Potrebbero piacerti anche
- Steps For IC Manufacturing - VLSI Tutorials - MepitsDocumento6 pagineSteps For IC Manufacturing - VLSI Tutorials - MepitsAbhiNessuna valutazione finora
- Ternary Chalcopyrite Semiconductors: Growth, Electronic Properties, and Applications: International Series of Monographs in The Science of The Solid StateDa EverandTernary Chalcopyrite Semiconductors: Growth, Electronic Properties, and Applications: International Series of Monographs in The Science of The Solid StateValutazione: 3 su 5 stelle3/5 (1)
- CMOS Image Sensor Simulation: 2D and 3D SimulationDocumento17 pagineCMOS Image Sensor Simulation: 2D and 3D Simulationnasamohd17Nessuna valutazione finora
- Introduction To VLSI Fabrication Technologies: Emanuele BaravelliDocumento38 pagineIntroduction To VLSI Fabrication Technologies: Emanuele BaravelliNelarapuMaheshNessuna valutazione finora
- 018 RF Model Document V2d2Documento91 pagine018 RF Model Document V2d2Rogelio Manuel Higuera GonzalezNessuna valutazione finora
- Development of TSMC 0.25 M Standard Cell LibraryDocumento3 pagineDevelopment of TSMC 0.25 M Standard Cell Libraryhex0x1Nessuna valutazione finora
- Disruptive DevelopmentsDocumento24 pagineDisruptive DevelopmentsaetherdexNessuna valutazione finora
- Chemical - Mechanical PolishingDocumento7 pagineChemical - Mechanical PolishingMorcos Nashaat Daneil100% (1)
- Analog and Digital Circuit DesignDocumento53 pagineAnalog and Digital Circuit DesignAkhil CMNessuna valutazione finora
- By Himanshu Gupta 2k10/PE/012Documento13 pagineBy Himanshu Gupta 2k10/PE/012Himanshu GuptaNessuna valutazione finora
- 2CMOSFabricationMNIT (DEc2006)Documento46 pagine2CMOSFabricationMNIT (DEc2006)Arjun YadavNessuna valutazione finora
- A Complete Process Design Kit Verification Flow and Platform For 28nm Technology and BeyondDocumento4 pagineA Complete Process Design Kit Verification Flow and Platform For 28nm Technology and BeyondAbhimanyu RaveendranNessuna valutazione finora
- Eetop - CN TN45CLDR001 2 6Documento600 pagineEetop - CN TN45CLDR001 2 6zx DNessuna valutazione finora
- SOIDocumento25 pagineSOIDavis AbrahamNessuna valutazione finora
- Controlled ImpedanceDocumento44 pagineControlled ImpedanceMallappa Patil100% (1)
- 14 NMDocumento23 pagine14 NMNikhilAKothariNessuna valutazione finora
- Vlsi FabDocumento8 pagineVlsi FabhaheNessuna valutazione finora
- TMSCDocumento310 pagineTMSCTiên TạNessuna valutazione finora
- CMOS Fabrication: (With Extended Comments)Documento26 pagineCMOS Fabrication: (With Extended Comments)srivardhana7Nessuna valutazione finora
- Mosfets PDFDocumento25 pagineMosfets PDFRaja Nusum100% (1)
- Smic Confidential: Semiconductor Manufacturing International CorporationDocumento282 pagineSmic Confidential: Semiconductor Manufacturing International CorporationMarshall100% (1)
- Sip Substrates Review Article-2Documento4 pagineSip Substrates Review Article-2s1hahriarNessuna valutazione finora
- Ee503 - Ic Fabrication and Packaging TechnologyDocumento34 pagineEe503 - Ic Fabrication and Packaging TechnologyPrevenaManiamNessuna valutazione finora
- Webinar 60-GHz RDK Agilent-TSMC 03may2012 FinalDocumento43 pagineWebinar 60-GHz RDK Agilent-TSMC 03may2012 FinalusrppriyankaNessuna valutazione finora
- IC FabricationDocumento40 pagineIC FabricationRajkumari MishraNessuna valutazione finora
- Silvaco PDFDocumento33 pagineSilvaco PDFkumarguptavNessuna valutazione finora
- Icrosystems Ngineering: Dr.-Ing. Ronny GerbachDocumento28 pagineIcrosystems Ngineering: Dr.-Ing. Ronny GerbachRahul ReddyNessuna valutazione finora
- Epitaxy PDFDocumento68 pagineEpitaxy PDFShubham MittalNessuna valutazione finora
- 墊子構裝Documento17 pagine墊子構裝Michael KaoNessuna valutazione finora
- 4G WirelessDocumento4 pagine4G Wirelessaminkhan83Nessuna valutazione finora
- Device Fabrication Technology: Modern Semiconductor Devices For Integrated Circuits (C. Hu) Slide 3-1Documento40 pagineDevice Fabrication Technology: Modern Semiconductor Devices For Integrated Circuits (C. Hu) Slide 3-1Green HeartNessuna valutazione finora
- MOSFET Scaling: Dr. Rajan Pandey Associate Professor, SENSEDocumento6 pagineMOSFET Scaling: Dr. Rajan Pandey Associate Professor, SENSEVibha M VNessuna valutazione finora
- Types of Rapid PrototypingDocumento65 pagineTypes of Rapid PrototypingNurhuda Hayati0% (1)
- Semiconductor FabricationDocumento6 pagineSemiconductor FabricationSyed Raheel AdeelNessuna valutazione finora
- Chapter 4 Clean Room Wafer Cleaning and GetteringDocumento31 pagineChapter 4 Clean Room Wafer Cleaning and GetteringBablu VermaNessuna valutazione finora
- CMOS Process FlowDocumento35 pagineCMOS Process Flowag21937570Nessuna valutazione finora
- Introduction To Microelectronics FabricationDocumento53 pagineIntroduction To Microelectronics FabricationEmilio Pardo EstebanNessuna valutazione finora
- Cleaning of Silicon WafersDocumento14 pagineCleaning of Silicon WafersManas KapurNessuna valutazione finora
- EE503 Topic 2 HooDocumento22 pagineEE503 Topic 2 HooSasikumar SukumaranNessuna valutazione finora
- Hardware Program Project Manager in San Francisco Bay CA Resume Evan ChangDocumento2 pagineHardware Program Project Manager in San Francisco Bay CA Resume Evan ChangEvanChangNessuna valutazione finora
- Product How To Fully Utilize TSMC S 28HPC ProcessDocumento8 pagineProduct How To Fully Utilize TSMC S 28HPC ProcessvpsampathNessuna valutazione finora
- Wet ChemistryDocumento16 pagineWet ChemistrydaneshnedaieNessuna valutazione finora
- Ch13 - Wafers and Chips PDFDocumento51 pagineCh13 - Wafers and Chips PDFsaandilianNessuna valutazione finora
- QZhang FinFETDocumento18 pagineQZhang FinFETManikandanNessuna valutazione finora
- Wet Etching BasicsDocumento48 pagineWet Etching BasicsWinston WinNessuna valutazione finora
- Texas Instruments CC2640R2FRGZR Bluetooth LE MCU FAR-1712-801Documento29 pagineTexas Instruments CC2640R2FRGZR Bluetooth LE MCU FAR-1712-801Saad Ibn HasanNessuna valutazione finora
- Fin FETDocumento25 pagineFin FETakash chaudharyNessuna valutazione finora
- VLSI Report PDFDocumento20 pagineVLSI Report PDFNurulAnisAhmadNessuna valutazione finora
- 10-Bit C2C DAC Design in 65nm CMOS TechnologyDocumento88 pagine10-Bit C2C DAC Design in 65nm CMOS TechnologyRodrigo SantosNessuna valutazione finora
- Semiconductors Next WaveDocumento59 pagineSemiconductors Next WaveGary Ryan DonovanNessuna valutazione finora
- My Report - Finalise Repaired)Documento45 pagineMy Report - Finalise Repaired)Samuel Chai50% (2)
- Chit SheetDocumento16 pagineChit SheetJoydeep SahaNessuna valutazione finora
- OxidationDocumento47 pagineOxidationskgarg04100% (1)
- E3-327 (3) - M SOI MOSFET Oct 2013Documento56 pagineE3-327 (3) - M SOI MOSFET Oct 2013Tara VishinNessuna valutazione finora
- Physics of Semiconductors PN Junction Diodes and ResistorsDocumento41 paginePhysics of Semiconductors PN Junction Diodes and ResistorsChaitanya PurohitNessuna valutazione finora
- Preventing Latch Up - NationalDocumento2 paginePreventing Latch Up - Nationalkvpk_vlsiNessuna valutazione finora
- Unit 2 - CMOS Logic, Fabrication and LayoutDocumento34 pagineUnit 2 - CMOS Logic, Fabrication and LayoutphillipNessuna valutazione finora
- Stacked Nanosheet Gate-All-Around Transistor Scaling Beyond FinFETDocumento2 pagineStacked Nanosheet Gate-All-Around Transistor Scaling Beyond FinFETGary Ryan DonovanNessuna valutazione finora
- DDR SdramDocumento36 pagineDDR Sdramajmalpm333Nessuna valutazione finora
- mrc2 PDFDocumento163 paginemrc2 PDFRCharan VithyaNessuna valutazione finora
- A/edit?usp Sharing: Want To Keep Up To Date With Our NAFSA To Do List?Documento3 pagineA/edit?usp Sharing: Want To Keep Up To Date With Our NAFSA To Do List?RCharan VithyaNessuna valutazione finora
- 30 Days of Hiit PDFDocumento32 pagine30 Days of Hiit PDFDaniel AmadoNessuna valutazione finora
- 1 s2.0 S0167663605000827 Main PDFDocumento14 pagine1 s2.0 S0167663605000827 Main PDFRCharan VithyaNessuna valutazione finora
- Effect of Thermal Stress and Short-Wavelength Visible Radiation - 2015Documento6 pagineEffect of Thermal Stress and Short-Wavelength Visible Radiation - 2015RCharan VithyaNessuna valutazione finora
- Blooms Taxonomy Teacher Planning KitDocumento1 paginaBlooms Taxonomy Teacher Planning Kiteliana_19z100% (1)
- Blooms Taxonomy Teacher Planning KitDocumento1 paginaBlooms Taxonomy Teacher Planning Kiteliana_19z100% (1)
- Blooms Taxonomy Teacher Planning KitDocumento1 paginaBlooms Taxonomy Teacher Planning Kiteliana_19z100% (1)
- Hyper Op I A Correction AbstractDocumento1 paginaHyper Op I A Correction AbstractRCharan VithyaNessuna valutazione finora
- Perspectives Tet OffensiveDocumento4 paginePerspectives Tet OffensiveRCharan VithyaNessuna valutazione finora
- Cdma2000 1xRTTDocumento19 pagineCdma2000 1xRTTvijay_786Nessuna valutazione finora
- Keeps Your Scale Working: Unequalled ReliabilityDocumento4 pagineKeeps Your Scale Working: Unequalled ReliabilitywintermacNessuna valutazione finora
- Intro To FPGA Design Using MATLAB and Simulink PublishedDocumento31 pagineIntro To FPGA Design Using MATLAB and Simulink PublishedelectrocarbonNessuna valutazione finora
- MS Series Hotplate Magnetic StirrerDocumento6 pagineMS Series Hotplate Magnetic StirrerRafael TortoleroNessuna valutazione finora
- Hardware Matrix CardsDocumento2 pagineHardware Matrix Cardssyed jeelani ahmedNessuna valutazione finora
- MOSFET Course Notes - MMA HAKIMDocumento22 pagineMOSFET Course Notes - MMA HAKIMAdnan HossainNessuna valutazione finora
- Small Welder For Joining Nichrome and Nickel WiresDocumento7 pagineSmall Welder For Joining Nichrome and Nickel WiresJulio_Cesar1981Nessuna valutazione finora
- DGS-1210-28MP+52MPP E1 Manual v5.00Documento127 pagineDGS-1210-28MP+52MPP E1 Manual v5.00Abd AbdNessuna valutazione finora
- Introduction To Basic ElectronicsDocumento40 pagineIntroduction To Basic ElectronicsPatrick TeodoroNessuna valutazione finora
- 1 Fundamentals of Piezoelectricity: Lead-Free Piezoelectric MaterialsDocumento18 pagine1 Fundamentals of Piezoelectricity: Lead-Free Piezoelectric MaterialsJHNessuna valutazione finora
- 15EGSADocumento1 pagina15EGSAmandahandriNessuna valutazione finora
- 975 Helukabel Cables-Wires 2012-2013Documento125 pagine975 Helukabel Cables-Wires 2012-2013AbdelRhman ElfkyNessuna valutazione finora
- FSP3000R7 MSSpecification Rel.7.1 V1.4Documento220 pagineFSP3000R7 MSSpecification Rel.7.1 V1.4Anonymous GtBrT1Nessuna valutazione finora
- Load Cells Ideas and TipsDocumento15 pagineLoad Cells Ideas and Tipsestebanshadow1Nessuna valutazione finora
- Ae710 Ae740Documento2 pagineAe710 Ae740julio517Nessuna valutazione finora
- SMU200A ServiceManual en 09 PDFDocumento294 pagineSMU200A ServiceManual en 09 PDFMatthewNessuna valutazione finora
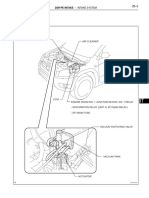
- Intake System: Parts LocationDocumento7 pagineIntake System: Parts LocationMenzie Peter RefolNessuna valutazione finora
- Nice Cat Screen enDocumento214 pagineNice Cat Screen enBranErikNessuna valutazione finora
- Atmel 46104 SE M90E36A ApplicationNoteDocumento43 pagineAtmel 46104 SE M90E36A ApplicationNoteKaik Wulck BassanelliNessuna valutazione finora
- Cxa L0612Documento2 pagineCxa L0612Naresh KumarNessuna valutazione finora
- Design and Testing of ZVS Buck Converter ThirumaleshDocumento50 pagineDesign and Testing of ZVS Buck Converter ThirumaleshThirumalesh Hadapada SreenivasaNessuna valutazione finora
- EEEB344 Electromechanical Devices Chapter 7 CHAPTERDocumento33 pagineEEEB344 Electromechanical Devices Chapter 7 CHAPTERIbrahim HussainNessuna valutazione finora
- DK1913 CH08Documento22 pagineDK1913 CH08Maniraj PerumalNessuna valutazione finora
- A Comparison of Power Density For Axial Flux Machines Based On General Purpose Sizing EquationsDocumento8 pagineA Comparison of Power Density For Axial Flux Machines Based On General Purpose Sizing EquationsMostafa AhmadiNessuna valutazione finora
- TATA ReportDocumento43 pagineTATA ReportNirmal Singh100% (1)
- NERD 9 and 12 Function InstructionsDocumento64 pagineNERD 9 and 12 Function InstructionsknogmanualsNessuna valutazione finora
- Pioneer Deh-P5450 User ManualDocumento112 paginePioneer Deh-P5450 User ManualLuke Job100% (1)
- VTX A8 Specsheet - 5108391-00CDocumento3 pagineVTX A8 Specsheet - 5108391-00CIvan UzunovNessuna valutazione finora
- High Temperature: Industrial VRS Magnetic Speed SensorsDocumento8 pagineHigh Temperature: Industrial VRS Magnetic Speed SensorsHernan GirautNessuna valutazione finora
- The End of Craving: Recovering the Lost Wisdom of Eating WellDa EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellValutazione: 4.5 su 5 stelle4.5/5 (80)
- Sully: The Untold Story Behind the Miracle on the HudsonDa EverandSully: The Untold Story Behind the Miracle on the HudsonValutazione: 4 su 5 stelle4/5 (103)
- Highest Duty: My Search for What Really MattersDa EverandHighest Duty: My Search for What Really MattersNessuna valutazione finora
- Hero Found: The Greatest POW Escape of the Vietnam WarDa EverandHero Found: The Greatest POW Escape of the Vietnam WarValutazione: 4 su 5 stelle4/5 (19)
- The Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaDa EverandThe Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaNessuna valutazione finora
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindDa EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNessuna valutazione finora
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyDa EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyNessuna valutazione finora
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestDa EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestValutazione: 4 su 5 stelle4/5 (28)
- The Fabric of Civilization: How Textiles Made the WorldDa EverandThe Fabric of Civilization: How Textiles Made the WorldValutazione: 4.5 su 5 stelle4.5/5 (57)
- A Place of My Own: The Architecture of DaydreamsDa EverandA Place of My Own: The Architecture of DaydreamsValutazione: 4 su 5 stelle4/5 (242)
- Transformed: Moving to the Product Operating ModelDa EverandTransformed: Moving to the Product Operating ModelValutazione: 4 su 5 stelle4/5 (1)
- Broken Money: Why Our Financial System is Failing Us and How We Can Make it BetterDa EverandBroken Money: Why Our Financial System is Failing Us and How We Can Make it BetterValutazione: 5 su 5 stelle5/5 (3)
- The Weather Machine: A Journey Inside the ForecastDa EverandThe Weather Machine: A Journey Inside the ForecastValutazione: 3.5 su 5 stelle3.5/5 (31)
- The Technology Trap: Capital, Labor, and Power in the Age of AutomationDa EverandThe Technology Trap: Capital, Labor, and Power in the Age of AutomationValutazione: 4.5 su 5 stelle4.5/5 (46)
- System Error: Where Big Tech Went Wrong and How We Can RebootDa EverandSystem Error: Where Big Tech Went Wrong and How We Can RebootNessuna valutazione finora
- Mini Farming: Self-Sufficiency on 1/4 AcreDa EverandMini Farming: Self-Sufficiency on 1/4 AcreValutazione: 4 su 5 stelle4/5 (76)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansDa EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNessuna valutazione finora
- How to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerDa EverandHow to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerValutazione: 4.5 su 5 stelle4.5/5 (54)
- Pale Blue Dot: A Vision of the Human Future in SpaceDa EverandPale Blue Dot: A Vision of the Human Future in SpaceValutazione: 4.5 su 5 stelle4.5/5 (588)
- The Future of Geography: How the Competition in Space Will Change Our WorldDa EverandThe Future of Geography: How the Competition in Space Will Change Our WorldValutazione: 4.5 su 5 stelle4.5/5 (5)
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterDa EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterNessuna valutazione finora
- Packing for Mars: The Curious Science of Life in the VoidDa EverandPacking for Mars: The Curious Science of Life in the VoidValutazione: 4 su 5 stelle4/5 (1395)
- Reality+: Virtual Worlds and the Problems of PhilosophyDa EverandReality+: Virtual Worlds and the Problems of PhilosophyValutazione: 4 su 5 stelle4/5 (24)
- How to Do Nothing: Resisting the Attention EconomyDa EverandHow to Do Nothing: Resisting the Attention EconomyValutazione: 4 su 5 stelle4/5 (421)
- 35 Miles From Shore: The Ditching and Rescue of ALM Flight 980Da Everand35 Miles From Shore: The Ditching and Rescue of ALM Flight 980Valutazione: 4 su 5 stelle4/5 (21)