Potrebbero piacerti anche
- CEP para processos contínuos e em bateladasDa EverandCEP para processos contínuos e em bateladasNessuna valutazione finora
- PRONACI Manual Métodos e TemposDocumento50 paginePRONACI Manual Métodos e TemposAnonymous CoGUaJ100% (1)
- Apostila Tempos e Metodos-RevisarDocumento17 pagineApostila Tempos e Metodos-RevisarAndre SeijiNessuna valutazione finora
- Gestão Da Produção IndustrialDa EverandGestão Da Produção IndustrialNessuna valutazione finora
- Apostila CronoanaliseDocumento41 pagineApostila CronoanaliseMadknight GameplayNessuna valutazione finora
- R$C: Responsabilidade $ocioambiental Compartilhada no BrasilDa EverandR$C: Responsabilidade $ocioambiental Compartilhada no BrasilNessuna valutazione finora
- Apostila - Takt Time e Balanceamento de LinhaDocumento9 pagineApostila - Takt Time e Balanceamento de LinhaRogerio SantosNessuna valutazione finora
- Planejamento E Controle Da Produção: Volume 1Da EverandPlanejamento E Controle Da Produção: Volume 1Nessuna valutazione finora
- Fmea ApostilaDocumento12 pagineFmea Apostilamarcelocaiooliveira100% (1)
- Ferramentas Masp - 2021Documento69 pagineFerramentas Masp - 2021Andrea GuedesNessuna valutazione finora
- OEE Calculator Model A PTDocumento6 pagineOEE Calculator Model A PTJosé Pedro Rodrigues Silva100% (2)
- APQP ImplantaçãoDocumento88 pagineAPQP ImplantaçãosandroaptNessuna valutazione finora
- Pronaci Aval Formação EmpresaDocumento28 paginePronaci Aval Formação EmpresaAnonymous CoGUaJNessuna valutazione finora
- 1537288635E-Book - Planejamento de Auditoria PDFDocumento19 pagine1537288635E-Book - Planejamento de Auditoria PDFAlexandre WintourNessuna valutazione finora
- TRF - lIVRODocumento224 pagineTRF - lIVROpaulo lucas silva salesNessuna valutazione finora
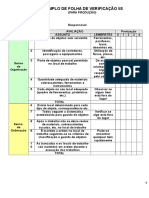
- Exemplo de Folha de Verificação para A ProduçãoDocumento3 pagineExemplo de Folha de Verificação para A ProduçãoMarcos100% (2)
- Fmea 04 EDDocumento64 pagineFmea 04 EDjoseegnaldoNessuna valutazione finora
- TRF 18 - 11Documento79 pagineTRF 18 - 11FernandoMunizNessuna valutazione finora
- ISO 10015 - O Que Todo Gestor Tem Que SaberDocumento4 pagineISO 10015 - O Que Todo Gestor Tem Que SaberfadacelesteproducoesNessuna valutazione finora
- Aula - BalanceamentoDocumento2 pagineAula - BalanceamentoJonh MeloNessuna valutazione finora
- Aula Arranjo Físico SlackDocumento18 pagineAula Arranjo Físico SlackFrancismilton TelesNessuna valutazione finora
- Exercício Não Conformidade 2020Documento2 pagineExercício Não Conformidade 2020miria oliveiraNessuna valutazione finora
- Modelo Plano de AçãoDocumento2 pagineModelo Plano de AçãoHAROLDO LAGE VIEIRANessuna valutazione finora
- Guia de Implementação 5S + Check ListDocumento21 pagineGuia de Implementação 5S + Check ListQualidade Beretta SCNessuna valutazione finora
- ISO 10015 - Recurso para Implantar o RH EstratégicoDocumento6 pagineISO 10015 - Recurso para Implantar o RH Estratégicofadacelesteproducoes100% (1)
- Apresentação Aula 6 - Layout Exercicio Resolvido - 30Documento22 pagineApresentação Aula 6 - Layout Exercicio Resolvido - 30Gabriel Rocha MelloNessuna valutazione finora
- Experiencia TemposDocumento5 pagineExperiencia TemposDouglas EscoutoNessuna valutazione finora
- Aula 04 PCPDocumento54 pagineAula 04 PCPhelinaldoNessuna valutazione finora
- SQA iGR IATF 16949 Timeline A4 1pg FIN1Documento1 paginaSQA iGR IATF 16949 Timeline A4 1pg FIN1Mario Luis AquatiNessuna valutazione finora
- 5SDocumento72 pagine5SLuis Gomes100% (1)
- CEPDocumento115 pagineCEPFabí HaskelNessuna valutazione finora
- Ferramentas STPDocumento48 pagineFerramentas STPAnonymous gy237mNessuna valutazione finora
- Treinamento MASP 8D PDFDocumento106 pagineTreinamento MASP 8D PDFcarlos meloNessuna valutazione finora
- Filosofia LeanDocumento73 pagineFilosofia LeanCarolina Antunes AmadeuNessuna valutazione finora
- Linha & Layout FuncionalDocumento86 pagineLinha & Layout FuncionalasgfNessuna valutazione finora
- APOSTILA+CRONOANÁLISE+ +aula+05+ +Cronoanálise+Aplicada+Em+BPM+e+Lean+ThinkingDocumento22 pagineAPOSTILA+CRONOANÁLISE+ +aula+05+ +Cronoanálise+Aplicada+Em+BPM+e+Lean+ThinkingedersonNessuna valutazione finora
- Apostila Introdução A TPM JIPM Rev 2020 PCMDocumento25 pagineApostila Introdução A TPM JIPM Rev 2020 PCMPaulo Cesar MayerNessuna valutazione finora
- Gestão de Produção - CronoanáliseDocumento13 pagineGestão de Produção - CronoanálisegeovanisilvaNessuna valutazione finora
- Ferramentas Da Qualidade - PPSDocumento107 pagineFerramentas Da Qualidade - PPSmauroguimaraesjr100% (1)
- QGS - PPAP 4 Edição SlideDocumento146 pagineQGS - PPAP 4 Edição SlidedesouzavanildoNessuna valutazione finora
- Apqp1 PDFDocumento37 pagineApqp1 PDFsandroaptNessuna valutazione finora
- Arranjo Físico Industrial - Módulo 5Documento59 pagineArranjo Físico Industrial - Módulo 5Engenharia De ProduçãoNessuna valutazione finora
- Katia Sousa - Treinamento Comitê 5SDocumento20 pagineKatia Sousa - Treinamento Comitê 5Srenata damascenoNessuna valutazione finora
- Círculos de Controle Da Qualidade (CCQ)Documento20 pagineCírculos de Controle Da Qualidade (CCQ)Gerisval Alves Pessoa100% (4)
- Mapeamento Do Fluxo de Valor - 2018 - 2°SDocumento75 pagineMapeamento Do Fluxo de Valor - 2018 - 2°SFelipe PedrosoNessuna valutazione finora
- M10 Melhoria Interpretacao Dos RequisitosDocumento16 pagineM10 Melhoria Interpretacao Dos RequisitosPuffToys AlmofadasNessuna valutazione finora
- 7 - Auditoria de QualidadeDocumento16 pagine7 - Auditoria de QualidadeMarcel SouzaNessuna valutazione finora
- Planilha de Estudo de R R - Teste - 01Documento5 paginePlanilha de Estudo de R R - Teste - 01Alexandre Verissimo100% (1)
- 5'S - Vilson RauchDocumento100 pagine5'S - Vilson Rauchvilson rauch100% (1)
- Auditor QSB GM - Port Rev 3-ImpressDocumento105 pagineAuditor QSB GM - Port Rev 3-ImpressCarlão ForagenocidajáNessuna valutazione finora
- Seleção e Qualificação de FornecedoresDocumento19 pagineSeleção e Qualificação de FornecedoresSidnaldo Da Silva AlexandrinoNessuna valutazione finora
- PDCADocumento29 paginePDCArlnf21Nessuna valutazione finora
- IATFDocumento25 pagineIATFclaucoroqueNessuna valutazione finora
- ABNT Iso 9000 Fundamentos VocabulárioDocumento62 pagineABNT Iso 9000 Fundamentos VocabulárioEraclés Durante50% (2)
- B - Curso PDCA, FCQ, FPQ, AMP, MASP PDFDocumento389 pagineB - Curso PDCA, FCQ, FPQ, AMP, MASP PDFAnderson SousaNessuna valutazione finora
- Kanban Bom de ApresnderDocumento34 pagineKanban Bom de ApresnderEnrique RachorNessuna valutazione finora
- Cronometragem 1Documento16 pagineCronometragem 1k4r0_oliveiraNessuna valutazione finora
- Metodo de TempoDocumento4 pagineMetodo de Tempojoseflavioferreira245Nessuna valutazione finora
- Estudos de Melhoria de Desempenho AulaDocumento108 pagineEstudos de Melhoria de Desempenho AulaEmerson LuizNessuna valutazione finora
- Análise Vocal AcústicaDocumento4 pagineAnálise Vocal AcústicaAzazel OcultoNessuna valutazione finora
- Projeto AncoragemDocumento13 pagineProjeto Ancoragemmarcus lemos da silva100% (3)
- Flow Feeling No EsporteDocumento33 pagineFlow Feeling No EsporteAndrei Cuzuioc100% (1)
- 025.0515-0 - Manual Trein. Parafuso - Unidades - Linha 1000 - 03-05Documento46 pagine025.0515-0 - Manual Trein. Parafuso - Unidades - Linha 1000 - 03-05BENHUR100% (1)
- Cof Sofasmart AtualDocumento14 pagineCof Sofasmart AtualAlexandre Ribeiro Oliveira Da CostaNessuna valutazione finora
- As Técnicas Modernas de Treinamento de Um Jogador de Xadrez.Documento12 pagineAs Técnicas Modernas de Treinamento de Um Jogador de Xadrez.Atchim_chess100% (3)
- Treinamento de Força para Crianças e Adolescentes PDFDocumento9 pagineTreinamento de Força para Crianças e Adolescentes PDFJanailson VelosoNessuna valutazione finora
- 19 Métodos e Sistemas de Treinamento de Força e Hipertrofia MuscularDocumento11 pagine19 Métodos e Sistemas de Treinamento de Força e Hipertrofia MuscularFabrício WandecokNessuna valutazione finora
- Treinamento Esportivo UnicesumarDocumento164 pagineTreinamento Esportivo UnicesumarJost Dayan100% (2)
- CHECK List NR33Documento4 pagineCHECK List NR33Vitorya MarcelleNessuna valutazione finora
- Dimensionamento Call CenterDocumento130 pagineDimensionamento Call Centersheilar_16846886Nessuna valutazione finora
- Avaliacao de DesempenhoDocumento99 pagineAvaliacao de Desempenhoshacquytto22Nessuna valutazione finora
- Apostila - Manutenção Produtiva Total - TPMDocumento16 pagineApostila - Manutenção Produtiva Total - TPMEdvando Souza TelesNessuna valutazione finora
- Bases Do Treino DesportivoDocumento9 pagineBases Do Treino Desportivosamumarques7400Nessuna valutazione finora
- Universidade Zambeze - AULA - ICEI - 001Documento10 pagineUniversidade Zambeze - AULA - ICEI - 001nossa cenaNessuna valutazione finora
- 073 Curso de Treinamento Dos Dois Hemisferios Cerebrais IlustradoDocumento73 pagine073 Curso de Treinamento Dos Dois Hemisferios Cerebrais IlustradoPhilipe BastosNessuna valutazione finora
- ANEXO 1.2 - Planejamento e ProgramaçãoDocumento15 pagineANEXO 1.2 - Planejamento e ProgramaçãoRicardo Lemos SantosNessuna valutazione finora
- Características Especificas e Fatores Fisiológicos Do Treinamento de Voleibol de Alto NívelDocumento6 pagineCaracterísticas Especificas e Fatores Fisiológicos Do Treinamento de Voleibol de Alto NívelSuelen AlmeidaNessuna valutazione finora
- Conteúdo de Um Programa de PrivacidadeDocumento7 pagineConteúdo de Um Programa de PrivacidadeJosé Carlos PiresNessuna valutazione finora
- Técnica de Análise Sistemática de CausasDocumento6 pagineTécnica de Análise Sistemática de Causaswagner sousaNessuna valutazione finora
- ProcedimentoDocumento5 pagineProcedimentoBruno FernandoNessuna valutazione finora
- MÓDULO 01 - LIÇÃO 02 e 03 - O DISCIPULADO E SUA IMPORTANCIA - CARATER DO DISCIPULO DE CRISTODocumento10 pagineMÓDULO 01 - LIÇÃO 02 e 03 - O DISCIPULADO E SUA IMPORTANCIA - CARATER DO DISCIPULO DE CRISTOVictor HenriqueNessuna valutazione finora
- Apr ManutençãoDocumento16 pagineApr ManutençãoLeandro Romeiro De Souza Santos100% (1)
- 1540288184guia Da Musculao FemininaDocumento18 pagine1540288184guia Da Musculao FemininaFrank de Mello68% (19)
- NR 23 - Plano de AbandonoDocumento7 pagineNR 23 - Plano de AbandonoCPSSTNessuna valutazione finora
- Portaria Conjunta Nº 27 Que Define As Especialidades e Atribuições Da GAPSDocumento4 paginePortaria Conjunta Nº 27 Que Define As Especialidades e Atribuições Da GAPSsindsaudedfNessuna valutazione finora
- Normas para Segurança No Trabalho Iso e SgiDocumento26 pagineNormas para Segurança No Trabalho Iso e SgiKellieny de Sousa PantojaNessuna valutazione finora
- Projetos de ManutençãoDocumento218 pagineProjetos de ManutençãoPerseu PadreNessuna valutazione finora
- Plano Ação Emergência - Segurança Do TrabalhoDocumento16 paginePlano Ação Emergência - Segurança Do TrabalhoMETTA MANUTENÇAO100% (1)
- Programa de Treinamento Js Rendimento Soccer SchoolDocumento8 paginePrograma de Treinamento Js Rendimento Soccer SchoolPedro Augusto Hermógenes PantoniNessuna valutazione finora