
FLATS EACH
SIDE OF WEB
6
6
250 UC 89.5
GRADE 300
SOLUTION 1
Stiffen 250UC89
210 kNm
410 UB 53.7
GRADE 250
150 kNm
180 kNm
410 UB 53.7
GRADE 250
140 kNm
60 kNm
60 kNm
3m
6
6
2/90 6
FLATS EACH
SIDE OF WEB
6
6
SOLUTION 2
Increase Column Size to Avoid Stiffening
Requires 310UC137 to avoid any column stiffening at all.
Note: 250UC89 = $125 /m
310UC137 = $191 /m
Cost difference = $66 /m
COMPARISON OF SOLUTIONS:
210 kNm
410 UB 53.7
GRADE 250
150 kNm
180 kNm
410 UB 53.7
GRADE 250
140 kNm
60 kNm
60 kNm
3m
6
6
2/90 6
FLATS EACH
SIDE OF WEB
6
6
Consider 3m column lift:
Solution 1: Requires 4 stiffeners at $78 = $312
Solution 2: Requires 3m $66 /m = $198
Solution 2 is the more economic
The use of a heavier column with a thicker web and fange may prove
more economic in situations such as that illustrated, especially for
short column lifts. Each individual situation can be readily assessed by
the above process using updated cost information.
Splices in box columns can be either welded or bolted,
but more often than not the welded alternative is selected
because a bolted splice is only practicable in large box
columns where access can be provided to the inside
of the box. A partial penetration welded box column
splice can be carried out using the detail shown in Figure
8.16(a). Figure 8.16(b) shows a girder connection to box
columnsitewelded.Thisconnectionrequiresaccurate
fabrication in the overall length of the girder and may
present problems if a considerable run of beams in a line
are delivered to site with tolerances in length cumulative.
In addition, allowance must be made in column erection
for weld shrinkage, since the relatively large weld volume
required in heavy girder fanges will cause signifcant
shrinkage in length. Columns must be spread by the
shrinkage dimension, as shown in Figure 8.17 and for
heavy box columns this can lead to erection diffculty.
Figure 8.16(c) shows a girder-to-column connection which
avoids the problems encountered with the direct welded
connection shown in Figure 8.16(b). In the case of a girder
stub welded to column in the shop, the control of welding
procedures and fabrication tolerances generally will lead
to a more economic weld and better quality assurance.
The subsequent site splicing of the girder to the stub can
be either welded or bolted, but the bolted alternative will
normally be less costly. In the case of heavy industrial
structures using grid fooring however, the bolted
fange splice will interfere with this type of fooring, and
consideration should be given to welding the splice for
such applications.
Figure 8.16(d) shows a bolted girder-to-box column
connection. Where fexible connections are used, the
angle cleat connection provides good site ft-up. The
web cleats are usually loosely shop-bolted to the girder
and allow movement for any out-of-tolerance during
erection. For box columns, provision must be made in
this connection for access to the inside of the column
for bolt installation.
Alternatively, where fexible girder-to-box column
connections are employed, the web side plate connection
will provide about equal economy. The web side plate can
be welded to the column face, thus avoiding the problem
of internal access.
8. Detailing for Economy
economical structural steelwork
ffth edition
63 handbook
8. Detailing for Economy
ERECTION
CLAMPS
BOX COLUMN
FIELD WELD
FIELD WELD
ERECTION
CLAMPS
BOX COLUMN
FIELD WELD
FIELD WELD
(a) box column splice (b) site welded rigid
connection to box column
ERECTION
CLAMPS
BOX COLUMN
FIELD WELD
FIELD WELD
ERECTION
CLAMPS
BOX COLUMN
FIELD WELD
FIELD WELD
(c) stub girder connection
to box column
(d) angle cleat connection
to box column
FIGURE 8.16: Connections to box columns
BEAM OR GIRDER
BEFORE WELDING, OPEN UP JOINTS TO
INCREASE DISTANCE BETWEEN FACES OF
COLUMNS TO ALLOW FOR WELD SHRINKAGE
AFTER WELDING, WELD WILL SHRINK AND
PULL COLUMNS BACK TO CORRECT SPACING
FIGURE 8.17: Spreading of columns to allow for
weld shrinkage
8.4 Trusses
Welded trusses have in the past provided very effcient
building elements because of the favourable mass/span
ratio possible. Although for many industrial building
applications, such systems as saw-tooth trusses have
been superseded by the portal frame system, there are
still many long span applications where truss portals
provide an economic solution (see Clause 4.3).
In general, trusses fabricated by welding should preferably
use specially developed details suitable for economical
welded truss fabrication rather than details borrowed
from the days of riveted construction. For too long the old
riveted details have been used on welded trusses, on the
basis of simply replacing rivets by equivalent welding (see
Figure 8.18). This leads to uneconomic fabrication, since it
introduces an unnecessary amount of welding and, most
importantly, since it requires the truss to be turned during
fabrication to weld the angles to the gussets on each side.
Several alternative details offer far more economic welded
truss fabrication. Figure 8.19 shows a detail where single
angles have been used as both the truss chords and
the web members. This provides for the most economic
truss fabrication since all welding can be done from one
side, thus avoiding turning of the truss during fabrication.
Additionally, the gussets have been eliminated by using a
long leg angle as a chord member. Obviously this detail
requires the designer to consider the eccentricities involved
in the design, but it appears in most cases that the use of
slightly heavier angles will cater for these eccentricities.
Rivetted truss
(previously economic).
Welded equivalent
(uneconomic detail).
FIGURE 8.18: Equivalent truss detailing
Alternatively a T-section can be used for truss chord
members with single angle web members welded to the
vertical leg of the tee (see Figure 8.20). The T-sections
would usually be split universal beam or column sections
anoperationthatcanbeeconomicallycarriedoutby
most fabricators.
FIGURE 8.19: Single angle welded truss
FIGURE 8.20: Split tee welded truss
In large heavy trusses, (i.e. those fabricated from
universal beam or column sections), care must be taken
with detailing to ensure optimum economy. In these
cases the detail at the intersection of members can lead
to very costly fabrication and it is suggested that the
spreading of intersection points can provide a better
detail where members can be plain mitre cut to length
rather than having double mitre end preparations. The
resulting eccentricity can usually be accommodated by
the relatively massive chord members in such trusses.
Figure 8.21 illustrates the use of universal sections in
a welded truss while Figure 8.22 illustrates the use of
rectangular hollow sections. In both cases, detail (b) is
preferable to detail (a).
economical structural steelwork
ffth edition
64 handbook
(a) Coincident intersection points. Double mitred member ends.
(b) Preferred. Spread intersection points. Single mitred member ends
FIGURE 8.21: Use of universal sections in
welded trusses
(a) Coincident intersection points. Double mitred member ends.
(b) Preferred. Spread intersection points. Single mitred member ends.
FIGURE 8.22: Use of rectangular hollow sections in
welded trusses
Although trusses are usually considered as roof
framing members there are other areas where they offer
economical light framing members.
Such a case is in multi-storey construction where
secondary foor members at relatively close centres
are required. Economy can be achieved by the fact
that a large number of these members will be required
and the use of mass-produced truss members can be
considered. In other parts of the world the open web joist
lends itself to this application and many notable buildings
have incorporated such joists as foor members. Figure
8.23 shows the traditional open web joists (a), as well as
a proprietary light weight truss (b). These light weight
joists are no longer made as a standard item and are
usually uneconomic for structural applications unless
large quantities are required.
RANGE
74 - 85
(a)
RANGE
74 - 85
(b)
FIGURE 8.23: Types of open web joist
(a) Non preferred. (b) Preferred.
FIGURE 8.24: End plate details
8. Detailing for Economy
economical structural steelwork
ffth edition
65 handbook
8. Detailing for Economy
TABLE 8.1: Wrench clearances
b
1
b
1
x
0
Recommended Minimum Dimensions
Remarks b
1
X
For Air
Wrench*
For Hand
Wrench
0 60 60 60
M20 & M24
Bolts only
5 60 100 60
7.5 60 100 60
10 60 100 60
Note:
* The use of a universal joint does offer some possibility of
reducing this dimension, and while this may be seen as an
advantage from a design point of view, it should be noted
that an impact wrench with a universal joint and socket is
generally difficult to handle for an operator some height
from ground level. In addition, the use of a universal joint
reduces the efficiency of the impact wrench and this can
beaproblemintensioningM24boltsorlarger,especiallyif
located some distance from the source of the compressed
air supply.
8.5 Portal Frames
8.5.1 CONNECTIONS
A discussion of various aspects of the economics of
portal frame steel buildings is contained in Clause 4.2.
A number of other items of concern to the economic
detailing of these frames is contained in this Section.
In portal frames using bolted end plate connections for the
knee and apex joints (see Figure 4.2), close attention must
be paid to the detailing of these connections, especially
where tensioned bolts (8.8/TB category) are employed -
the most common practice. Any cost savings obtained by
simplifying connection details to make fabrication simpler
can be lost during site erection if clearance problems
are encountered during site assembly. Recommended
dimensions for such connections, extracted from Ref. 1,
are given in Table 8.1. These dimensions are suffcient to
ensure that the bolts can be installed and tensioned, since
suffcient clearance is provided to accommodate either
hand or air wrenches.
In the design of the end plates, designers can approach
the proportioning of the end plate to resist the bending
moment developed due to the behaviour of the plate
under loading in two ways:
(a) Use a thick unstiffened end plate.
(b) Use a thin stiffened end plate.
Figure 8.24(a) shows an excessively stiffened thin end
plate which would be an extremely expensive detail
compared to the thicker end plate detail of Figure 8.24(b).
For this reason, (b) is much preferred. Another problem
with excessively stiffened end-plates is that insuffcient
clearance may then exist to allow the bolts to be installed.
Design guidance on the design of end plates without
stiffening may be found in Ref. 2.
At a bolted apex joint, care must also be taken to allow
suffcient clearance between the adjacent purlin cleat and
the end plate to enable the end plate bolts to be installed
and tensioned. The dimension Z (see Figure 8.25) must be
larger than the bolt length to be installed plus a clearance
dimension, and also be large enough to permit the wrench
socket to be placed on the nut.
Where split universal sections are used to haunch a
portal frame rafter (see Figure 4.2), stopping short the
fllet weld joining the split haunch to the fange of the
rafter is suggested as an economical and structurally
sound device. Any fllet weld placed in the tight confnes
of the junction is likely to be of doubtful quality due to the
diffcultaccessinvolvedseeFigure8.26.
The recommended method of attaching purlins and girts
in portal frame buildings is illustrated in Figure 8.27.
Z
FIGURE 8.25: Clearance at apex joint
economical structural steelwork
ffth edition
66 handbook
SPLIT UNIVERSAL
HAUNCH
RAFTER FLANGE
N
O
W
ELD
100 m
m
FIGURE 8.26: Termination of haunch
10mm GAP
10mm GAP
10mm GAP
10mm GAP
Notes:
1. Place girts and purlins to most effectively shed water and
debris with due consideration to ease of erection.
2. Ensure adequate clearance to avoid interference with
cleat welding.
3. Designcleatstoaccommodatestandardpunchingreferto
manufacturers brochures.
4. Ensure adequate capacity in top girt to carry load from sag rods.
Figure 8.27: Attachment of purlins and girts
8.5.2 PORTAL FRAME PRE-SET
In order to ensure that the columns of a portal frame will
be within the basic erection tolerances in the fnal erected
position, it is necessary to provide a pre-set of the frame
during fabrication.
This is done by determining the defection at the frame
ridge under dead loads and calculating the resultant
horizontal defection at the knee joints. This latter
dimension is then used in the set-out for fabrication to
pre-setthegeometryoftheframeseeFigure8.28.
8.6 Connection Detailing
8.6.1 GENERAL
In general, the greatest economy in detailing of beam-
to-column and beam-to-beam connections is achieved
by selecting combinations of connections to require only
one type of operation to be executed on each member in
the fabrication shop. Preferred ways in which this can be
achieved are suggested in Figure 8.29.
Such a method of selecting connections enables the
fabricator to reduce the handling operations required to
fabricate the member and lends itself readily to a fow-
through system in the shop.
The designer and detailer should look at rationalising the
selection of details and connections in this way. Naturally,
holing operations on any group of similar members would
use the same set-out parameters (gauge lines, pitch, hole
diameter, etc.).
B1
FINAL ERECTED
POSITION
PRESET PRECAMBER
INITIAL ERECTED
POSITION
PRECAMBER
PRESETTING
FRAME DURING
FABRICATION
R1
R1 +
B1 PRESET
R1
S
1
S
1
FIGURE 8.28: Precambering details of a rigid frame
Preferred Holed only.
Preferred Welded ftments only.
FIGURE 8.29: Typical beam details for fabrication
economy
An example of this type of selection process can be
illustrated using the beam marking plan shown in Figure
8.30. In this instance, the frame is braced in both planes
and fexible connections only are to be used.
In this frame the critical connections are those to the
two box columns. If these columns are small they cannot
accept connections requiring bolting through their walls.
If they are large, bolting through may be possible (with
8. Detailing for Economy
economical structural steelwork
ffth edition
67 handbook
8. Detailing for Economy
some diffculty and expense) but the connections must
be of a type where the beams can be entered without the
need to spring the very rigid columns.
On both grounds the logical choice is Figure 8.34, web
side plate (WP), for every connection to the box columns.
By the rule of symmetry (Clause 4.4.4) use the WP
connection at the other end of the beams in question,
B1, B4, B8 and B9. By the rule of standardisation use
the WP connection on both ends of the other longitudinal
beams B7 and B10, checking that there will be adequate
clearance at those ends of B7, B8, B9 and B10 which
frame into the webs of the l-section columns. Standardise
further by using the WP connection also at both ends of
B3 and at the column end of B6 (see Summary below).
For the connections selected so far, the beams require
only to be cut to length and drilled. Therefore the
connections for the transverse members framing into
them should be chosen so that the beams require only
further drilling (as in Figure 8.29 upper).
Choosing Figure 8.33, angle cleat (AC) will achieve this
aim. Another option is Figure 8.32, fexible end plate.
B1 B4
B5
B5
B6
B5
B5
B4
B2
B7
B7
B9
B10
B8
B3
B2
B1
FIGURE 8.30: Typical foor beam layout
Summary:
We now have a frame requiring only two different
connection types, selected in such a way as to minimise
fabrication and erection costs.
The columns themselves require welded ftments only.
Beams B1, B3, B4, B7, B8, B9 and B10 require only
cutting to length and drilling. Beams B2, B5, and B6 again
require only cutting to length and drilling (assuming the
AC connection).
All beams have the same type of connection at each
end except B6 where it is necessary to make a minor
compromise of WP at one end and AC at the other.
8.6.2 SPECIFIC CONNECTIONS
This Clause presents notes on the effcient and economic
detailing of a variety of individual connection types, as
follows:
Figure 8.31 Angle seat connection
8.32 Flexible end plate connection
8.33 Angle cleat connection
8.34 Web side plate connection
8.35 Bearing pad connection
8.36 Welded moment connection
8.37Momentendplateconnection
8.38 Welded splice connection
8.39 Bolted splice connection
8.40 Stiffener connections
8.41 Bracing connections
8.42 Connections to concrete cores
economical structural steelwork
ffth edition
68 handbook
OPTIONAL
BOLT OR
WELD
4.6/S BOLTING
PROCEDURE
OPTIONAL
BOLT OR
WELD
FIGURE 8.31: Angle seat connection
Useboltedrestraintcleatsformaximumeconomy
and to allow margin for rolling tolerances on rolled
section beams.
Forweldedseats,itmaybenecessarytotaper
the vertical leg of the seat in cases where the
seat is welded to an H-section column web
between fanges to allow access for welding
(see Figure 7.6(b)).
Checklengthofseattoensuresatisfactoryftonto
column. Where the seat is wider than the column
fange, welded angle seats require welding from
behind the column fange. This involves turning the
columnandmayprovecostly(seeFigure7.10).
Observerecommendationsoneconomicalaspects
of the use of bolting (Section 6) and welding
(Section 7).
p
p
p
g
SQUARE EDGE
FLAT BAR
OR PLATE
COMPONENT
FIGURE 8.32: Flexible end plate connection
Select gauge g to ensure bolt clearance (usually 90mm).
Fabricationofthistypeofconnectionrequiresclose
control in cutting the beam to length. Adequate
consideration must be given to squaring the beam
ends such that both end plates are parallel and the
effect of any beam camber does not result in out-of-
square end plates which makes erection and feld ft-
up diffcult. Shims may be required on runs of beams
to compensate for mill and shop tolerances.
Theuseofthisconnectionfortwosidedbeam-to-
beam connections should be considered carefully.
Installation of bolts in the end plates can cause
diffculties in this case.
Whenunequalsizedbeamsareused,specialcopingof
the bottom fange of the smaller beam may be required
to prevent it fouling the bolts.
Sincetheendplateisintendedtobehavefexibly,
damage of the end plate during transport is not
normally of concern and may be rectifed on site.
Observerecommendationsoneconomicalaspectsof
the use of bolting (Section 6) and welding (Section 7).
8. Detailing for Economy
economical structural steelwork
ffth edition
69 handbook
a
p
p
p
g
3
2g
3
+t
g
3
SINGLE OR
DOUBLE CLEATS
p
FIGURE 8.33: Angle cleat connection
Cleatholesmustallowforvariationsinbeamdepth
due to standard rolling tolerances and also provide
for erection tolerances. Standard holes (2mm larger
than nominal bolt diameter) are usually suffcient.
Checkthatcleatcomponentswillftbetween
column fanges for connections to column webs.
Theuseofthisconnectionfortwosidedbeam-to-
beam connections should be considered carefully.
Installation of bolts in the outstanding legs of the
angle cleats can cause diffculties in this case.
When unequal sized beams are used, special
coping of the bottom fange of the smaller beam
may be required to prevent fouling the bolts.
Fordoubleanglecleats,thenominalgaugerequired
in the supporting member is (2 g
3
+ t). Standard
gauges can hence accommodate only certain web
thicknesses (t) of the supporting member when
using normal holes (2mm clearance). Drifting
widens the range of web thicknesses that can be
accommodated, but may result in some distortion
of the cleat. Alternatively, a special gauge may be
used in the supporting member.
Inordertoobviatebothdriftingortheuseofa
special gauge, custom detailed horizontal slotted
holes may be used in the outstanding leg of the
angle cleat component. Alternatively, oversize (4mm
larger than nominal bolt diameter) holes could
be used, but this may complicate levelling the
supported member during erection.
Observerecommendationsoneconomicalaspects
of the use of bolting (Section 6).
SQUARE EDGE FLAT BAR
OR PLATE COMPONENT
p
p
p
p
FIGURE 8.34: Web side plate connection
Boltholesmustallowforvariationsinbeamdepth
due to standard rolling tolerances and also provide
for erection tolerances. Standard holes (2mm larger
than nominal bolt diameter) are usually suffcient.
Inconnectionstocolumnwebs,acheckmustbe
made on the length of bolt to ensure suffcient
clearance is available between the side plate and
the inside of the column fange to permit the bolt to
be installed.
Erectionclearancesmustbeespeciallyconsidered
for this detail because of the necessity to angle
beams into place during erection. This consideration
is most important for the case of a series of beams
in the one row, all connected between the same
main supporting members.
Observerecommendationsoneconomicalaspects
of the use of bolting (Section 6) and welding
(Section 7).
8. Detailing for Economy
economical structural steelwork
ffth edition
70 handbook
p= 0.5mm
TO SUIT AS
REQUIRED
4.6/S
PROCEDURE
t
NOMINAL
WELD
MAY BE
REQUIRED
OR
g
40 MIN.
20 MIN.
D
FIGURE 8.35: Bearing pad connection
Theconnectionmayneedtobeshimmedtosuit
during erection. The connection detail consequently
includes provision for shims of 0-5mm nominal
thickness. Shims will need to be holed to the same
gauge as the end plate.
Sawnormachinefamecutedgesare
recommended at the bearing interface in order to
avoid edges with slopes, such as
p= 0.5mm
TO SUIT AS
REQUIRED
4.6/S
PROCEDURE
t
NOMINAL
WELD
MAY BE
REQUIRED
OR
g
40 MIN.
20 MIN.
D
Checkwidthofcomponentswhenweldingto
H-section column web to allow access for welding
seeFigure7.6(b).Wherethebearingpadiswider
than a column fange, welding is required from
behind the column. This involves turning the column
and may prove costly.
Observerecommendationsoneconomicalaspects
of welding (Section 7).
ERECTION CLEAT
10
OR
LOCATING BOLTS
4.6/S PROCEDURE
ERECTION CLEAT
OR
OR
FIELD SPLICE
EITHER:
BOLTED
WELDED
BOLTED WELDED
10
OR
LOCATING BOLTS
4.6/S PROCEDURE
(a) Stub Girder Connection, Fully shop welded
beam stub, spliced on site.
ERECTION CLEAT
10
OR
LOCATING BOLTS
4.6/S PROCEDURE
ERECTION CLEAT
OR
OR
FIELD SPLICE
EITHER:
BOLTED
WELDED
BOLTED WELDED
10
OR
LOCATING BOLTS
4.6/S PROCEDURE
(b) Field Welded Moment Connection
including erection cleat.
ERECTION CLEAT
10
OR
LOCATING BOLTS
4.6/S PROCEDURE
ERECTION CLEAT
OR
OR
FIELD SPLICE
EITHER:
BOLTED
WELDED
BOLTED WELDED
10
OR
LOCATING BOLTS
4.6/S PROCEDURE
(c) Field Welded Moment Connection using fllet welded web cleat(s).
FIGURE 8.36: Welded moment connection
Theeconomicsoffeldweldingshouldbechecked
with the fabricator before it is specifed.
Flangeweldpreparationassumestheuseofa
backingstripwhichrequirescopingofthe
beam web.
Details(b)and(c)arenotconsideredaseconomical
in Australia.
Observerecommendationsoneconomicalaspects
of welding (Section 7).
Siteweldingshouldbekepttoaminimumand
should be used in an integrated manner.
Partialpenetrationbuttweldsshouldbeconsidered
rather than automatically adopting full penetration
butt welds.
8. Detailing for Economy
economical structural steelwork
ffth edition
71 handbook
8. Detailing for Economy
OR
OTHER MOMENT
END PLATE DETAILS
SUITABLE FOR USE
IN PORTAL FRAMES
ARE SHOWN IN
SECTION 4
OR
FIGURE 8.37: Moment end plate connection
Holesarenormally2mmlargerthanthenominalbolt
diameter, although oversize or slotted holes may
be used.
Filletweldsorbuttweldsmaybeusedasthebeam
fange to end plate weld. A discussion of the use of
fllet welds larger than 8mm as related to available
welding processes is contained in Section 7.
Filletweldsonlyarerecommendedforthebeam
web to end plate weld.
Fabricationofthistypeofconnectionrequiresclose
control in cutting the beam to length and adequate
consideration must be given to squaring the beam
ends such that end plates at each end are parallel
and the effect of any beam camber does not result
in out-of-square end plates which makes erection
and feld ft-up diffcult. Shims may be required to
compensate for mill and shop tolerances.
Selectagaugefortheendplateboltswhichallows
suffcient clearance to install the bolts.
Boltsadjacenttothetensionfangeshouldbeas
close as possible to the fange. Dimensions must be
suffcient to ensure that bolts can be installed and
tensionedsuffcientclearancemustbeprovided,
(see Table 8.1) .
Stiffenersontheendplateshouldbeavoideda
thicker end plate is recommended instead.
Observetherecommendationsoneconomical
aspects of the use of bolting (Section 6).
LOCATING BOLTS
4.6/S PROCEDURE
LOCATING BOLTS
4.6/S PROCEDURE
t
t1
t1
SINGLE WEB
ERECTION CLEAT
ERECTION
CLEATS
OR
p
COLD
SAWN
ENDS
ERECTION CLEAT
COLD
SAWN
ENDS
ERECTION
CLEATS
OR
p
COLD
SAWN
ENDS
(a) Welded beam
splice-web doubler plates.
(b) Welded beam splice
complete penetration web weld.
LOCATING BOLTS
4.6/S PROCEDURE
LOCATING BOLTS
4.6/S PROCEDURE
t
t1
t1
SINGLE WEB
ERECTION CLEAT
ERECTION
CLEATS
OR
p
COLD
SAWN
ENDS
ERECTION CLEAT
COLD
SAWN
ENDS
ERECTION
CLEATS
OR
p
COLD
SAWN
ENDS
(c) Welded column splice
web doubler plates.
(d) Welded column splice
complete penetration web weld.
LOCATING BOLTS
4.6/S PROCEDURE
LOCATING BOLTS
4.6/S PROCEDURE
t
t1
t1
SINGLE WEB
ERECTION CLEAT
ERECTION
CLEATS
OR
p
COLD
SAWN
ENDS
ERECTION CLEAT
COLD
SAWN
ENDS
ERECTION
CLEATS
OR
p
COLD
SAWN
ENDS
(e) Welded column splice cap plate.
FIGURE 8.38: Welded splice connection
The economics of feld welding should be checked
with the fabricator before it is specifed.
Flangeweldpreparationassumestheuseofa
backingstripwhichrequirescopingofbeamweb.
The backing strip should be required to be removed
only in special instances.
Detailsavoidaccuratefttingupofmembersections.
Ashopsplicewithcompletepenetrationwelding
without web plate is a detail used at the discretion
of a fabricator and is not a detail in use as a
site connection.
Edgesrequiredtobepreparedforbearingcan
be obtained satisfactorily and economically by
cold sawing.
Columnsplicesshouldbelocatedinpositions
where access can be easily obtained for site
weldingasinFigure8.13.
economical structural steelwork
ffth edition
72 handbook
ROLLED EDGE
FLATS TO SUIT
p p g p p
c
1
n
ROWS
n
ROWS
n
ROWS
n
ROWS
n
ROWS
a
p
p
p
p
n
ROWS
a
p
p
p
p
g
c
1
p
p
VARIES
p
p
p
p
g
p
p
p
p
g
p
p
WITH CAP PLATE
UNEQUAL MEMBERS
WITH WEB CLEAT
UNEQUAL MEMBERS
WITH WEB CLEAT
EQUAL MEMBERS
ROLLED EDGE
FLATS TO SUIT
ROLLED EDGE
FLATS TO SUIT
ROLLED EDGE
FLATS TO SUIT
g
c
1
p p
p p
ROLLED EDGE
FLATS TO SUIT p p g p p
c
1
n
ROWS
a
p
p
p
p
ROLLED EDGE
FLATS TO SUIT
n ROWS n ROWS
n ROWS n ROWS
n ROWS
n ROWS
n ROWS
n ROWS
n
ROWS
a
p
p
p
p
ROLLED EDGE
FLATS TO SUIT
p p g p p
c
1
n
ROWS
n
ROWS
n
ROWS
n
ROWS
n
ROWS
a
p
p
p
p
n
ROWS
a
p
p
p
p
g
c
1
p
p
VARIES
p
p
p
p
g
p
p
p
p
g
p
p
WITH CAP PLATE
UNEQUAL MEMBERS
WITH WEB CLEAT
UNEQUAL MEMBERS
WITH WEB CLEAT
EQUAL MEMBERS
ROLLED EDGE
FLATS TO SUIT
ROLLED EDGE
FLATS TO SUIT
ROLLED EDGE
FLATS TO SUIT
g
c
1
p p
p p
ROLLED EDGE
FLATS TO SUIT p p g p p
c
1
n
ROWS
a
p
p
p
p
ROLLED EDGE
FLATS TO SUIT
n ROWS n ROWS
n ROWS n ROWS
n ROWS
n ROWS
n ROWS
n ROWS
n
ROWS
a
p
p
p
p
(a) Bolted moment splice in beam three plate fange splice. (b) Bolted moment splice in beam one plate fange splice.
ROLLED EDGE
FLATS TO SUIT
p p g p p
c1
n
ROWS
n
ROWS
n
ROWS
n
ROWS
n
ROWS
a
p
p
p
p
n
ROWS
a
p
p
p
p
g
c1
p
p
VARIES
p
p
p
p
g
p
p
p
p
g
p
p
WITH CAP PLATE
UNEQUAL MEMBERS
WITH WEB CLEAT
UNEQUAL MEMBERS
WITH WEB CLEAT
EQUAL MEMBERS
ROLLED EDGE
FLATS TO SUIT
ROLLED EDGE
FLATS TO SUIT
ROLLED EDGE
FLATS TO SUIT
g
c1
p p
p p
ROLLED EDGE
FLATS TO SUIT p p g p p
c1
n
ROWS
a
p
p
p
p
ROLLED EDGE
FLATS TO SUIT
n ROWS n ROWS
n ROWS n ROWS
n ROWS
n ROWS
n ROWS
n ROWS
n
ROWS
a
p
p
p
p
(c) Bolted column splice prepared for bearing.
ROLLED EDGE
FLATS TO SUIT
p p g p p
c
1
n
ROWS
n
ROWS
n
ROWS
n
ROWS
n
ROWS
a
p
p
p
p
n
ROWS
a
p
p
p
p
g
c
1
p
p
VARIES
p
p
p
p
g
p
p
p
p
g
p
p
WITH CAP PLATE
UNEQUAL MEMBERS
WITH WEB CLEAT
UNEQUAL MEMBERS
WITH WEB CLEAT
EQUAL MEMBERS
ROLLED EDGE
FLATS TO SUIT
ROLLED EDGE
FLATS TO SUIT
ROLLED EDGE
FLATS TO SUIT
g
c
1
p p
p p
ROLLED EDGE
FLATS TO SUIT p p g p p
c
1
n
ROWS
a
p
p
p
p
ROLLED EDGE
FLATS TO SUIT
n ROWS n ROWS
n ROWS n ROWS
n ROWS
n ROWS
n ROWS
n ROWS
n
ROWS
a
p
p
p
p
ROLLED EDGE
FLATS TO SUIT
p p g p p
c
1
n
ROWS
n
ROWS
n
ROWS
n
ROWS
n
ROWS
a
p
p
p
p
n
ROWS
a
p
p
p
p
g
c
1
p
p
VARIES
p
p
p
p
g
p
p
p
p
g
p
p
WITH CAP PLATE
UNEQUAL MEMBERS
WITH WEB CLEAT
UNEQUAL MEMBERS
WITH WEB CLEAT
EQUAL MEMBERS
ROLLED EDGE
FLATS TO SUIT
ROLLED EDGE
FLATS TO SUIT
ROLLED EDGE
FLATS TO SUIT
g
c
1
p p
p p
ROLLED EDGE
FLATS TO SUIT p p g p p
c
1
n
ROWS
a
p
p
p
p
ROLLED EDGE
FLATS TO SUIT
n ROWS n ROWS
n ROWS n ROWS
n ROWS
n ROWS
n ROWS
n ROWS
n
ROWS
a
p
p
p
p
(e) Bolted shear splice in beam.
(d) Combination bolted and welded fange splice.
FIGURE 8.39: Bolted splice connection
Wherefangespliceplatesareused,assemble
joints with nuts to outside of splice plate as
in (a). This arrangement is recommended for
ease of tensioning, since in universal sections
suffcient clearance is not always available
between fanges for a standard air wrench.
Memberscanbepreparedforbearing
satisfactorily and economically by cold sawing.
Thecapplatedetailof(c)isusuallyreserved
for column splices between members with
signifcant differences in member depth.
Inordertoaccommodateout-of-alignmentofmember
webs at a splice, the use of shims may be necessary.
To mitigate the effects of any out-of-alignment, holes
in member fanges should be located using the
centre-line of the member web as a reference point.
Inordertoaccommodateout-of-squareofmember
fanges at a splice, the use of tapered shims may
be necessary.
Columnsplicesshouldbelocatedinpositions
where access can be easily obtained for the
installationoftheboltsasinFigure8.13.
8. Detailing for Economy
economical structural steelwork
ffth edition
73 handbook
FILLET WELD
(Dot Point 5)
See Dot Point 3
A1 A2
See Dot Point 3
mxx
mxx mxx
mxx
mxx
CLEAR
mxx
mxx
Type A (tension) stiffener.
FILLET WELD
(Dot Point 5)
See Dot Point 3
A1 A2
See Dot Point 3
mxx
mxx mxx
mxx
mxx
CLEAR
mxx
mxx
FILLET WELD
(Dot Point 5)
See Dot Point 3
A1 A2
See Dot Point 3
mxx
mxx mxx
mxx
mxx
CLEAR
mxx
mxx
Type B (bearing) stiffener. Type C (buckling) stiffener.
FILLET WELD
(Dot Point 5)
See Dot Point 3
A1 A2
See Dot Point 3
mxx
mxx mxx
mxx
mxx
CLEAR
mxx
mxx
FILLET WELD
(Dot Point 5)
See Dot Point 3
A1 A2
See Dot Point 3
mxx
mxx mxx
mxx
mxx
CLEAR
mxx
mxx
Type B & C (compression) stiffener. Type D (shear) stiffener.
FIGURE 8.40: Stiffener connections
The use of column stiffeners should be kept to a
minimum for maximum economy, commensurate with
design requirements.
All welding of stiffeners should be shop welding.
Only tension stiffeners need be welded to the inside face
of the column fange(s). Compression stiffeners may be
ftted against the inside face of the column fange.
Fillet weld sizes on stiffeners should be 6 or 8mm, to
ensure single pass welds. Welds to column web may be
one-sided.
Where tension stiffeners extend across the full column
depth (A2), the tension stiffeners should be (fllet) welded
to the column fange and only fllet welded to the column
web where fange fllet welds have insuffcient capacity to
transmit the design force in the stiffener. Where tension
stiffeners extend only part way across the column depth
(A1), welding to the column web is required.
Compression stiffeners should be fllet welded to
the column web. When diagonal shear stiffeners are
used, it is recommended that compression stiffeners
be fllet welded to the column fange adjacent to the
shear stiffener.
Tension and compression stiffeners need to be cropped
30mm to clear column section radiused fllets.
Shear (diagonal) stiffeners are fllet welded at their
ends. Fillet welding along the stiffener length may be
introduced either to increase the capacity and/or to
reduce the l/r of the stiffeners.
(a)
(b) (c)
FIGURE 8.41: Bracing connections
Bracing gussets should be detailed as rectangular
shapes to reduce marking-off and cutting time.
In braced frames it will generally prove more
economic to weld bracing gussets to columns
rather than to beams. The eccentricity caused
by spreading intersection points can usually be
easily accommodated by the column section.
For roof bracing, the most economic solution will
be to weld gussets to the rafter top fange. Where
this cannot be done, the gusset can be welded
to the rafter web but suffcient clearance must
be provided for welding electrode access.
8. Detailing for Economy
economical structural steelwork
ffth edition
74 handbook
GROUT
(a) (b)
FIGURE 8.42: Connections to concrete cores
A steel plate of fairly generous proportions is
presented fush with the exterior wall of the core
to which is welded a web side plate at the time
of erection. Such a connection does not impose
strict tolerances on (i) beam overall length (by
using slotted holes in the web side plate) or (ii)
beam level and lateral location (catered for in the
site positioning of the web side plate provided the
embedded plate is reasonably oversize). If anchor
lugs are tack-welded into the general reinforcement
cage, little drift of the embedded plate will occur
during slip forming.
The older method employed for this connection
is that of leaving a cored hole in the wall of the
slip-formed core. Originally it was thought
necessary to embed a steel seating in this opening
in which to bolt the bottom fange of the beam.
This is not now recommended since the accurate
positioning of this cored hole, including an
embedded seating, is almost impossible to achieve
on site. It is now considered better to leave a simple
cored opening in the wall, pack the beam to level
alignment during the erection phase, and fully grout
up the remaining opening.
From an economy viewpoint the alternative (b)
should normally be better. However, in the overall
building design it is suggested that designers
consult with the slip-core contractor to check the
more economical method. It is possible that in
some cases a large number of cored openings, with
resultant complication of reinforcement pattern,
would be more expensive than the embedded plate
shown in alternative (a).
8. Detailing for Economy
economical structural steelwork
ffth edition
75 handbook
COMPLEMENTARY REFERENCES:
1. Hogan,T.J.andMunter,S.A.,StructuralSteel
Connectionsseries-SimpleConnections,
Australian Steel Institute, 1st. Ed., 2007.
2. Hogan,T.J.andvanderKreek,N.,Structural
SteelConnectionsseries-RigidConnections,
Australian Steel Institute, 1st. Ed., 2009.
SPECIFIC REFERENCES BY SECTIONS:
Note: References not mentioned specifcally in the
text are listed for the purpose of further reading or as
additional references.
SECTION 1. PRELIMINARY CONSIDERATIONS
1.1 MainT.,Watson,K.B.andDallasS.,ARational
ApproachtoCostingSteelwork,International
Cost Engineering Council/The Australian Institute
ofQuantitySurveyorsInternationalSymposium,
ConstructionEconomicsTheEssential
ManagementTool,Australia,May1995.
1.2 Standards Association of Australia/Australian
InstituteofSteelConstruction,SteelStructures,
Part1Planning,SAAMA1.11973.
1.3 Standards Association of Australia/Australian
InstituteofSteelConstruction,SteelStructures,
Part7Design,SAAMA1.71977.
1.4 Firkins,A.,DesignforEconomy,Third
Conference on Steel Developments, Australian
Institute of Steel Construction, 1985.
1.5 AustralianInstituteofSteelDetailers,Technology
Integration-SteelDetailerDeliverables,2005.
SECTION 2. GENERAL FACTORS
AFFECTING ECONOMY
2.1 Day,G.A.FabricationanditsFuture,Steel
Fabrication Journal No. 42, Australian Institute
of Steel Construction, February 1982.
2.2 Potter,P.D.FastSteelErection,Steel
Fabrication Journal No. 46, Australian Institute of
Steel Construction, February 1983.
2.3 Oakes,D.L.T.PhilosophyforEconomical
Design,FabricationandErection,Steel
Construction Vol. 17, No. 4, Australian Institute
of Steel Construction, 1983.
2.4 GalvanizersAssociationofAustraliaAfter
FabricationHot-DipGalvanising,15thEd.,1999.
2.5 Macpherson,I.J.UnprotectedSteelFramed
OpenDeckCarParkingStructuresACase
Study,MetalStructuresConferenceAdelaide
1976, Institution of Engineers Australia.
2.6 Resevsky,C.G.EconomicalFire-Rated
Composite Steel Floor now established in
Australia,SteelConstructionVol.7No.3,
Australian Institute of Steel Construction 1973.
2.7 StandardsAssociationofAustralia,Steel
StructuresManual,Part8Fabrication,SAA
MA1.8,1982.
2.8 StandardsAssociationofAustralia,Steel
StructuresManual,Part9-Erection,SAA
MA1.9,1975.
2.9 Hogan,T.J.andFirkins,A.WeldinginaLimit
StateSteelStructuresCode,Proceedingsof31st
Annual Conference, Australian Welding Institute,
October 1983, Tables 1, 2 and 3.
2.10 Quinn,N.Specifcations:theFabricator,Steel
Fabrication Journal No. 40, Australian Institute of
Steel Construction, August 1981.
2.11 Australian Institute of Steel Construction
HandbookofFireProtectionMaterialsfor
StructuralSteel,1990.
2.12 Syam,A.AGuidetotheRequirementsfor
EngineeringDrawingsofStructuralSteelwork,
Steel Construction Journal, Vol. 29, No. 3,
September, 1995.
2.13 Watson,K.B.,Dallas,S.andvanderKreek,N.
CostingofSteelworkfromFeasibilitythroughto
Completion,SteelConstructionJournal,Vol.30,
No. 2, Australian Institute of Steel Construction,
June 1996.
2.14 Rakic,J.,StructuralSteelFireGuide.Guide
totheUseofFireProtectionMaterials,Steel
Construction Journal, Vol. 42, No. 1, Australian
Steel Institute, December 2008.
SECTION 3. FRAMING CONCEPTS
AND CONNECTION TYPES
3.1 StandardsAssociationofAustralia,Steel
StructuresManual,Part3Formsof
Construction,SAAMA1.3,1971.
SECTION 4. INDUSTRIAL BUILDINGS
4.1 Gaylord,E.H.andGaylord,C.N.,Structural
EngineeringHandbook,McGraw
Hill Book Co., 2nd ed., 1979. Section 19.2.
4.2 Macdonald,A.J.,WindLoadingonBuildings,
Applied Science Publishers Ltd, 1975.
4.3 Gorenc, B. E., Tinyou, R. and Syam, A.
SteelDesignersHandbook,Universityof
New South Wales Press, 7th Edition, 2005.
4.4 Gorenc,B.E.CraneRunwayGirders,
Australian Steel Institute, 2nd Ed., 2003.
4.5 Wright,D.T.andTaylor,R.G.,WideSpan
Structures,SteelConstructionVol.16,No.2,
Australian Institute of Steel Construction, 1982.
4.6 AustralianConferenceonSpaceStructures,
Australian Institute of Steel Construction, Papers,
Melbourne4/5May,1982.
4.7 Firkins,A.,ConnectionsforTubularBracing
Members,SteelFabricationJournalNo.46,
February 1983.
9. References and Further Reading
economical structural steelwork
ffth edition
76 handbook
9. References and Further Reading
SECTION 5. COMMERCIAL BUILDINGS
5.1 Schueller,W.,High-RiseBuildingStructures,
John Wiley, 1977.
5.2 Hart,F.,Henn,W.andSontag,H.,Multi-Storey
BuildingsinSteel,CrosbyLockwoodStaples,
English Edition edited by G. B. Godfrey, 2nd ed.,
1985.
5.3 Patrick,M.andPoon,S.L.,CompositeBeam
DesignandSafeLoadTables,AustralianInstitute
of Steel Construction, 1989.
5.4 StramitBuildingProducts,StramitCONDECKHP
Composite Slab System.
5.5 BlueScopeLysaght,LysaghtBONDEKDesignand
Construction Guide.
5.6 Johnson,R.P.andSmith,D.G.E.ASimple
DesignMethodforCompositeColumns,Steel
Construction, Vol. 16, No. 4, Australian Institute
of Steel Construction, December 1982.
5.7 Firkins,A.,CityBuildings,SteelConstruction,
Vol. 17 No. 1, Australian Institute of Steel
Construction,March1983.
5.8 Firkins,A.,CityBuildingsTheSteelSolution,
Structural Steel Conference, Singapore Structural
Steel Society, 1984.
5.9 Hogan,T.J.andFirkins,A.,EconomicDesign
andConstructionofMediumRiseCommercial
BuildingsusingStructuralSteel,PacifcStructural
Steel Conference, NZ Heavy Engineering
Research Association, 1986.
5.10 Durack,J.M.andKilmister,M.B.,Composite
SteelDesign-DesignExampleforMultistorey
CompositeSteelFramedBuilding,Australian
Steel Institute, 1st Ed., 2007.
5.11 Ng,A.andYum,G.,DesignAspectsfor
Construction - Composite Steel Framed
Structures,AustralianSteelInstitute,1stEd.,
2008.
SECTION 6. BOLTING
6.1 Hogan,T.J.andMunter,S.A.,DesignGuide1:
BoltinginStructuralSteelConnections,Australian
Steel Institute, 1st Ed., 2007.
6.2 Fisher,J.W.,Kulak,G.andStruik,J.H.A.,
GuidetoDesignCriteriaforBoltedandRiveted
Joints,JohnWiley,1987.
6.3 Fernando,S.andHitchen,D.,AreyouGettingthe
BoltsYouSpecifed?ADiscussionPaper,Steel
Construction Journal, Vol. 39, No. 2, Australian
Steel Institute, December 2005.
6.4 AustralianSteelInstitute,HighStrengthBolts
Assemblies Certifcation to AS/NZS 1252-1996...
RejectorAccept?,ASITechNoteNo.290806,
September 2006.
SECTION 7. WELDING
7.1 TheLincolnElectricCompany,TheProcedure
HandbookofArcWelding,12thEdition,1973.
7.2 Blodgett,O.W.,TwelveCommandmentsto
DesignEngineers,reprintedinSteelFabrication
Journal, Nos. 9, 10 and 11, Australian Institute of
SteelConstruction,November1973/May1974.
7.3 Australian Welding Research Association,
EconomicDesignofWeldments,AWRA
TechnicalNote8,March1979.
7.4 Magnusson,D.J.,UsingtheStructuralWelding
Code,SteelFabricationJournalNo.48,Australian
Institute of Steel Construction, August 1983.
7.5 Firkins,A.,DesignforWelding,Australian
Welding Institute Conference, 1988.
7.6 Firkins,A.andMcGeachie,I.,FilletWelds
WhatSizeisNormal?,AsianPacifcRegional
Welding Conference, International Institute of
Welding, 1988.
7.7 Hogan,T.J.andMunter,S.A.,DesignGuide
2:WeldinginStructuralSteelConnections,
Australian Steel Institute, 1st Ed., 2007.
SECTION 8. DETAILING FOR ECONOMY
8.1 AustralianInstituteofSteelDetailers,Contract
Documents Completion Checklists - Architectural
andEngineering,2004.
economical structural steelwork
ffth edition
77 handbook
10. Standards
This list does not purport to be exhaustive, but covers
most of the standards currently in print that are likely
to concern the structural steel fabrication industry.
MATERIALS
Steel
AS1085.1 RailwaytrackmaterialSteelrails
AS 1163 Structural steel hollow sections
AS 1450 Steel tubes for mechanical purposes
AS/NZS 1594 Hot-rolled steel fat products
AS3597 Structuralandpressurevesselsteel
Quenchedandtemperedplate
AS/NZS3678 StructuralsteelHot-rolledplates,
foorplates and slabs
AS/NZS 3679.1 StructuralsteelHot-rolledbars
and sections
AS/NZS 3679.2StructuralsteelWeldedIsections
Bolts
AS1110.1 ISOmetrichexagonboltsandscrews
ProductgradesAandBBolts
AS1110.2 ISOmetrichexagonboltsandscrews
ProductgradesAandBScrews
AS1111.1 ISOmetrichexagonboltsandscrews
ProductgradeCBolts
AS1111.2 ISOmetrichexagonboltsandscrews
ProductgradeCScrews
AS1112.1 ISOmetrichexagonnutsStyle1
Product grades A and B
AS1112.2 ISOmetrichexagonnutsStyle2
Product grades A and B
AS 1214 Hot-dip galvanized coatings on
threaded fasteners (ISO metric coarse
thread series)
AS 1237.1 Plain washers for metric bolts, screws
andnutsforgeneralpurposesGeneral
plan
AS 1237.2 Plain washers for metric bolts, screws
andnutsforgeneralpurposes
Tolerances
AS/NZS 1252 High-strength steel bolts with
associated nuts and washers for
structural engineering
AS1275 Metricscrewthreadsforfasteners
AS/NZS 1559 Hot-dip galvanised steel bolts with
associated nuts and washers for
tower construction
Electrodes
AS/NZS1167.2Weldingandbrazingfllermetals
Filler metal for welding
AS 1858.1 Electrodes and fuxes for submerged-
arcweldingCarbonsteelsandcarbon-
manganese steels
AS 1858.2 Electrodes and fuxes for submerged-
arcweldingLowandintermediate
alloy steels (Obsolescent)
AS2203.1 Coredelectrodesforarc-welding
Ferritic steel electrodes
AS/NZS4854 WeldingconsumablesCovered
electrodes for manual metal arc welding
ofstainlessandheat-resistingsteels
Classifcation
AS/NZS4855 WeldingconsumablesCovered
electrodes for manual metal arc welding
ofnon-alloyandfnegrainsteels
Classifcation
AS/NZS4856 WeldingconsumablesCovered
electrodes for manual metal arc welding
ofcreep-resistingsteelsClassifcation
AS/NZS4857 WeldingconsumablesCovered
electrodes for manual metal arc welding
ofhigh-strengthsteelsClassifcation
WORKMANSHIP, DESIGN
AS1418.1 Cranes,hoistsandwinches
General requirements
AS/NZS 1554 Structural steel welding (Parts 1 to 7)
AS 1562.1 Design and installation of sheet roof
andwallcladdingMetal
AS 1657 Fixed platforms, walkways, stairways
andladdersDesign,construction
and installation
AS 1796 Certifcation of welders and welding
supervisors
AS2214 Certifcationofweldingsupervisors
Structural steel welding
AS2327.1 CompositestructuresSimply
supported beams
AS 4100 Steel structures
AS/NZS 4600 Cold-formed steel structures
economical structural steelwork
ffth edition
78 handbook
SURFACE TREATMENT
AS1627 MetalfnishingPreparationand
pretreatment of surfaces (Parts 0 to 2,
4 to 6, 9)
AS/NZS 2311 Guide to the painting of buildings
AS/NZS 2312 Guide to the protection of structural
steel against atmospheric corrosion by
the use of protective coatings
AS/NZS 4534 Zinc and zinc/aluminium-alloy coatings
on steel wire
AS/NZS 4680 Hot-dip galvanised (zinc) coatings on
fabricated ferrous articles
AS/NZS 4792 Hot-dip galvanised (zinc) coatings on
ferrous high strength steel, applied by
a continuous or a specialized process
TESTING AND INSPECTION
AS1391 Metallicmaterialsfortensiletesting
at ambient temperature
AS1530.4 Methodsforfretestsonbuilding
materials, components and structures
Fireresistancetestofelementsof
construction
AS1544.2 Methodsforimpacttestsonmetals
Charpy V-notch
AS1710 Non-destructivetestingUltrasonic
testing of carbon and low alloy steel
plateanduniversalsectionsTest
methods and quality classifcation
AS1929 Non-destructivetestingGlossary
of terms
AS2177 Non-destructivetestingRadiography
of welded butt joints in metal
AS2205 Methodsofdestructivetestingofwelds
in metal (set of parts)
AS2207 Non-destructivetestingUltrasonic
testing of fusion welded joints in carbon
and low alloy steel
WELDING TERMS AND SYMBOLS
AS 1101.3 Graphic symbols for general
engineeringWeldingandnon-
destructive examination
AS2812 Welding,brazingandcuttingofmetals
Glossary of terms
10. Standards
Potrebbero piacerti anche
- Commercial Steel Estimating: A Comprehensive Guide to Mastering the BasicsDa EverandCommercial Steel Estimating: A Comprehensive Guide to Mastering the BasicsNessuna valutazione finora
- Design of Steel Structures: Materials, Connections, and ComponentsDa EverandDesign of Steel Structures: Materials, Connections, and ComponentsNessuna valutazione finora
- ASI-Economical Structural Steelwork PDFDocumento83 pagineASI-Economical Structural Steelwork PDFSachin100% (1)
- Economical Structural Steel Work 1Documento117 pagineEconomical Structural Steel Work 1James Sabmeethavorn100% (21)
- Asi Steel ConnectionsDocumento134 pagineAsi Steel ConnectionsSandro Ledermann-Türme94% (17)
- ASI - Design Model For Light Bracing Cleat ConnectionsDocumento59 pagineASI - Design Model For Light Bracing Cleat Connectionsccbserialk100% (9)
- Cold-formed Tubular Members and Connections: Structural Behaviour and DesignDa EverandCold-formed Tubular Members and Connections: Structural Behaviour and DesignValutazione: 5 su 5 stelle5/5 (2)
- SteelDocumento56 pagineSteelyoungonhunt100% (16)
- ASI Design Guide - Wind Actions On Steel Sheds and GaragesDocumento12 pagineASI Design Guide - Wind Actions On Steel Sheds and Garagesreynolds53489% (9)
- Steel Detailing Example DrawingsDocumento15 pagineSteel Detailing Example DrawingsAna Maria83% (6)
- CompleteDocumento94 pagineCompletesergio_cuenca_1100% (7)
- ASI Angle Cleat Design Guide 5 PDFDocumento75 pagineASI Angle Cleat Design Guide 5 PDFlyeshiun100% (6)
- Moment Connections Seismic ApplicationsDocumento46 pagineMoment Connections Seismic Applicationsshak543100% (14)
- Design Guide 2009Documento80 pagineDesign Guide 2009johncolalancia100% (7)
- Cold Formed Purl Ins Hancock Vol 15, No 3 1981Documento15 pagineCold Formed Purl Ins Hancock Vol 15, No 3 1981PWQGroup100% (1)
- Structural Steel Detailing Standard Rev 0Documento9 pagineStructural Steel Detailing Standard Rev 0lillie0175% (4)
- General Connection in Steel StructuresDocumento33 pagineGeneral Connection in Steel StructuresIrfan Vadtala89% (27)
- Australian Steel Detailers HandbookDocumento208 pagineAustralian Steel Detailers HandbookJay Padama100% (18)
- A Teaching Guide For Structural Steel ConnectionsDocumento85 pagineA Teaching Guide For Structural Steel Connectionsv97% (65)
- Design of Pinned Column BaseplatesDocumento61 pagineDesign of Pinned Column BaseplateslyeshiunNessuna valutazione finora
- ASI Limit State Steel Connections Design Series - Part 1 - SC - 42 - 1 - J PDFDocumento36 pagineASI Limit State Steel Connections Design Series - Part 1 - SC - 42 - 1 - J PDFDenise251280% (5)
- SCJ v46n2 Web SecuredDocumento56 pagineSCJ v46n2 Web SecuredRohan KulkarniNessuna valutazione finora
- Structural Steel Design to Eurocode 3 and AISC SpecificationsDa EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNessuna valutazione finora
- Detailing For Economy: 8.1 Detailing On Design Engineer's DrawingsDocumento4 pagineDetailing For Economy: 8.1 Detailing On Design Engineer's DrawingsJoel Koma EmesangeNessuna valutazione finora
- BS 5950-4-1994 (Englezesc) PDFDocumento38 pagineBS 5950-4-1994 (Englezesc) PDFYannis Alexandru100% (4)
- Final Steel Essentials Aug09Documento11 pagineFinal Steel Essentials Aug09kikomeko0% (1)
- Spot Welding Interview Success: An Introduction to Spot WeldingDa EverandSpot Welding Interview Success: An Introduction to Spot WeldingNessuna valutazione finora
- Metal Deck DesignDocumento38 pagineMetal Deck DesignKenneth DavisNessuna valutazione finora
- Is 800 - 1984 & 2007 Comparative StudyDocumento149 pagineIs 800 - 1984 & 2007 Comparative Studyprabhu81100% (1)
- Sustainable Steel Buildings: A Practical Guide for Structures and EnvelopesDa EverandSustainable Steel Buildings: A Practical Guide for Structures and EnvelopesBernhard HaukeNessuna valutazione finora
- Engineering Students' Guide To Multi-Storey BuildingsDocumento26 pagineEngineering Students' Guide To Multi-Storey BuildingsLingkaNessuna valutazione finora
- Cost Effective ConnectionsDocumento14 pagineCost Effective ConnectionsMarakan MaranNessuna valutazione finora
- Steel BridgesDocumento98 pagineSteel BridgesAntenasm100% (3)
- A Review On Flexible Forming of Sheet Metal Parts: December 2019Documento6 pagineA Review On Flexible Forming of Sheet Metal Parts: December 2019ankita awasthiNessuna valutazione finora
- HB 48-1999 Steel Structures Design HandbookDocumento9 pagineHB 48-1999 Steel Structures Design HandbookSAI Global - APAC0% (1)
- Hand Book For Steel Structure Quality Control on SiteDa EverandHand Book For Steel Structure Quality Control on SiteNessuna valutazione finora
- Process Industry Practices Structural: PIP STE05530 Grating Design GuideDocumento10 pagineProcess Industry Practices Structural: PIP STE05530 Grating Design GuideLumy NastaseNessuna valutazione finora
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysDa EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNessuna valutazione finora
- Tata Steel - Blue Book - Advance - Section - Properties - For - Students PDFDocumento20 pagineTata Steel - Blue Book - Advance - Section - Properties - For - Students PDFshugd31085100% (1)
- Design ManualDocumento867 pagineDesign Manualvijaystructural83% (6)
- SCI P394 SecureDocumento120 pagineSCI P394 SecureIulian Valentin CimbruNessuna valutazione finora
- Welding General ConsiderationsDocumento13 pagineWelding General ConsiderationsAbdulhmeed Mutalat100% (1)
- ValueengrDocumento23 pagineValueengrredinezNessuna valutazione finora
- OneSteel DesignBooklet db1.3Documento93 pagineOneSteel DesignBooklet db1.3Jeet SinghNessuna valutazione finora
- Design Requirements For Bonded and Bolted Composite StructuresDocumento52 pagineDesign Requirements For Bonded and Bolted Composite Structuresarun_justin_1Nessuna valutazione finora
- Economy in Steel - A Practical GuideDocumento30 pagineEconomy in Steel - A Practical Guidechandabhi70Nessuna valutazione finora
- Steel Bridge EstimationDocumento17 pagineSteel Bridge EstimationHowo4Die100% (3)
- STEEL BRIDGES A Practical Approach To Design For Efficient Fabrication and ConstructionDocumento94 pagineSTEEL BRIDGES A Practical Approach To Design For Efficient Fabrication and Constructionchernl2004100% (2)
- (International Code) International Code Council CatalogDocumento8 pagine(International Code) International Code Council CatalogMIKHA201450% (2)
- Design of Structures For Maning Industry 9.3.1Documento44 pagineDesign of Structures For Maning Industry 9.3.1Luis VillegasNessuna valutazione finora
- 2017 Bridge KeyDocumento10 pagine2017 Bridge KeyjeffNessuna valutazione finora
- Amazon CaseDocumento6 pagineAmazon CaseRoopanjali JasrotiaNessuna valutazione finora
- Polyurethane Lining and Coating Specification Penstock Welded Joints 20120327Documento12 paginePolyurethane Lining and Coating Specification Penstock Welded Joints 20120327anbilselvamNessuna valutazione finora
- Final List of All MFG Unit 15122018Documento75 pagineFinal List of All MFG Unit 15122018shiva lakshmiNessuna valutazione finora
- Practical Guide To Blow MouldingDocumento216 paginePractical Guide To Blow Mouldingamitav.datta80% (5)
- Register of New Projects in India-Metallurgical IndustriesDocumento103 pagineRegister of New Projects in India-Metallurgical IndustriesSatya Priya100% (1)
- Corrosion Swimming)Documento6 pagineCorrosion Swimming)skenny1Nessuna valutazione finora
- Specification For Installation of Underground Conduit SystemsDocumento60 pagineSpecification For Installation of Underground Conduit SystemsMarkusMakuAldoNessuna valutazione finora
- SCM Batch B - Group 3 - Madura Accessories LTDDocumento35 pagineSCM Batch B - Group 3 - Madura Accessories LTDSHILPA GOPINATHAN100% (1)
- Roadcrete HighwayDocumento4 pagineRoadcrete HighwayfairmatechemicalNessuna valutazione finora
- Energy InsuranceDocumento23 pagineEnergy InsuranceAnudeep SekharNessuna valutazione finora
- Nvocc ReportsDocumento11 pagineNvocc Reportsmahi5061100% (1)
- Ajax Rivets HandbookDocumento15 pagineAjax Rivets HandbooknextreaderNessuna valutazione finora
- Evaluasi Tablet Good 3 PDFDocumento7 pagineEvaluasi Tablet Good 3 PDFnadila rahmahNessuna valutazione finora
- Metalcentre Know Your Steel Mass Book Pipe 2014Documento96 pagineMetalcentre Know Your Steel Mass Book Pipe 2014Esteban San JoseNessuna valutazione finora
- Sarke Inox PDFDocumento83 pagineSarke Inox PDFDražan MiloložaNessuna valutazione finora
- Resume Ayaz RevisedDocumento4 pagineResume Ayaz RevisedayazeeNessuna valutazione finora
- Chapter 11Documento24 pagineChapter 11Julien KerroucheNessuna valutazione finora
- Continental Airlines HistoryDocumento43 pagineContinental Airlines Historyfatma zohraNessuna valutazione finora
- Logistics in International MarketingDocumento211 pagineLogistics in International Marketingmonish1760% (1)
- Manual Handling: Step One Step Two Step ThreeDocumento2 pagineManual Handling: Step One Step Two Step ThreeIr ComplicatedNessuna valutazione finora
- Powerpoint PlumbingDocumento12 paginePowerpoint Plumbingchintu1973Nessuna valutazione finora
- Dangerous Goods Declaration Completion GuideDocumento2 pagineDangerous Goods Declaration Completion GuideAndrija Boskovic100% (1)
- Agriculture India 0709Documento4 pagineAgriculture India 0709Randhyka RioehNessuna valutazione finora
- Cesar Chavez Potero Bayshore US101 Interchange StudyDocumento91 pagineCesar Chavez Potero Bayshore US101 Interchange StudyDelbert RicardoNessuna valutazione finora
- Wedge JacksDocumento5 pagineWedge JacksOga MeoNessuna valutazione finora
- 16 13889 PDFDocumento19 pagine16 13889 PDFRecordTrac - City of OaklandNessuna valutazione finora
- AIS List of Automotive StandardDocumento7 pagineAIS List of Automotive StandardPermeshwara Nand BhattNessuna valutazione finora
- AnnealingDocumento9 pagineAnnealingRathne AbeynayakeNessuna valutazione finora
- Ships Monthly - October 2016Documento68 pagineShips Monthly - October 2016Aakash Banthia100% (1)
- Construction Safety Check ListDocumento6 pagineConstruction Safety Check ListJeya Keeshan J KNessuna valutazione finora