Potrebbero piacerti anche
- Presented By: Rincy Joseph (69) Surbhi Gupta (71) Sugandha Vidge (80) Parana Vijay (110) Dulguun TurbatDocumento29 paginePresented By: Rincy Joseph (69) Surbhi Gupta (71) Sugandha Vidge (80) Parana Vijay (110) Dulguun TurbatMostafa FawzyNessuna valutazione finora
- Sistemas de ProduccionDocumento114 pagineSistemas de ProduccionJA C FNessuna valutazione finora
- Mrpi& MRP IiDocumento29 pagineMrpi& MRP IiArun RajendranNessuna valutazione finora
- Material Requirements PlanningDocumento36 pagineMaterial Requirements PlanningKave MathiNessuna valutazione finora
- Unit IIIDocumento22 pagineUnit IIIdangerous saifNessuna valutazione finora
- MRP & Erp: Prof. Eloida C. DagumboyDocumento22 pagineMRP & Erp: Prof. Eloida C. DagumboyRowena MalinaoNessuna valutazione finora
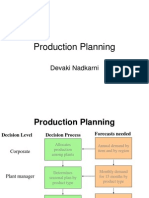
- Production Planning: Devaki NadkarniDocumento29 pagineProduction Planning: Devaki Nadkarnidsathiya100% (1)
- Production PlanningDocumento4 pagineProduction PlanningCollins OtienoNessuna valutazione finora
- Materials Mgt-SIBM (Annexure)Documento47 pagineMaterials Mgt-SIBM (Annexure)DHRUV CHANCHALNessuna valutazione finora
- Chap 5 - MRPDocumento75 pagineChap 5 - MRPladdooparmarNessuna valutazione finora
- Apics Cpim Basics of Supply Chain Management (Study Guide)Documento29 pagineApics Cpim Basics of Supply Chain Management (Study Guide)Siva Kumaran0% (1)
- Planning Phase: Operations Economic Batch Quantity, Machine Assignment and Dispatching Priorities For SequencingDocumento14 paginePlanning Phase: Operations Economic Batch Quantity, Machine Assignment and Dispatching Priorities For SequencingKLE CBA PlacementNessuna valutazione finora
- L6 Sap Production Planning ModuleDocumento37 pagineL6 Sap Production Planning ModuleRajat Shetty100% (1)
- MRP 1,2Documento36 pagineMRP 1,2Karthik SridharNessuna valutazione finora
- Supply Chain Management Ch.15 Summary: When To Use MRPDocumento3 pagineSupply Chain Management Ch.15 Summary: When To Use MRPYousef ShroufNessuna valutazione finora
- Inventory Control in PPCDocumento33 pagineInventory Control in PPCGaurav Gangwar SuryaNessuna valutazione finora
- Chapter Four OmDocumento20 pagineChapter Four Omkassahungedefaye312Nessuna valutazione finora
- Practical Guide To Production Planning & Control [Revised Edition]Da EverandPractical Guide To Production Planning & Control [Revised Edition]Valutazione: 1 su 5 stelle1/5 (1)
- MPR Lot Sizing Rules (L4L)Documento30 pagineMPR Lot Sizing Rules (L4L)ajeng.saraswatiNessuna valutazione finora
- 6 The Conversion CycleDocumento24 pagine6 The Conversion CycleEris GilNessuna valutazione finora
- Chap 1Documento25 pagineChap 1n.tNessuna valutazione finora
- What Is Needed? How Much Is Needed? When Is It Needed?Documento3 pagineWhat Is Needed? How Much Is Needed? When Is It Needed?DeviNessuna valutazione finora
- Unit 5 Operations Managment PDFDocumento9 pagineUnit 5 Operations Managment PDFஅன்புடன் அஸ்வின்Nessuna valutazione finora
- Accounting Information System Chapter 7 (James Hall)Documento47 pagineAccounting Information System Chapter 7 (James Hall)Cassie50% (2)
- Manufacturing Product PresentationDocumento31 pagineManufacturing Product PresentationChristian DuranaNessuna valutazione finora
- Concepts Related To Production Planning: Topic 4Documento25 pagineConcepts Related To Production Planning: Topic 4Frank Eric ZombokoNessuna valutazione finora
- Chapter Four: Material Requirement PlanningDocumento34 pagineChapter Four: Material Requirement PlanningEthiopian Ayele SeyfeNessuna valutazione finora
- Module 4Documento54 pagineModule 4Vinod ReddyNessuna valutazione finora
- Material Requirements Planning (MRP)Documento34 pagineMaterial Requirements Planning (MRP)soorajNessuna valutazione finora
- Inventory Management: Unit IIIDocumento18 pagineInventory Management: Unit IIIKirti SrivastavaNessuna valutazione finora
- AppcDocumento21 pagineAppcniceneha_nehaNessuna valutazione finora
- OPC Final PDFDocumento57 pagineOPC Final PDFHarshal YeoleNessuna valutazione finora
- Lean Construction: Unit 1: Variation in Production SystemsDocumento17 pagineLean Construction: Unit 1: Variation in Production SystemsMohamed AhmedNessuna valutazione finora
- SUMMARY Lean ConstructionDocumento27 pagineSUMMARY Lean ConstructionMohamed AhmedNessuna valutazione finora
- Chapter 6 Production Activity ControlDocumento7 pagineChapter 6 Production Activity ControlKamble AbhijitNessuna valutazione finora
- Damas 2 PDFDocumento3 pagineDamas 2 PDFDeepak PathaniaNessuna valutazione finora
- Supply Chain ManagementDocumento4 pagineSupply Chain ManagementEmelieKatharineNessuna valutazione finora
- MRP (Material Requirement Planning) - ADocumento30 pagineMRP (Material Requirement Planning) - Amks210Nessuna valutazione finora
- Unit - IV Production System: by Dilip Johari (Asst. Prof.) Mechanical Engineering DepartmentDocumento22 pagineUnit - IV Production System: by Dilip Johari (Asst. Prof.) Mechanical Engineering DepartmentPiyush lavaniaNessuna valutazione finora
- M' Scheduling and Procedures GROUP:10Documento31 pagineM' Scheduling and Procedures GROUP:10Arpit DarakNessuna valutazione finora
- Chapter 13 - Material Requirements PlanningDocumento3 pagineChapter 13 - Material Requirements Planninghello_khayNessuna valutazione finora
- Theory of Constraints With Respect o Synchronous ManufacturingDocumento59 pagineTheory of Constraints With Respect o Synchronous ManufacturingGuger270% (1)
- Slides 7 - Unit 4Documento40 pagineSlides 7 - Unit 4Phan Phu Truong (FGW HCM)Nessuna valutazione finora
- Operational FunctionsDocumento40 pagineOperational FunctionsNguyen Anh Thu (FGW HCM)Nessuna valutazione finora
- SAP PresentationDocumento21 pagineSAP PresentationAdvait BawdekarNessuna valutazione finora
- Production Activity ControlDocumento53 pagineProduction Activity Controlsashi99100% (1)
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowDa EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowValutazione: 4 su 5 stelle4/5 (1)
- Cost Management: A Case for Business Process Re-engineeringDa EverandCost Management: A Case for Business Process Re-engineeringNessuna valutazione finora
- How to Create Continuous Production Flow?: Toyota Production System ConceptsDa EverandHow to Create Continuous Production Flow?: Toyota Production System ConceptsValutazione: 5 su 5 stelle5/5 (1)
- Takt Time: A Guide to the Very Basic Lean CalculationDa EverandTakt Time: A Guide to the Very Basic Lean CalculationValutazione: 5 su 5 stelle5/5 (2)
- Takt Time - Understanding the Core Principle of Lean Manufacturing: Toyota Production System ConceptsDa EverandTakt Time - Understanding the Core Principle of Lean Manufacturing: Toyota Production System ConceptsValutazione: 5 su 5 stelle5/5 (1)
- 5S: A Practical Guide to Visualizing and Organizing Workplaces to Improve ProductivityDa Everand5S: A Practical Guide to Visualizing and Organizing Workplaces to Improve ProductivityValutazione: 5 su 5 stelle5/5 (3)
- SMED – How to Do a Quick Changeover?: Toyota Production System ConceptsDa EverandSMED – How to Do a Quick Changeover?: Toyota Production System ConceptsValutazione: 4.5 su 5 stelle4.5/5 (2)
- 8.1 Counting - Cycle Count Using Mobile ApplicationDocumento28 pagine8.1 Counting - Cycle Count Using Mobile Applicationvinoth4iNessuna valutazione finora
- SCM JargonsDocumento5 pagineSCM Jargonsanandiet2008Nessuna valutazione finora
- Oracle InventoryDocumento764 pagineOracle InventoryMohamed AbrarNessuna valutazione finora
- CIA Part 1 - Section B - Internal Control and RiskDocumento75 pagineCIA Part 1 - Section B - Internal Control and RiskAqeel HanjraNessuna valutazione finora
- Oracle R12 Inventory Menu and Responsibilities MasterDocumento6 pagineOracle R12 Inventory Menu and Responsibilities Mastertbrdfrd0% (1)
- Cycle Counting Work InstructionDocumento4 pagineCycle Counting Work InstructionFati MagalangNessuna valutazione finora
- Chapter 7 - WarehouseDocumento141 pagineChapter 7 - WarehouseLê Thiên Hiền Trang100% (1)
- Oracle Inventory Cloud Implementation Essentials (1Z0-986) : Practice ExamDocumento26 pagineOracle Inventory Cloud Implementation Essentials (1Z0-986) : Practice ExamNestor BoscanNessuna valutazione finora
- Module 7 - Managing InventoryDocumento28 pagineModule 7 - Managing InventoryMuhammad FaisalNessuna valutazione finora
- Archiving and PurgingDocumento18 pagineArchiving and Purgingmazhar_83Nessuna valutazione finora
- Cycle Counting Setup DocumentDocumento31 pagineCycle Counting Setup Documenthsk12Nessuna valutazione finora
- Oracle Inventory TablesDocumento6 pagineOracle Inventory TablesANJUNEER81810% (1)
- INV Transactions Errors - Document 1063689.1 PDFDocumento10 pagineINV Transactions Errors - Document 1063689.1 PDFappsloaderNessuna valutazione finora
- SopDocumento2 pagineSopPrayas ZanzariNessuna valutazione finora
- 1z0 956 PDFDocumento45 pagine1z0 956 PDFBi Bông100% (1)
- Inventory and Order ManagementDocumento147 pagineInventory and Order ManagementAjay Dogra100% (1)
- Inventory AnnotatedDocumento90 pagineInventory AnnotatedlaithNessuna valutazione finora
- Benchmarketing WercDocumento9 pagineBenchmarketing WercangeloNessuna valutazione finora
- Using Inventory ManagementDocumento240 pagineUsing Inventory ManagementPRASANTH PARIMINessuna valutazione finora
- IZO-1023-75Q-Oracle Inventory Management Enterprise Structure Cloud 2018 Implementation EssentialsDocumento39 pagineIZO-1023-75Q-Oracle Inventory Management Enterprise Structure Cloud 2018 Implementation Essentialslakshmanan84Nessuna valutazione finora
- Counting - Physical Inventory Using Mobile ApplicationDocumento21 pagineCounting - Physical Inventory Using Mobile ApplicationmanitenkasiNessuna valutazione finora
- GROUP 9 - THSIE3B PowerpointDocumento45 pagineGROUP 9 - THSIE3B PowerpointEndrei Clyne MerculloNessuna valutazione finora
- Oracle SCM Functional Interview FAQDocumento40 pagineOracle SCM Functional Interview FAQSravaniMeessaragandaMNessuna valutazione finora
- F. InventoriesDocumento52 pagineF. Inventoriesadelmariaracelle100% (1)
- IBP Part 05 Inventory Warehouse v02Documento77 pagineIBP Part 05 Inventory Warehouse v02Rajesh Kumar Sugumaran100% (1)
- Supply Chain Managment 2021Documento77 pagineSupply Chain Managment 2021Manvinder BhambraNessuna valutazione finora
- 30:60:90 PlanDocumento10 pagine30:60:90 PlanSocrates VergaraNessuna valutazione finora
- PSU Inventory Management Training ManualDocumento83 paginePSU Inventory Management Training ManualLisa JonesNessuna valutazione finora
- Apps Complete Interview QuestionsDocumento121 pagineApps Complete Interview Questionsmsamrajyam100% (3)
- Oracle INV Setups 0411Documento72 pagineOracle INV Setups 0411PraWinNessuna valutazione finora
















![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-1-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)