Potrebbero piacerti anche
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersDa EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNessuna valutazione finora
- Maintain STEAM-MATIC FT boiler generatorDocumento3 pagineMaintain STEAM-MATIC FT boiler generatorAppleuk SudarNessuna valutazione finora
- Basics of Industrial Heat TransferDocumento12 pagineBasics of Industrial Heat TransferPinaiNessuna valutazione finora
- Boiler Operator Exam Preparation Guide pdf-1 PDFDocumento27 pagineBoiler Operator Exam Preparation Guide pdf-1 PDFEmmanuel Jesus Marquez Rea100% (1)
- Top 5 Air Compressor ProblemsDocumento45 pagineTop 5 Air Compressor Problemsgouthamsai100% (1)
- Troubleshooting of Rotating EquipmentsDocumento4 pagineTroubleshooting of Rotating Equipmentss33d_2010Nessuna valutazione finora
- Boiler DrumDocumento42 pagineBoiler Drumrashm006ranjanNessuna valutazione finora
- Steam TrapsDocumento6 pagineSteam Trapsph_homa3040Nessuna valutazione finora
- Air Compressor Basic ConceptsDocumento32 pagineAir Compressor Basic Conceptsjkahamed100% (9)
- Question and Answer On Steam TurbinesDocumento33 pagineQuestion and Answer On Steam TurbineschunkyNessuna valutazione finora
- 002-Steam Turbines Basics For BeginnersDocumento10 pagine002-Steam Turbines Basics For BeginnersGeorge J AlukkalNessuna valutazione finora
- API PLAN 62 - Installation of Steam Traps in Steam QuenchDocumento3 pagineAPI PLAN 62 - Installation of Steam Traps in Steam Quenchrmehta26Nessuna valutazione finora
- Sizing Shell and Tube Heat ExchangerDocumento17 pagineSizing Shell and Tube Heat ExchangerCallum Biggs100% (3)
- Cracked Gas CompressorDocumento28 pagineCracked Gas CompressorMarco Bertoldi100% (3)
- Optimal Process FlowDocumento8 pagineOptimal Process Flowazharump100% (1)
- Good Heater Specifications Pay OffDocumento6 pagineGood Heater Specifications Pay Offrvkumar61100% (1)
- Compressors - Written ReportDocumento17 pagineCompressors - Written ReportJenina Rosa P. LlanesNessuna valutazione finora
- TTI Turboexpander Description-RecDocumento36 pagineTTI Turboexpander Description-Recgurguri5691100% (1)
- Efficient Industrial Heat Exchangers - Seminar ReportDocumento67 pagineEfficient Industrial Heat Exchangers - Seminar ReportdaemonohNessuna valutazione finora
- TurbineDocumento28 pagineTurbinedilbagh_scribd100% (1)
- CVS Control ValveDocumento24 pagineCVS Control ValvehdrNessuna valutazione finora
- Circulation of BoilerDocumento5 pagineCirculation of BoilerMuralikrishna ArigondaNessuna valutazione finora
- CompressorsDocumento51 pagineCompressorsReza RahmanudinNessuna valutazione finora
- CondensersDocumento35 pagineCondensersbibobib100% (1)
- Draft Boiler and FurnaceDocumento8 pagineDraft Boiler and FurnaceJayandi FitraNessuna valutazione finora
- Frick CompressorDocumento37 pagineFrick CompressorAnuj Gupta100% (1)
- 2012 SpiraxialDocumento1 pagina2012 SpiraxialNistha ChakrabortyNessuna valutazione finora
- Steam Turbine Q & ADocumento47 pagineSteam Turbine Q & Asrikanth9555100% (1)
- Air-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&ADa EverandAir-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&AValutazione: 5 su 5 stelle5/5 (1)
- Boiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewDa EverandBoiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewNessuna valutazione finora
- Operator’S Guide to Centrifugal Pumps, Volume 2: What Every Reliability-Minded Operator Needs to KnowDa EverandOperator’S Guide to Centrifugal Pumps, Volume 2: What Every Reliability-Minded Operator Needs to KnowNessuna valutazione finora
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ADa EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ANessuna valutazione finora
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversDa EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversValutazione: 5 su 5 stelle5/5 (2)
- Troubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreDa EverandTroubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreNessuna valutazione finora
- Operator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowDa EverandOperator’S Guide to Centrifugal Pumps: What Every Reliability-Minded Operator Needs to KnowValutazione: 2 su 5 stelle2/5 (1)
- Operator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesDa EverandOperator’S Guide to Rotating Equipment: An Introduction to Rotating Equipment Construction, Operating Principles, Troubleshooting, and Best PracticesValutazione: 5 su 5 stelle5/5 (3)
- Hydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&ADa EverandHydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&ANessuna valutazione finora
- Plant Utilities Engineer: Passbooks Study GuideDa EverandPlant Utilities Engineer: Passbooks Study GuideValutazione: 4 su 5 stelle4/5 (1)
- Refrigerating Machine Mechanic: Passbooks Study GuideDa EverandRefrigerating Machine Mechanic: Passbooks Study GuideNessuna valutazione finora
- Energy and Process Optimization for the Process IndustriesDa EverandEnergy and Process Optimization for the Process IndustriesNessuna valutazione finora
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersDa EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersValutazione: 4.5 su 5 stelle4.5/5 (2)
- Mechanical (Turbines and Auxiliary Equipment): Second Revised and Enlarged EditionDa EverandMechanical (Turbines and Auxiliary Equipment): Second Revised and Enlarged EditionA. SherryValutazione: 4 su 5 stelle4/5 (5)
- Plant Engineering and Design The Ultimate Step-By-Step GuideDa EverandPlant Engineering and Design The Ultimate Step-By-Step GuideNessuna valutazione finora
- Process Engineering: Facts, Fiction and FablesDa EverandProcess Engineering: Facts, Fiction and FablesValutazione: 3 su 5 stelle3/5 (2)
- Analysis of Engineering Cycles: Power, Refrigerating and Gas Liquefaction PlantDa EverandAnalysis of Engineering Cycles: Power, Refrigerating and Gas Liquefaction PlantNessuna valutazione finora
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopDa EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopValutazione: 4.5 su 5 stelle4.5/5 (2)
- Bitherm Steam ManualDocumento116 pagineBitherm Steam ManualBahar MeschiNessuna valutazione finora
- Steam Manual OverviewDocumento116 pagineSteam Manual OverviewHARVENDRA9022 SINGHNessuna valutazione finora
- R14 - Steam Power Cycles PDFDocumento10 pagineR14 - Steam Power Cycles PDFnotoriousneal12Nessuna valutazione finora
- TIN 818699 00 INFO C1 2 Utilization of The Sensible Heat of Condensate enDocumento6 pagineTIN 818699 00 INFO C1 2 Utilization of The Sensible Heat of Condensate enhappale2002Nessuna valutazione finora
- Ch3-Basic Steam CycleDocumento6 pagineCh3-Basic Steam CycleRENGANATHAN PNessuna valutazione finora
- Superheated SteamDocumento19 pagineSuperheated SteamSAKDA MAPRADITKUL100% (1)
- Superheated SteamDocumento15 pagineSuperheated SteamluriahNessuna valutazione finora
- Block 15 DesuperheatingDocumento42 pagineBlock 15 DesuperheatingBabu Aravind100% (1)
- Jaguar ClimateDocumento230 pagineJaguar ClimateHector Arenas100% (2)
- Thermodynamics: Properties of Pure SubstancesDocumento50 pagineThermodynamics: Properties of Pure SubstancesPronto P ChirinkaNessuna valutazione finora
- Steam Pipe Failure Investigation ReportDocumento21 pagineSteam Pipe Failure Investigation ReportMohd Saiful Izwan100% (1)
- Topic 01 Experimental TechniquesDocumento4 pagineTopic 01 Experimental Techniqueszafarchem_iqbalNessuna valutazione finora
- Properties of Solids and LiquidsDocumento3 pagineProperties of Solids and LiquidsMalvin Roix OrenseNessuna valutazione finora
- Bitherm Steam ManualDocumento116 pagineBitherm Steam ManualBahar MeschiNessuna valutazione finora
- SikaFix PU - (A-B) - E PDFDocumento10 pagineSikaFix PU - (A-B) - E PDFNyu123456Nessuna valutazione finora
- Knovel Steam TablesDocumento27 pagineKnovel Steam TablesRafael Rodriguez MedinaNessuna valutazione finora
- FE 227ea 2 PDFDocumento4 pagineFE 227ea 2 PDFari78Nessuna valutazione finora
- States of Matter: Solid, Liquid and GasDocumento4 pagineStates of Matter: Solid, Liquid and GasSourya AichNessuna valutazione finora
- Tutorial 2-1Documento2 pagineTutorial 2-1Ananthi JeyarajuNessuna valutazione finora
- Chem 31.1 Experiment 4: DistillationDocumento44 pagineChem 31.1 Experiment 4: Distillationrjmaot50% (2)
- Ch 3 上課教材 PDFDocumento10 pagineCh 3 上課教材 PDFTai-Yuan HsuNessuna valutazione finora
- General Chemistry Module 1 & 2Documento2 pagineGeneral Chemistry Module 1 & 2Claire VillaminNessuna valutazione finora
- Teacher 20100217 0903Documento3 pagineTeacher 20100217 0903MaribelMamaniDNessuna valutazione finora
- 15 Finding and Eliminating Vacuum Leaks' in A Multiple-Effect Salt CrystallizerDocumento46 pagine15 Finding and Eliminating Vacuum Leaks' in A Multiple-Effect Salt CrystallizerErick VargasNessuna valutazione finora
- Energy BalanceDocumento19 pagineEnergy Balancekamran AhmadNessuna valutazione finora
- ScienceDocumento14 pagineScienceellowcodyNessuna valutazione finora
- Distillation ColumnDocumento5 pagineDistillation ColumnaimanjamelNessuna valutazione finora
- 5 - 2 Help For Hydrodistillation Lab ExperimentDocumento1 pagina5 - 2 Help For Hydrodistillation Lab ExperimentAlessandroNessuna valutazione finora
- Chemistry: Colligative Properties of SolutionDocumento25 pagineChemistry: Colligative Properties of SolutionWena LopezNessuna valutazione finora
- Chem 1st FinDocumento333 pagineChem 1st Finjzjz14324Nessuna valutazione finora
- Flash TankDocumento7 pagineFlash TankAli Korhan Közer100% (1)
- Performance CharacteristicsDocumento6 paginePerformance CharacteristicsJeshua LloreraNessuna valutazione finora
- 1,1,1,2 CF - CH F: Guaranteed Commercial SpecificationsDocumento2 pagine1,1,1,2 CF - CH F: Guaranteed Commercial SpecificationsWika Grace TiffanyNessuna valutazione finora
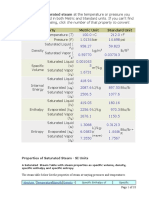
- Property Metric Unit Standard Unit: Properties of Saturated Steam - SI UnitsDocumento18 pagineProperty Metric Unit Standard Unit: Properties of Saturated Steam - SI UnitsGaapchuNessuna valutazione finora
- SOLUTIONS WorksheetDocumento2 pagineSOLUTIONS WorksheetKingsley CalexNessuna valutazione finora
- Effect of Concentration On Elevation of Boiling PointDocumento16 pagineEffect of Concentration On Elevation of Boiling Pointvikas yadavNessuna valutazione finora
- Ncert Solutions For Class 9 Science Jan14 Chapter 2 Is Matter Around Us PureDocumento14 pagineNcert Solutions For Class 9 Science Jan14 Chapter 2 Is Matter Around Us PurePreetham SagarNessuna valutazione finora
- Feasibility For Small LPG CylindersDocumento67 pagineFeasibility For Small LPG Cylinderstulasinad123Nessuna valutazione finora