Potrebbero piacerti anche
- Hunting with Muzzleloading Shotguns and Smoothbore Muskets: Smoothbores Let You Hunt Small Game, Big Game and Fowl with the Same GunDa EverandHunting with Muzzleloading Shotguns and Smoothbore Muskets: Smoothbores Let You Hunt Small Game, Big Game and Fowl with the Same GunNessuna valutazione finora
- William Kennedy Piping FestivalDocumento11 pagineWilliam Kennedy Piping FestivalThe Journal of MusicNessuna valutazione finora
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersDa EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersValutazione: 3.5 su 5 stelle3.5/5 (2)
- Home Power Magazine - 061 - 1997.10Documento114 pagineHome Power Magazine - 061 - 1997.10David GuevaraNessuna valutazione finora
- Vacuum Wood Kiln May2003webDocumento10 pagineVacuum Wood Kiln May2003webFrankcw1Nessuna valutazione finora
- Gear Making: Workshop Practice ME-105Documento14 pagineGear Making: Workshop Practice ME-105Mazahir habibNessuna valutazione finora
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsDa EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNessuna valutazione finora
- Casey Burns-Making BagpipesDocumento7 pagineCasey Burns-Making BagpipesOng-Art PollockNessuna valutazione finora
- Dme CatalogDocumento28 pagineDme Cataloggalici2002Nessuna valutazione finora
- The BagpipeDocumento5 pagineThe BagpipeMohd Hafizi Mat NorNessuna valutazione finora
- 31B6E TurningDocumento26 pagine31B6E Turningwienslaw5804100% (1)
- Workshop Practice Series 09 Soldering and BrazingDocumento68 pagineWorkshop Practice Series 09 Soldering and Brazingsaket rajanNessuna valutazione finora
- Photos by Author October/November2001Documento1 paginaPhotos by Author October/November2001angel123Nessuna valutazione finora
- Cap Lock MechDocumento4 pagineCap Lock MechShaukat Hayat NiaziNessuna valutazione finora
- How To Build A Japanese Hand PlaneDocumento8 pagineHow To Build A Japanese Hand PlaneTASSIO LEIVANessuna valutazione finora
- Lyman: User's Guide For Black Powder ProductsDocumento48 pagineLyman: User's Guide For Black Powder Productsdougpfaff100% (1)
- Breath of The Wild and Djinn FolkloreDocumento2 pagineBreath of The Wild and Djinn FolkloreBarbara RichardsNessuna valutazione finora
- Airgun LiteratureDocumento3 pagineAirgun Literaturemitnels0% (1)
- WORK-Workshop Practice Series 10 - Saws and SawingDocumento48 pagineWORK-Workshop Practice Series 10 - Saws and SawingpeterNessuna valutazione finora
- Hollows and RoundsDocumento3 pagineHollows and RoundsKaren RathbunNessuna valutazione finora
- Ice From Chap 8Documento56 pagineIce From Chap 8userNessuna valutazione finora
- 50 Caliber Rifle Construction ManualDocumento65 pagine50 Caliber Rifle Construction Manualdiglemar100% (4)
- Hollows and RoundsDocumento3 pagineHollows and RoundsMitch ArchNessuna valutazione finora
- Everything You Need To Know About Flatteners and Levelers For Coil ProcessingDocumento6 pagineEverything You Need To Know About Flatteners and Levelers For Coil ProcessingPraful PatilNessuna valutazione finora
- The Key To Metal Bumping (Panel Beating, Auto Body Repair Bible)Documento69 pagineThe Key To Metal Bumping (Panel Beating, Auto Body Repair Bible)wulfgang2498100% (11)
- Bsce 2a Ice 04 ReviewersDocumento14 pagineBsce 2a Ice 04 Reviewersmaribel anubNessuna valutazione finora
- How To Successfully Bend Tubing, by TONY BINGELISDocumento4 pagineHow To Successfully Bend Tubing, by TONY BINGELISlhoffman3Nessuna valutazione finora
- A Method of Making Reamers PDFDocumento10 pagineA Method of Making Reamers PDFsjdarkman193050% (2)
- British Standard Whitworth - Wikipedia, The Free EncyclopediaDocumento2 pagineBritish Standard Whitworth - Wikipedia, The Free EncyclopediaIvan DuncanNessuna valutazione finora
- The Manufacture of Steel Balls 1914 Grant. Ball BearingsDocumento56 pagineThe Manufacture of Steel Balls 1914 Grant. Ball BearingsjleydencoNessuna valutazione finora
- Making Woodwind Instruments 8 - Reamers For Woodwind InstrumentsDocumento11 pagineMaking Woodwind Instruments 8 - Reamers For Woodwind InstrumentsClown e GregorianoNessuna valutazione finora
- Holmes 50Documento65 pagineHolmes 50The_Desolator100% (15)
- Common Double Seamer ProblemsDocumento19 pagineCommon Double Seamer ProblemsHau Sinâuđa0% (1)
- Tap & DieDocumento11 pagineTap & DieIDTR JamshedpurNessuna valutazione finora
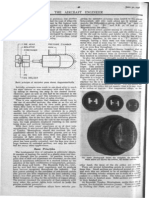
- The Aircraft Engineer: Die Head Bolster ContainerDocumento1 paginaThe Aircraft Engineer: Die Head Bolster Containerseafire47Nessuna valutazione finora
- Experiment No.: 03 Name of The Experiment: Introduction To Foundry Shop and Making Mould Using Pattern. ObjectivesDocumento27 pagineExperiment No.: 03 Name of The Experiment: Introduction To Foundry Shop and Making Mould Using Pattern. Objectivesnehar shubheschaNessuna valutazione finora
- 2833-How To Use DrillsDocumento1 pagina2833-How To Use DrillsSandra Barnett CrossanNessuna valutazione finora
- The Aircraft Engineer January 30, 1931Documento4 pagineThe Aircraft Engineer January 30, 1931Mark Evan SalutinNessuna valutazione finora
- .Au Thread TypesDocumento11 pagine.Au Thread TypesHariNessuna valutazione finora
- (Diy) - Metalworking - Model Engineer Aug53' - Surface Grinding & Milling MachineDocumento6 pagine(Diy) - Metalworking - Model Engineer Aug53' - Surface Grinding & Milling MachineFernanda Duarte100% (4)
- S&W Model 1 RevolverDocumento3 pagineS&W Model 1 Revolverblowmeasshole1911Nessuna valutazione finora
- Dewalt Radial Arm Saw Rebuild TipsDocumento11 pagineDewalt Radial Arm Saw Rebuild TipsFred Bohn50% (2)
- Ammo Conversion Tables PDFDocumento2 pagineAmmo Conversion Tables PDFNikola AnticNessuna valutazione finora
- Tap and Die - WikipediaDocumento43 pagineTap and Die - WikipediaAditya Singh100% (1)
- Food Production ArcaeologyDocumento16 pagineFood Production Arcaeologyhristinka.c.hristovaNessuna valutazione finora
- 011177073Documento7 pagine011177073Adrian Cocis100% (1)
- AFS Casting DefectDocumento4 pagineAFS Casting Defectdarwin_huaNessuna valutazione finora
- The Block Plane: HistoryDocumento8 pagineThe Block Plane: HistoryDragomir CristianNessuna valutazione finora
- Mauser 71 84Documento1 paginaMauser 71 84Ben Drusoy50% (2)
- Manual of BlacksmithingDocumento168 pagineManual of BlacksmithingAnonymous PIZJBw3jn100% (3)
- Lathebeddesign00hornrich PDFDocumento56 pagineLathebeddesign00hornrich PDFLatika KashyapNessuna valutazione finora
- ASTM and Grain Size MeasurementsDocumento6 pagineASTM and Grain Size MeasurementsTomy George100% (1)
- There's Always A Solution in SteelDocumento12 pagineThere's Always A Solution in Steeldarienko100% (1)
- Foundary WorkshopDocumento37 pagineFoundary WorkshopAsmitaNessuna valutazione finora
- Machinery: Making World-Famous Automatic PistolDocumento14 pagineMachinery: Making World-Famous Automatic PistolJesus Cortez100% (1)
- Rolling DefectsDocumento4 pagineRolling DefectsSachith Praminda Rupasinghe100% (2)
- Wheellock PlansDocumento59 pagineWheellock PlansPuturrú De Fuá100% (2)
- So You Want To Keep Bees NABADocumento20 pagineSo You Want To Keep Bees NABARusty_Iron_WorksNessuna valutazione finora
- Beekeeping ALL BIBLIOGRAPHYDocumento25 pagineBeekeeping ALL BIBLIOGRAPHYRusty_Iron_WorksNessuna valutazione finora
- Experimenter Magazine Dec 14 1412 PDFDocumento45 pagineExperimenter Magazine Dec 14 1412 PDFPanos100% (2)
- Bee Basics: An Introduction To Our Native BeesDocumento48 pagineBee Basics: An Introduction To Our Native BeesMaryland Native Plant Resources100% (1)
- Corben Cabin Ace - Sport Aviation - 1973 - 08 - 19Documento2 pagineCorben Cabin Ace - Sport Aviation - 1973 - 08 - 19Rusty_Iron_WorksNessuna valutazione finora
- Managing Alternative PollinatorsDocumento170 pagineManaging Alternative PollinatorsAvantgardens100% (2)
- Quick Start Natural BeekeepingDocumento23 pagineQuick Start Natural Beekeepinganon-123612Nessuna valutazione finora
- Dovetails BroadaxesDocumento313 pagineDovetails BroadaxesRusty_Iron_WorksNessuna valutazione finora
- 2015 16 Colorado Outward Bound Micro Cabins DB Winner SubmissionDocumento21 pagine2015 16 Colorado Outward Bound Micro Cabins DB Winner SubmissionRusty_Iron_WorksNessuna valutazione finora
- Your Cabin in The WoodsDocumento165 pagineYour Cabin in The WoodsRasputin507100% (1)
- 2015 16 Colorado Outward Bound Micro Cabins DB Winner SubmissionDocumento21 pagine2015 16 Colorado Outward Bound Micro Cabins DB Winner SubmissionRusty_Iron_WorksNessuna valutazione finora
- Camping and Cabins Guide: Florida State ParksDocumento24 pagineCamping and Cabins Guide: Florida State ParksRusty_Iron_WorksNessuna valutazione finora
- Digitalcommons@Usu Digitalcommons@Usu: Utah State University Utah State UniversityDocumento74 pagineDigitalcommons@Usu Digitalcommons@Usu: Utah State University Utah State UniversityacejohnNessuna valutazione finora
- Tutorial SheetmetalDocumento15 pagineTutorial SheetmetalRusty_Iron_WorksNessuna valutazione finora
- KO Lee Owners Manual 1979 OCR& - 39 D Low Resolution - JpegDocumento139 pagineKO Lee Owners Manual 1979 OCR& - 39 D Low Resolution - JpegRusty_Iron_WorksNessuna valutazione finora
- Airfoils at Low SpeedsDocumento408 pagineAirfoils at Low SpeedsRusty_Iron_WorksNessuna valutazione finora
- 06 Sheet-Metal FormingDocumento60 pagine06 Sheet-Metal FormingManjunatha Babu N.sNessuna valutazione finora
- Motorbicycle BuildingDocumento166 pagineMotorbicycle BuildingRusty_Iron_WorksNessuna valutazione finora
- Waterjet Propulsor PerformanceDocumento15 pagineWaterjet Propulsor PerformanceRusty_Iron_WorksNessuna valutazione finora
- 06 Sheet-Metal FormingDocumento60 pagine06 Sheet-Metal FormingManjunatha Babu N.sNessuna valutazione finora
- 2013 Problem Solvers CatalogDocumento44 pagine2013 Problem Solvers CatalogRusty_Iron_Works100% (2)
- Tube To Tube Bicycle Frame BuildingDocumento21 pagineTube To Tube Bicycle Frame BuildingRusty_Iron_WorksNessuna valutazione finora
- Acetylene Welding and Cutting. Teacher Edition.Documento255 pagineAcetylene Welding and Cutting. Teacher Edition.Rusty_Iron_WorksNessuna valutazione finora
- Tom Thumb Mini BikeDocumento4 pagineTom Thumb Mini Bikemysteriousracerx100% (7)
- 01 WoodbeamDocumento8 pagine01 WoodbeamNumisiNessuna valutazione finora
- UAS PropellerDocumento11 pagineUAS PropellerRusty_Iron_WorksNessuna valutazione finora
- 12 TurbineDocumento4 pagine12 TurbineRsimaNessuna valutazione finora
- Elmers Engines ContentsDocumento6 pagineElmers Engines ContentsRusty_Iron_WorksNessuna valutazione finora
- Vari-Pitch PropDocumento161 pagineVari-Pitch PropRusty_Iron_WorksNessuna valutazione finora
- Changable Pitch PropsDocumento4 pagineChangable Pitch PropsRusty_Iron_WorksNessuna valutazione finora
- Bucher LRV Hydraulic ValveDocumento90 pagineBucher LRV Hydraulic Valvedean_lockey0% (1)
- HTML Meta TagsDocumento4 pagineHTML Meta Tagsmamcapiral25Nessuna valutazione finora
- LockingDocumento8 pagineLockingDaniel ManoNessuna valutazione finora
- Mubeen Ahmad: Mobile: +92-3085235851Documento3 pagineMubeen Ahmad: Mobile: +92-3085235851engr.zubair34Nessuna valutazione finora
- Gas Technology Institute PresentationDocumento14 pagineGas Technology Institute PresentationAris KancilNessuna valutazione finora
- Makalah Program PDFDocumento10 pagineMakalah Program PDFIvanFolkNessuna valutazione finora
- QC of Continuous Flight Auger PilesDocumento1 paginaQC of Continuous Flight Auger Pilesnischal_babuNessuna valutazione finora
- Specification For Construction of Concrete ReservoirsDocumento18 pagineSpecification For Construction of Concrete ReservoirsKeysha ApriliaNessuna valutazione finora
- Torre Sauter 0 - 5 - 320 - 025 - 4 PDFDocumento27 pagineTorre Sauter 0 - 5 - 320 - 025 - 4 PDFGuiNessuna valutazione finora
- Roof Manual p10Documento1 paginaRoof Manual p10AllistairNessuna valutazione finora
- Notificatio N (Rese Rvation) Gove Rnment: A Cu) UTDocumento1 paginaNotificatio N (Rese Rvation) Gove Rnment: A Cu) UT122-Ayush Kumar ParganihaNessuna valutazione finora
- Catalogo. Aparatos de Maniobra y Proteccion - Sirius. Siemens PDFDocumento52 pagineCatalogo. Aparatos de Maniobra y Proteccion - Sirius. Siemens PDFPedro MalpicaNessuna valutazione finora
- Base Plate and Anchor Rod DesignDocumento2 pagineBase Plate and Anchor Rod DesignKannan MurugesanNessuna valutazione finora
- HPSIM Command Line InterfaceDocumento107 pagineHPSIM Command Line Interfacegverma80Nessuna valutazione finora
- Huawei Sun2000-60ktl-Hv-d1-001 Datasheet Draft A en - (20170217)Documento2 pagineHuawei Sun2000-60ktl-Hv-d1-001 Datasheet Draft A en - (20170217)Jose VicenteNessuna valutazione finora
- WCM Combined Rough DraftDocumento258 pagineWCM Combined Rough Draftpalanivendhan_186170Nessuna valutazione finora
- ABB Isomax Circuit BreakersDocumento53 pagineABB Isomax Circuit BreakersAshish GuptaNessuna valutazione finora
- HARMAN Infinity Processing White PaperDocumento2 pagineHARMAN Infinity Processing White PaperSound Technology LtdNessuna valutazione finora
- Material Turbina A GásDocumento47 pagineMaterial Turbina A GásGetúlio RibeiroNessuna valutazione finora
- Eurotrace Installation Instructions: Installation On A PipeDocumento6 pagineEurotrace Installation Instructions: Installation On A PipeNicolas150956Nessuna valutazione finora
- Enzymes and Effects of PHDocumento4 pagineEnzymes and Effects of PHSeph Cordova50% (2)
- Vineeth - Curriculum VitaDocumento8 pagineVineeth - Curriculum VitaVineeth NBNessuna valutazione finora
- Free and Forced Vibration of Repetitive Structures: Dajun Wang, Chunyan Zhou, Jie RongDocumento18 pagineFree and Forced Vibration of Repetitive Structures: Dajun Wang, Chunyan Zhou, Jie RongRajesh KachrooNessuna valutazione finora
- Saes T 629Documento10 pagineSaes T 629Azhar Saqlain.Nessuna valutazione finora
- Power Tool Switches: Catalog 1308650 Issued 1-01Documento18 paginePower Tool Switches: Catalog 1308650 Issued 1-01Gamal AhmadNessuna valutazione finora
- Cabos UtpDocumento7 pagineCabos UtpRoberto RmoNessuna valutazione finora
- Orca Share Media1541759628568 PDFDocumento12 pagineOrca Share Media1541759628568 PDFJuneNeilBalacuitNessuna valutazione finora
- Engineering Journal::Review On Cold Rolling Mill Roll DeformationDocumento8 pagineEngineering Journal::Review On Cold Rolling Mill Roll DeformationEngineering JournalNessuna valutazione finora
- Kubota Dual Fuel Series SpecificationDocumento10 pagineKubota Dual Fuel Series Specificationפטריה מוזרNessuna valutazione finora
- Spare Parts List: Riders R214 TC, 967325902, 2017-01Documento49 pagineSpare Parts List: Riders R214 TC, 967325902, 2017-01aliuta aliutaNessuna valutazione finora
- Marine Structural Design CalculationsDa EverandMarine Structural Design CalculationsValutazione: 4.5 su 5 stelle4.5/5 (13)
- Pocket Guide to Flanges, Fittings, and Piping DataDa EverandPocket Guide to Flanges, Fittings, and Piping DataValutazione: 3.5 su 5 stelle3.5/5 (22)
- Structural Cross Sections: Analysis and DesignDa EverandStructural Cross Sections: Analysis and DesignValutazione: 4.5 su 5 stelle4.5/5 (19)
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresDa EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresValutazione: 1 su 5 stelle1/5 (2)
- Advanced Modelling Techniques in Structural DesignDa EverandAdvanced Modelling Techniques in Structural DesignValutazione: 5 su 5 stelle5/5 (3)
- To Engineer Is Human: The Role of Failure in Successful DesignDa EverandTo Engineer Is Human: The Role of Failure in Successful DesignValutazione: 4 su 5 stelle4/5 (138)
- Pile Design and Construction Rules of ThumbDa EverandPile Design and Construction Rules of ThumbValutazione: 4.5 su 5 stelle4.5/5 (15)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsDa EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsNessuna valutazione finora
- Predicting Lifetime for Concrete StructureDa EverandPredicting Lifetime for Concrete StructureNessuna valutazione finora
- Structural Steel Design to Eurocode 3 and AISC SpecificationsDa EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNessuna valutazione finora
- Design and Construction of Soil Anchor PlatesDa EverandDesign and Construction of Soil Anchor PlatesValutazione: 5 su 5 stelle5/5 (1)
- Flow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesDa EverandFlow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesTomomichi NakamuraValutazione: 4.5 su 5 stelle4.5/5 (4)
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsDa EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsValutazione: 4 su 5 stelle4/5 (16)
- Transmission Pipeline Calculations and Simulations ManualDa EverandTransmission Pipeline Calculations and Simulations ManualValutazione: 4.5 su 5 stelle4.5/5 (10)
- Building Support Structures, 2nd Ed., Analysis and Design with SAP2000 SoftwareDa EverandBuilding Support Structures, 2nd Ed., Analysis and Design with SAP2000 SoftwareValutazione: 4.5 su 5 stelle4.5/5 (15)
- Climate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingDa EverandClimate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingNessuna valutazione finora
- Modeling and Dimensioning of Structures: An IntroductionDa EverandModeling and Dimensioning of Structures: An IntroductionNessuna valutazione finora
- Concrete Structures: Repair, Rehabilitation and StrengtheningDa EverandConcrete Structures: Repair, Rehabilitation and StrengtheningNessuna valutazione finora