Potrebbero piacerti anche
- A Complete Guide to Just-in-Time Production: Inside Toyota's MindDa EverandA Complete Guide to Just-in-Time Production: Inside Toyota's MindValutazione: 4.5 su 5 stelle4.5/5 (3)
- Toyota Production System (TPS) + 5SDocumento25 pagineToyota Production System (TPS) + 5SGustavo NorambuenaNessuna valutazione finora
- Toyota Motor Manufacturing Case StudyDocumento7 pagineToyota Motor Manufacturing Case StudyJaijith ...Nessuna valutazione finora
- Toyota Production System: GoalsDocumento5 pagineToyota Production System: GoalsVenkatramani GireesanNessuna valutazione finora
- Toyota Production SystemDocumento8 pagineToyota Production SystemVishal ChoudharyNessuna valutazione finora
- Thesis On Toyota Production SystemDocumento5 pagineThesis On Toyota Production SystemBuyCustomPapersOnlineManchester100% (2)
- Om Assignmnt 3Documento10 pagineOm Assignmnt 3Akram AhmedNessuna valutazione finora
- Toyota Production SystemDocumento10 pagineToyota Production Systemjeshel caturanNessuna valutazione finora
- Oliveira 2011Documento10 pagineOliveira 2011Bagus KrisviandikNessuna valutazione finora
- The 7WsDocumento5 pagineThe 7Wskalpak121Nessuna valutazione finora
- SCM Toyota Group10Documento24 pagineSCM Toyota Group10ANKIT SHAH MBA IB 2018-20 (DEL)100% (1)
- 2006 11 Significance of Problem SolvingDocumento8 pagine2006 11 Significance of Problem SolvingNuman RoxNessuna valutazione finora
- Ram ReportDocumento84 pagineRam ReportRaman LuxNessuna valutazione finora
- Literature Review of Toyota Production SystemDocumento6 pagineLiterature Review of Toyota Production Systemaflsjizaf100% (1)
- Lean Thinking Redefines O&M PracticesDocumento10 pagineLean Thinking Redefines O&M PracticesAsel Juárez ViteNessuna valutazione finora
- Henderson - Lean ManufacturingDocumento79 pagineHenderson - Lean ManufacturingSharif M Mizanur RahmanNessuna valutazione finora
- Root Cause Analysis: Group 1Documento41 pagineRoot Cause Analysis: Group 1Hernandez Jhon Paul DR.Nessuna valutazione finora
- The 7 Principles of The Toyota WayDocumento7 pagineThe 7 Principles of The Toyota WayAdwaitanand Miringkar100% (1)
- Quality 12thDocumento9 pagineQuality 12thMohammed QatariNessuna valutazione finora
- Toyota Production System Research PaperDocumento8 pagineToyota Production System Research Papercaqllprhf100% (1)
- Chapter 5 - Lean SystemDocumento58 pagineChapter 5 - Lean Systemrichard tiamNessuna valutazione finora
- The Seven Wastes: Etymologically Trivia Toyota Production System Mura Muri Toyota PrefixDocumento13 pagineThe Seven Wastes: Etymologically Trivia Toyota Production System Mura Muri Toyota PrefixAumkar WaykarNessuna valutazione finora
- The 14 Principles of The Toyota WayDocumento7 pagineThe 14 Principles of The Toyota Wayraydiamond4uNessuna valutazione finora
- Toyota Organization Change ManagementDocumento7 pagineToyota Organization Change Managementdoremi78Nessuna valutazione finora
- HRD in ToyotaDocumento3 pagineHRD in ToyotaLai Thanh SonNessuna valutazione finora
- Lean HealthcareDocumento17 pagineLean HealthcareK.Y OoiNessuna valutazione finora
- How Toyota Turns Workers Into Problem SolversDocumento8 pagineHow Toyota Turns Workers Into Problem SolversThyagarajan RanganathanNessuna valutazione finora
- Background Slides On Lean Manufacturing and The Toyota Product Development SystemDocumento33 pagineBackground Slides On Lean Manufacturing and The Toyota Product Development SystemRitika JainNessuna valutazione finora
- Basic Stability Is Basic To Lean Manufacturing SuccessDocumento5 pagineBasic Stability Is Basic To Lean Manufacturing SuccessMaria MirandaNessuna valutazione finora
- Basic Stability - ArticleDocumento4 pagineBasic Stability - ArticleVero RoaNessuna valutazione finora
- Lean ManufacturingDocumento2 pagineLean ManufacturingArividya Maharsi PrimanditoNessuna valutazione finora
- MonozukuriDocumento17 pagineMonozukurisasikumartvsNessuna valutazione finora
- Toyota Production SystemDocumento50 pagineToyota Production SystemPrabhakarNessuna valutazione finora
- The Toyota WayDocumento3 pagineThe Toyota WayVivek MulchandaniNessuna valutazione finora
- Case StudyDocumento5 pagineCase StudyJoventino NebresNessuna valutazione finora
- Toyota Way - Short VersionDocumento5 pagineToyota Way - Short VersionPon Selva RajNessuna valutazione finora
- The 14 Principles of The Toyota WayDocumento54 pagineThe 14 Principles of The Toyota Wayeuserodriguez100% (1)
- Lean Manufacturing: Lean Manufacturing, or Lean Production, Is A Production Method Derived From Toyota'sDocumento3 pagineLean Manufacturing: Lean Manufacturing, or Lean Production, Is A Production Method Derived From Toyota'sMario MendezNessuna valutazione finora
- Lean Manufacturing, Lean Enterprise, or Lean Production, Often Simply, "Lean", Is ADocumento10 pagineLean Manufacturing, Lean Enterprise, or Lean Production, Often Simply, "Lean", Is AvanausabNessuna valutazione finora
- To Blitz or Not To BlitzDocumento4 pagineTo Blitz or Not To BlitzManas DasguptaNessuna valutazione finora
- KizenDocumento22 pagineKizenLijalem Assefa100% (1)
- Toyota Production SystemDocumento8 pagineToyota Production SystemVirneDalisayNessuna valutazione finora
- Toyota Production System ThesisDocumento5 pagineToyota Production System Thesisjum1p0tonip3100% (2)
- Lean Manufacturing-Case Study at MACPLDocumento53 pagineLean Manufacturing-Case Study at MACPLpraful100% (1)
- Lean PracticesDocumento10 pagineLean PracticesJaved IqbalNessuna valutazione finora
- Toyota Research Paper PDFDocumento6 pagineToyota Research Paper PDFpykig1nupyf3100% (3)
- Toyota Production System LeanDocumento96 pagineToyota Production System LeanVivek Mohan Workin100% (2)
- IT Quality StandardsDocumento9 pagineIT Quality StandardsCamille PolicarpioNessuna valutazione finora
- KaikakuDocumento11 pagineKaikakuvijay2101Nessuna valutazione finora
- Lean Production Research PapersDocumento5 pagineLean Production Research Papersc9s9h7r7100% (1)
- Implement Lean ManufacturingDocumento11 pagineImplement Lean ManufacturingRafael GrippNessuna valutazione finora
- Toyota Production System (TPS) OVERVIEW PDFDocumento56 pagineToyota Production System (TPS) OVERVIEW PDFEntoncesQueNessuna valutazione finora
- Toyota Production System: Merits, Demerits and Challenges: SCM AssignmentDocumento15 pagineToyota Production System: Merits, Demerits and Challenges: SCM AssignmentNeerAj NidreNessuna valutazione finora
- The Theory of Constraints - Fad or Future?: Acceptance vs. SuccessDocumento4 pagineThe Theory of Constraints - Fad or Future?: Acceptance vs. SuccessJefferson AdamsNessuna valutazione finora
- Lean Manufacturing The Way To Manufacturing ExcellenceDocumento24 pagineLean Manufacturing The Way To Manufacturing ExcellenceGarmentLearner100% (2)
- Jidoka: The Toyota Principle of Building Quality into the ProcessDa EverandJidoka: The Toyota Principle of Building Quality into the ProcessValutazione: 4 su 5 stelle4/5 (2)
- How to Create Continuous Production Flow?: Toyota Production System ConceptsDa EverandHow to Create Continuous Production Flow?: Toyota Production System ConceptsValutazione: 5 su 5 stelle5/5 (1)
- Kanban the Toyota Way: An Inventory Buffering System to Eliminate InventoryDa EverandKanban the Toyota Way: An Inventory Buffering System to Eliminate InventoryValutazione: 5 su 5 stelle5/5 (1)
- Marathon TX 1Documento12 pagineMarathon TX 1alexandruyoNessuna valutazione finora
- EV Chargers Technical SpecificationsDocumento9 pagineEV Chargers Technical SpecificationsRinu monNessuna valutazione finora
- Ebook Setup - Ea Padu Viral v.100Documento50 pagineEbook Setup - Ea Padu Viral v.100Keyboard KrazyNessuna valutazione finora
- Strategic HumanresourcepdfDocumento14 pagineStrategic HumanresourcepdfDanishNessuna valutazione finora
- Difference Between Strategic Planning and Strategic ManagementDocumento6 pagineDifference Between Strategic Planning and Strategic ManagementHelen MoyoNessuna valutazione finora
- Thesis Statement Worksheet 5th GradeDocumento4 pagineThesis Statement Worksheet 5th GradeMary Montoya100% (2)
- Case IH Case International 2090 Tractor Service Repair Manual PDFDocumento16 pagineCase IH Case International 2090 Tractor Service Repair Manual PDFfisekkkd0% (1)
- 1.6 Ethical Legal Cultural and Environmental Impacts of Digital Technology End of Topic QuizDocumento12 pagine1.6 Ethical Legal Cultural and Environmental Impacts of Digital Technology End of Topic Quizcecelegend16Nessuna valutazione finora
- The Technical University of KenyaDocumento5 pagineThe Technical University of KenyaEng Stephen ArendeNessuna valutazione finora
- Internal Audit & Corporate GovernanceDocumento37 pagineInternal Audit & Corporate Governancezlkbelay@yahhoo.com100% (20)
- 67N SIP5 - 7SA-SD-SL-VK-87 - V04.00 - Manual - C011-4 - En-2Documento44 pagine67N SIP5 - 7SA-SD-SL-VK-87 - V04.00 - Manual - C011-4 - En-2Luis Miguel DíazNessuna valutazione finora
- Splitted Biogas Plant Project - Group 6 (1) - 1Documento5 pagineSplitted Biogas Plant Project - Group 6 (1) - 1SOUNAK BANDYOPADHYAYNessuna valutazione finora
- H61MGV3 20200405Documento4 pagineH61MGV3 20200405Baskoro WidiatmokoNessuna valutazione finora
- Constitution NotePadDocumento8 pagineConstitution NotePadJanet GawareNessuna valutazione finora
- My Peace Plan FormDocumento2 pagineMy Peace Plan FormStephen PhiriNessuna valutazione finora
- 360 Degree FeedbackDocumento31 pagine360 Degree FeedbackcherrymaniarNessuna valutazione finora
- Po NPN 5053104338 KrisbowDocumento2 paginePo NPN 5053104338 Krisbowryan vernando manikNessuna valutazione finora
- Application in BiomedicalDocumento25 pagineApplication in BiomedicalswetaNessuna valutazione finora
- Csec Poa June 2015 p2Documento33 pagineCsec Poa June 2015 p2goseinvarunNessuna valutazione finora
- National Senior Certificate: Grade 12Documento10 pagineNational Senior Certificate: Grade 12Simlindile NgobelaNessuna valutazione finora
- 2023-02-22. Letter To David M. Burkoff Re. Georgia Open Records Act RequestDocumento3 pagine2023-02-22. Letter To David M. Burkoff Re. Georgia Open Records Act RequestMary LandersNessuna valutazione finora
- F-Engine S2200ME-B Carrier Ethernet Switch CLI Manual (V3.0)Documento295 pagineF-Engine S2200ME-B Carrier Ethernet Switch CLI Manual (V3.0)Francisco Moraga75% (4)
- SCIA Export Help FileDocumento66 pagineSCIA Export Help FileCiaran100% (1)
- He A IgnitorDocumento36 pagineHe A IgnitorE.C.MADHUDUDHANA REDDYNessuna valutazione finora
- Tamalika NewDocumento1 paginaTamalika NewAmitesh DebnathNessuna valutazione finora
- Pro Net On Amazon Web Services Guidance and Best Practices For Building and Deployment 1St Edition William Penberthy 2 Full Download ChapterDocumento52 paginePro Net On Amazon Web Services Guidance and Best Practices For Building and Deployment 1St Edition William Penberthy 2 Full Download Chapterraymond.fryar721100% (19)
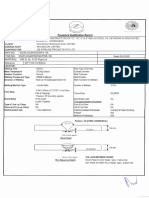
- PQR 3Documento2 paginePQR 3Mecon HyderabadNessuna valutazione finora
- Install Bootloader and Extra To EFI PartitionDocumento4 pagineInstall Bootloader and Extra To EFI PartitionAionesei VasileNessuna valutazione finora
- Panera Bread Holiday MenuDocumento8 paginePanera Bread Holiday MenuAbby VanbrimmerNessuna valutazione finora
- Number of Starbucks Stores Globally, 1992-2016Documento2 pagineNumber of Starbucks Stores Globally, 1992-2016Utkarsh SinhaNessuna valutazione finora