Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- ARCA SOUTH DYNAMIC DESIGNDocumento26 pagineARCA SOUTH DYNAMIC DESIGNJan LhesterNessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Design of Box Culverts, KBMDocumento17 pagineDesign of Box Culverts, KBMSasinath Msh100% (1)
- Jumbo structural hollow sections technical data and specificationsDocumento8 pagineJumbo structural hollow sections technical data and specificationsalextentwentyNessuna valutazione finora
- Neca 409-2009 - Installing and Maintaining Dry Type TransformersDocumento42 pagineNeca 409-2009 - Installing and Maintaining Dry Type TransformersJosé Luis FalconNessuna valutazione finora
- TRL144Documento59 pagineTRL144ONE SMART LRT3-2Nessuna valutazione finora
- Design and Analysis of Heavily Loaded RC Link BeamDocumento17 pagineDesign and Analysis of Heavily Loaded RC Link BeamWasin WaiyasusriNessuna valutazione finora
- Point-Fixed Glass Wall Fitting Typical Product Catalog160PDocumento155 paginePoint-Fixed Glass Wall Fitting Typical Product Catalog160PNajib Kiwan100% (1)
- PFC - The Great CoolerDocumento47 paginePFC - The Great CoolerM.IBRAHEEM100% (1)
- 4 ASTM Test Results - 090609Documento8 pagine4 ASTM Test Results - 090609Usman Zafar RajaNessuna valutazione finora
- Vacuum Box Test Report for Tank 440TK-002BDocumento2 pagineVacuum Box Test Report for Tank 440TK-002BDeepu CNessuna valutazione finora
- Valero Blinding Guideline Provides Safety ProceduresDocumento13 pagineValero Blinding Guideline Provides Safety ProcedureskishorsinghNessuna valutazione finora
- Construction of Toilet with Running WaterDocumento26 pagineConstruction of Toilet with Running WaterJanardhanReddyNessuna valutazione finora
- DRAWING LIMIT N 9403.624: Saudi Arabian Oil CompanyDocumento1 paginaDRAWING LIMIT N 9403.624: Saudi Arabian Oil CompanybillNessuna valutazione finora
- Microstructures and Mechanical Properties of Cold Rolled Mg-8Li andDocumento5 pagineMicrostructures and Mechanical Properties of Cold Rolled Mg-8Li andVidya me20d015Nessuna valutazione finora
- Case 1 REPORTDocumento13 pagineCase 1 REPORTnorman1968Nessuna valutazione finora
- Foam Dam Brochure REV 0 1210Documento2 pagineFoam Dam Brochure REV 0 1210Ildegar PuertaNessuna valutazione finora
- SSR 125-450 HOREPOWER Intellisys Units Inlet Panel Air Filters Installation/ Instruction Manual Parts List Replacement PartsDocumento14 pagineSSR 125-450 HOREPOWER Intellisys Units Inlet Panel Air Filters Installation/ Instruction Manual Parts List Replacement PartsGustavo HuertasNessuna valutazione finora
- Hubungan Antara Skin Friction Stress Dengan Nilai N-SPT: Fs AverageDocumento10 pagineHubungan Antara Skin Friction Stress Dengan Nilai N-SPT: Fs AveragedelfiadrianiNessuna valutazione finora
- VMA NACE Presentation Mar09 (Repaired)Documento38 pagineVMA NACE Presentation Mar09 (Repaired)LimNessuna valutazione finora
- Havells LV and HT Aerial Bunched Cables OverviewDocumento23 pagineHavells LV and HT Aerial Bunched Cables OverviewJinto JacobNessuna valutazione finora
- Astm A618Documento4 pagineAstm A618Mohamed Farouk100% (1)
- PCM. Solar CookerDocumento1 paginaPCM. Solar CookerRaviranjan Kumar SinghNessuna valutazione finora
- Plumbing Questionnaires PDFDocumento53 paginePlumbing Questionnaires PDFEmilySisnerosMenoriasNessuna valutazione finora
- Lim Fire Research 03 2Documento351 pagineLim Fire Research 03 2torNessuna valutazione finora
- Apgenco (Mechanical) 2017-QpDocumento16 pagineApgenco (Mechanical) 2017-QpSamresh GarnaikNessuna valutazione finora
- Steel Sheet PilesDocumento20 pagineSteel Sheet PilesEko PrasetyoNessuna valutazione finora
- Electrical InstallationDocumento3 pagineElectrical InstallationAmpumuza AdrianNessuna valutazione finora
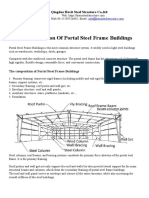
- The Specification of Portal Steel FrameDocumento9 pagineThe Specification of Portal Steel FramemandyNessuna valutazione finora
- 11 Refractory Weld Studs Sunbelt Stud Welding CatalogDocumento14 pagine11 Refractory Weld Studs Sunbelt Stud Welding CatalogKotenguNessuna valutazione finora
- 2013 Shear Strength of Brick Masonry Walls Assembled With Different Types of MortarDocumento8 pagine2013 Shear Strength of Brick Masonry Walls Assembled With Different Types of MortarCatherineNessuna valutazione finora